閥體毛坯熱擠壓成形的有限元分析與優(yōu)化
2020-11-21 03:21:06高文順張文君蔣文冬
機(jī)械制造 2020年11期
□ 高文順 □ 張文君 □ 蔣文冬
中國船舶重慶華渝電氣集團(tuán)有限公司 重慶 400021
1 分析背景
熱擠壓成形技術(shù)在很大程度上可以實現(xiàn)近凈成形,得到的擠壓件接近零件要求形狀和尺寸。相比傳統(tǒng)成形技術(shù),熱擠壓成形技術(shù)減小了后續(xù)工序的切削量,降低了材料和能源消耗,縮短了產(chǎn)品生產(chǎn)周期[1]。近年來,有限元數(shù)值模擬方法在塑性加工各個領(lǐng)域得到廣泛應(yīng)用。采用有限元方法,可以快速對產(chǎn)品進(jìn)行模擬分析,不僅能獲得金屬變形和流動規(guī)律、應(yīng)力應(yīng)變分布、溫度場分布等各種機(jī)械性能信息,而且能預(yù)測材料的各種工藝缺陷,進(jìn)而直接對工藝方案和模具設(shè)計進(jìn)行評判與優(yōu)化,為提高產(chǎn)品質(zhì)量、降低成本提供技術(shù)依據(jù)和理論指導(dǎo)[2-3]。
2 閥體毛坯缺陷
根據(jù)加工企業(yè)反饋,某減壓閥閥體毛坯在熱擠壓后的精加工過程中存在夾渣、砂眼、裂紋、折疊等缺陷,由此造成零件報廢,并導(dǎo)致生產(chǎn)周期延長。閥體毛坯典型缺陷如圖1所示。
筆者對某批次500件閥體毛坯進(jìn)行統(tǒng)計發(fā)現(xiàn),精加工后20%閥體毛坯有夾渣、砂眼、裂紋、折疊缺陷。
3 熱擠壓成形過程分析
減壓閥閥體毛坯如圖2所示。為提高分析效率,應(yīng)用有限元建模法對閥體毛坯熱擠壓成形過程進(jìn)行數(shù)值模擬,分析成形過程中坯料流動情況,從而分析缺陷產(chǎn)生的原因,并提出合理解決方案。
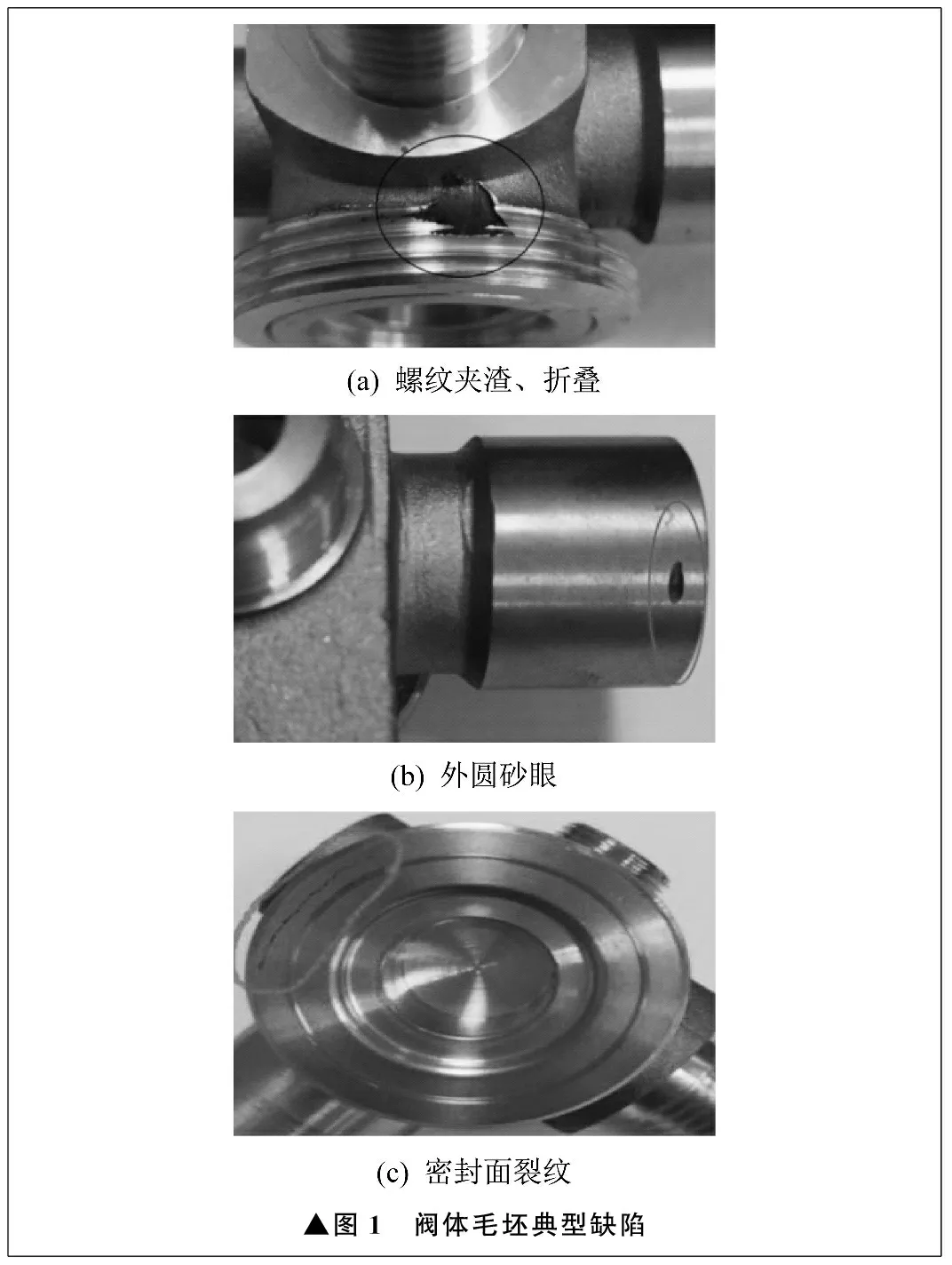
▲圖1 閥體毛坯典型缺陷
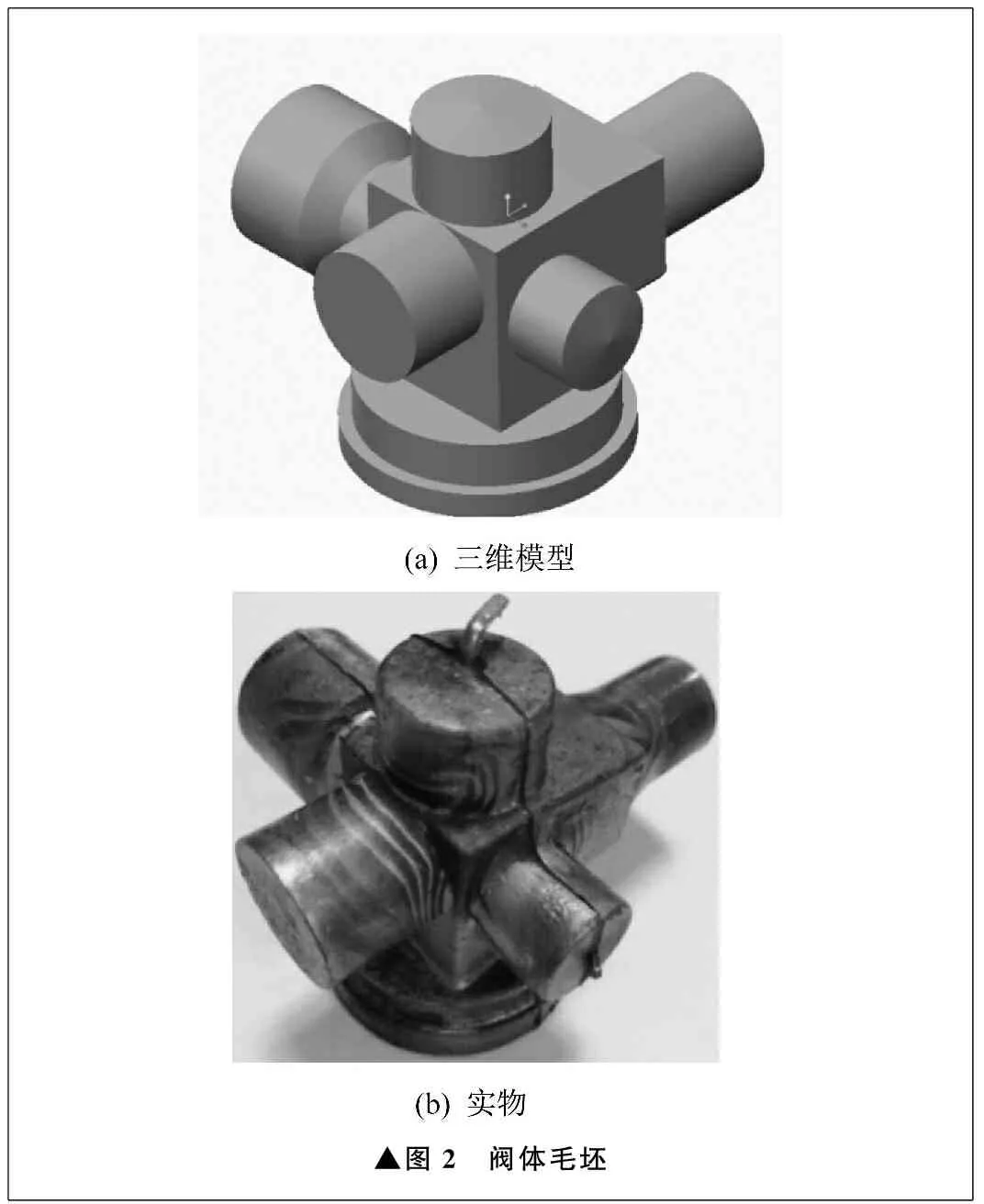
▲圖2 閥體毛坯
根據(jù)閥體毛坯結(jié)構(gòu)及熱擠壓成形過程,建立有限元模型,如圖3所示。將熱擠壓模具型腔體和160 t壓機(jī)頭簡化為剛體,模具型腔預(yù)熱溫度為200 ℃。坯料材質(zhì)為鉛黃銅,設(shè)置為塑性體。采用熱壓縮變形流動應(yīng)力方程建立材料模型[4],劃分為32 000個網(wǎng)格單元,加熱溫度為750 ℃。采用剪切摩擦,摩擦因數(shù)取0.25。熱傳導(dǎo)系數(shù)取5 W/(m·K),壓機(jī)頭速度為20 mm/s。
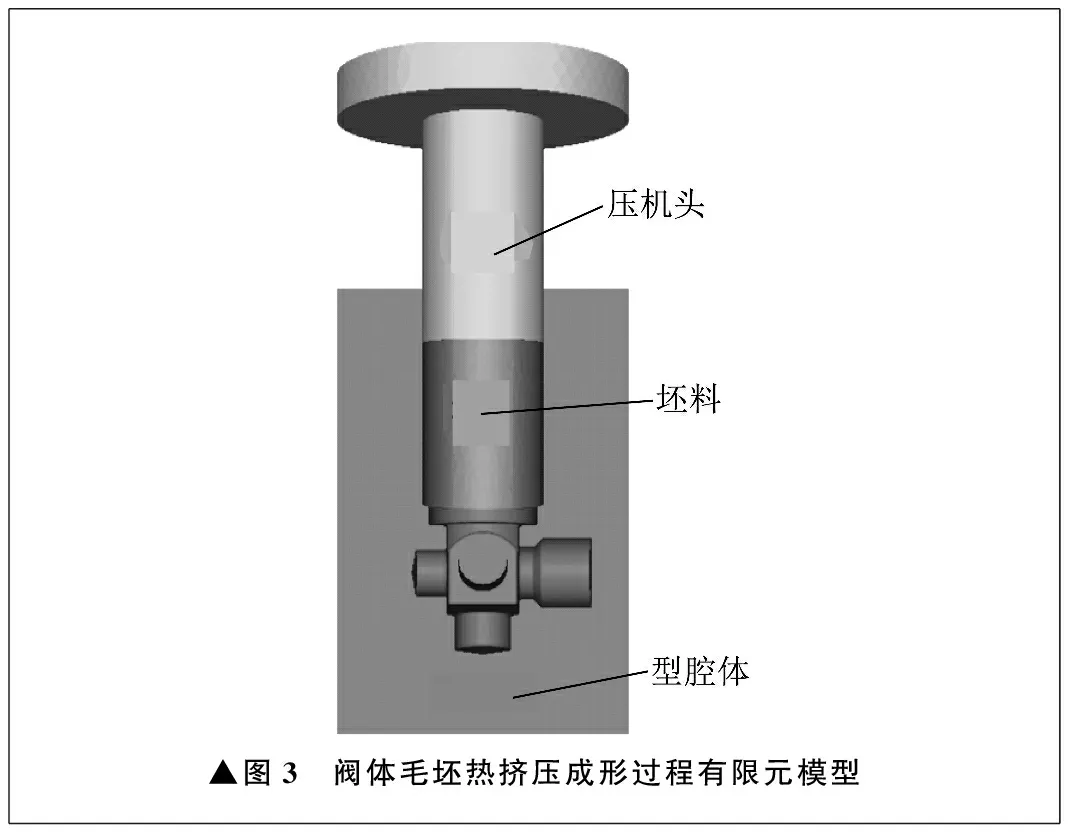
▲圖3 閥體毛坯熱擠壓成形過程有限元模型
閥體毛坯分支如圖4所示,閥體毛坯熱擠壓成形過程如圖5所示。在充填初期,坯料逐步流入五個分支。圖6所示為充填階段不同時期的分步情況,淺色表示未充填,深色表示已充填。
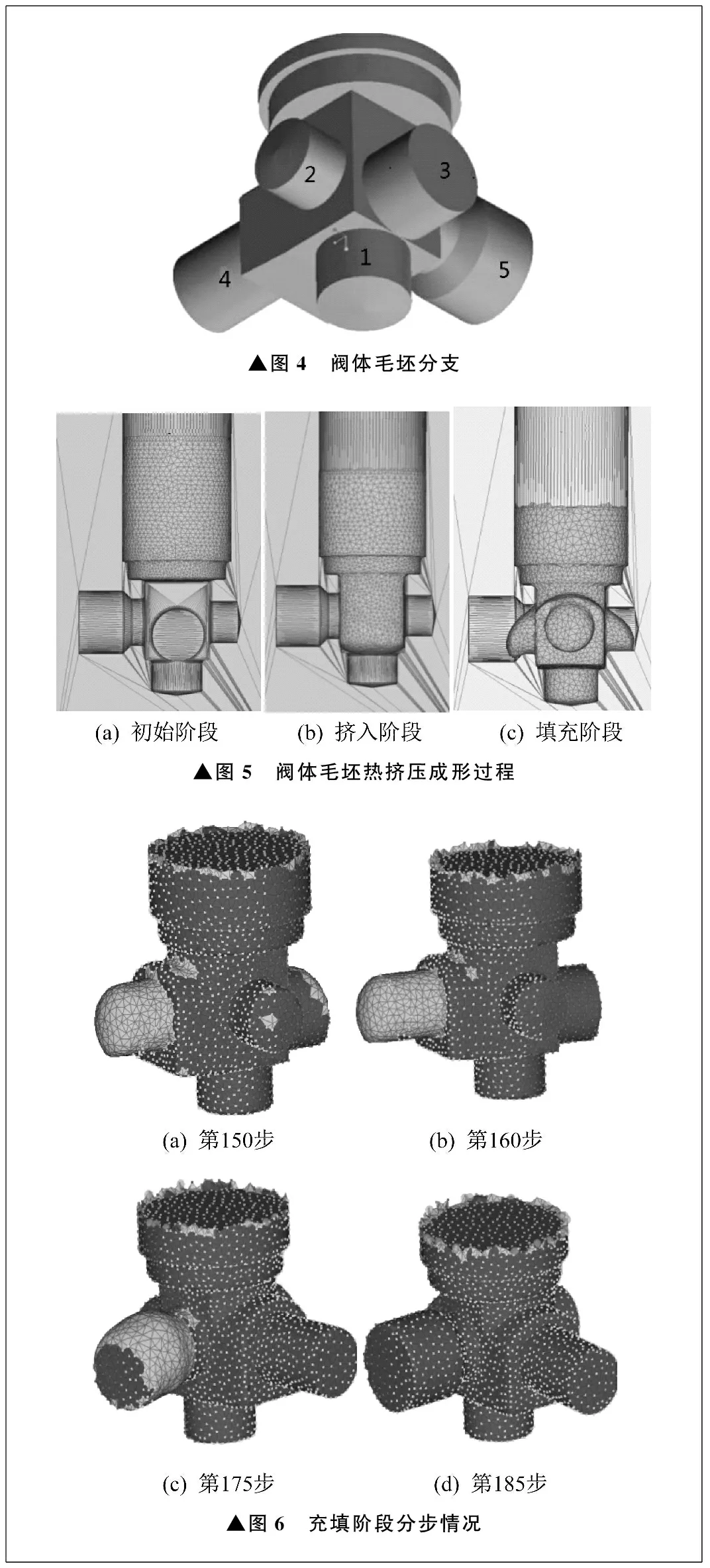
▲圖4 閥體毛坯分支▲圖5 閥體毛坯熱擠壓成形過程▲圖6 充填階段分步情況
第5分支處可能存在兩種表皮折疊缺陷。第一種為上表皮折疊缺陷,如圖7所示。由于坯料始鍛溫度較低或模具溫度低于200 ℃,導(dǎo)致最后被充填的第5分支坯料流動異常,兩股坯料匯流,出現(xiàn)折疊缺陷。
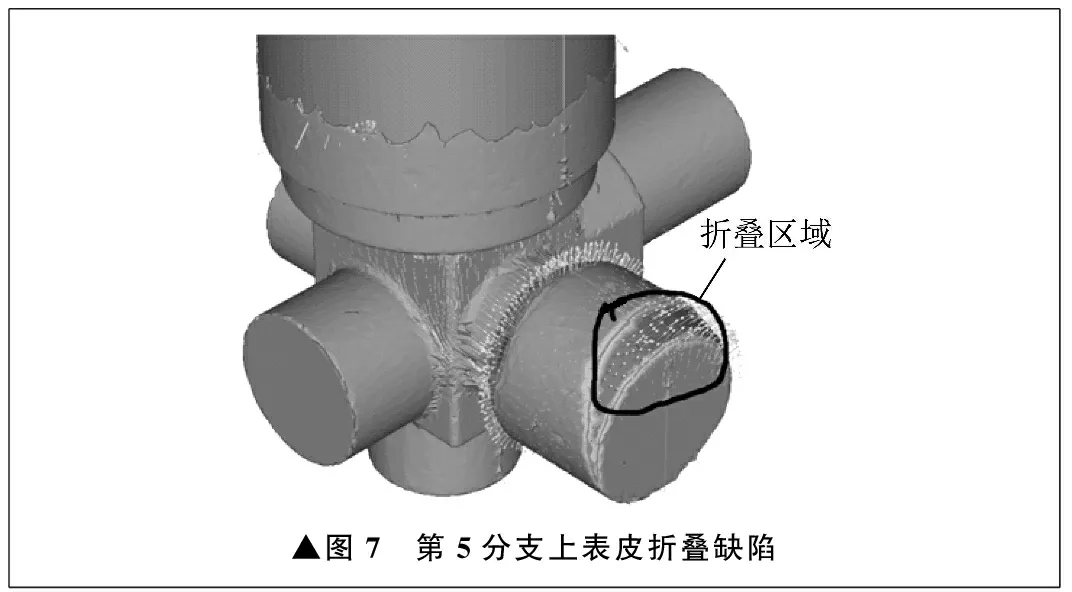
▲圖7 第5分支上表皮折疊缺陷
第二種為下表皮折疊缺陷,如圖8所示。沿著第5分支的截面進(jìn)行分割,并進(jìn)行虛擬網(wǎng)格劃分,模擬分析鍛造流線分布,第5分支熱擠壓成形過程分步情況如圖9所示。在正常熱擠壓成形過程中,始鍛溫度為750 ℃,上表皮流線未見異常。下表皮流線有一小段存在連續(xù)問題,主要原因是前端坯料碰到模具壁后流速減慢,后續(xù)坯料繼續(xù)流動,導(dǎo)致在截面下端出現(xiàn)折疊情況。
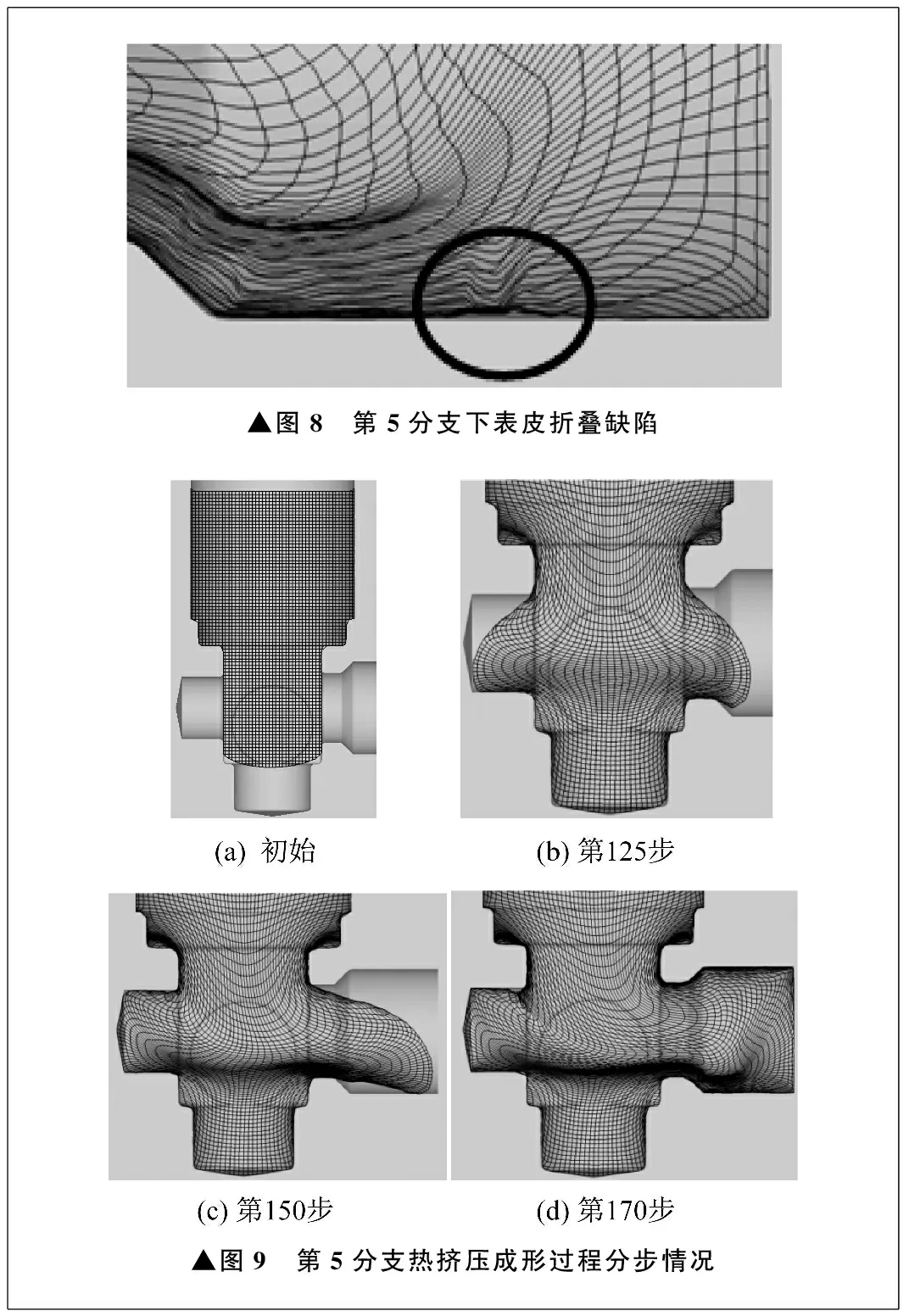
▲圖8 第5分支下表皮折疊缺陷▲圖9 第5分支熱擠壓成形過程分步情況
由閥體毛坯典型缺陷可知,密封面處存在隨機(jī)裂紋,并且裂紋內(nèi)存在黑色或灰色雜質(zhì)。流線分析結(jié)果如圖10所示,可知缺陷位于坯料擠入的入口處,且有一個臺階面。此處為擠壓死區(qū),金屬流動較弱。
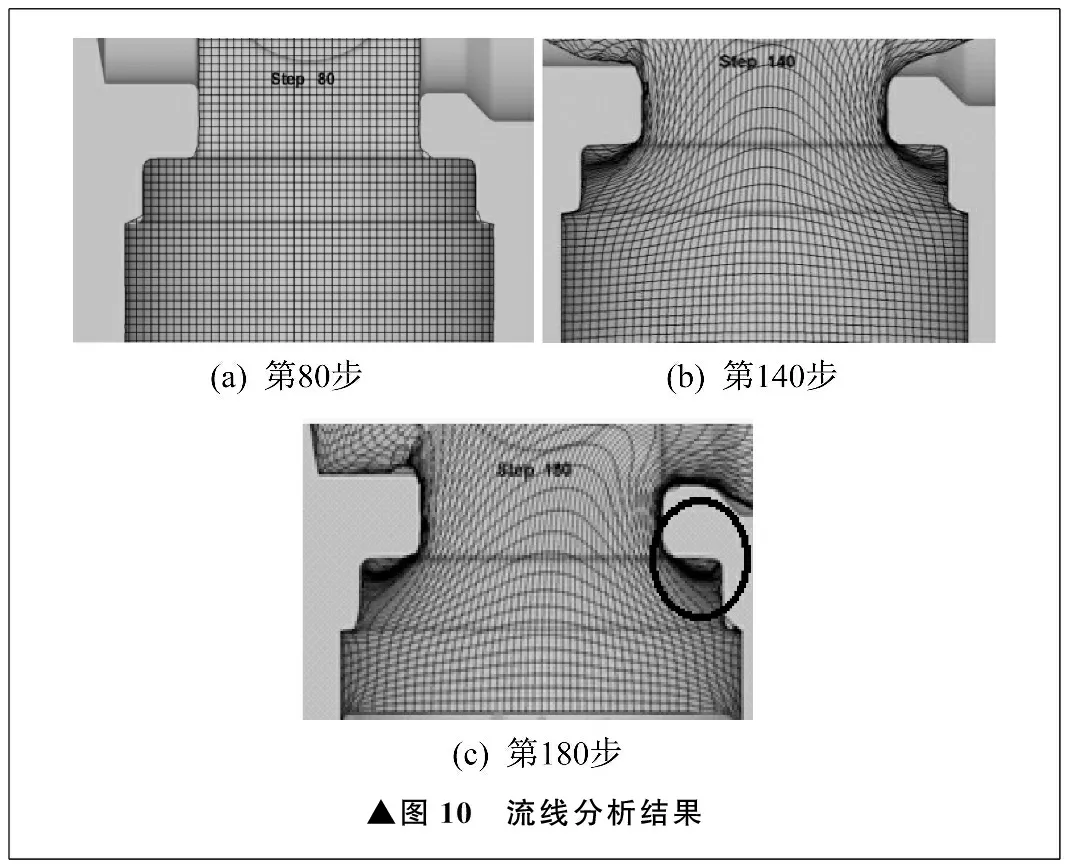
▲圖10 流線分析結(jié)果
基于以上有限元模擬分析可以判斷,密封面處裂紋產(chǎn)生于熱擠壓初期。根據(jù)裂紋內(nèi)存在灰色或黑色雜質(zhì)這一情況,可以判斷缺陷產(chǎn)生的原因是大臺階面導(dǎo)致流動死區(qū),壓機(jī)頭持續(xù)下壓,坯料沿死區(qū)擠入模具型腔,部分潤滑劑也一同擠入,導(dǎo)致裂紋處存在黑色或灰色雜質(zhì)。
4 坯料加熱溫度分析
熱擠壓成形工藝規(guī)范要求坯料加熱溫度為780~820 ℃,實際作業(yè)時采用800 ℃作為坯料加熱溫度。由于電阻爐控溫精度及加熱時坯料擺放位置的影響,部分坯料會被加熱至800 ℃以上。坯料為銅合金中的鉛黃銅,取鋅含量為40%,查如圖11所示銅-鋅狀態(tài)圖[5],可知α+β相區(qū)溫度為454~800 ℃。銅合金中α相是鋅溶解于銅的固溶體,塑性良好,具有極佳的熱態(tài)和冷態(tài)變形能力。β相是以鋅與銅的電子化合物為基體的固溶體,強度高,塑性低,在高溫下塑性良好,適宜于熱態(tài)變形加工。α+β相組織在冷態(tài)下的塑性較α相差,適宜于熱態(tài)變形加工。當(dāng)溫度高于800 ℃后,α+β相開始向β相轉(zhuǎn)變,β晶粒迅速長大,在熱擠壓成形過程中容易產(chǎn)生裂紋。為避免這一問題,需要將坯料加熱的溫度上限控制在800 ℃以下。
5 坯料加熱時間分析
坯料加熱過程分為預(yù)熱過程、加熱過程、均熱保溫過程。坯料在加熱過程及均熱保溫過程中一直處于α+β相區(qū),由于鉛黃銅具有很好的導(dǎo)熱性,因此若加熱和保溫時間過長,則會導(dǎo)致晶界發(fā)生局部熔化和氧化,晶界結(jié)合力急劇減小,脆性變大,韌性下降,使其力學(xué)性能低劣,進(jìn)而導(dǎo)致鉛黃銅制品報廢[6-7]。
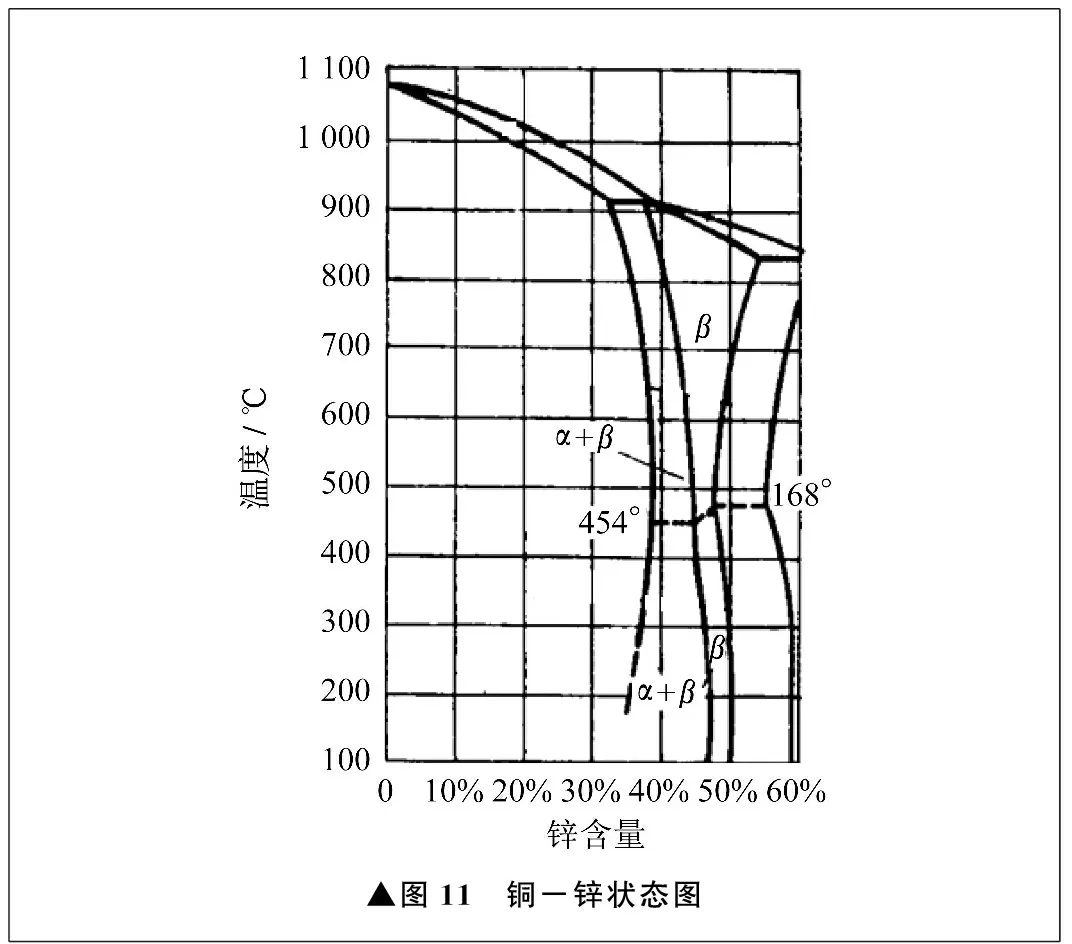
▲圖11 銅-鋅狀態(tài)圖
閥體毛坯坯料尺寸為φ40 mm×53 mm,每單位長度或直徑的加熱及保溫時間為0.6~0.7 min,即坯料的理論加熱及保溫時間為31.8~37.1 min。根據(jù)原有工藝規(guī)范,坯料加熱時間約為10 min,保溫時間約為30 min,加熱及保溫時間共約40 min,長于理論時間。每爐坯料裝爐量為35件,若以每件1 min的熱擠壓生產(chǎn)速度計算,則爐內(nèi)最后一件坯料實際加熱及保溫時間達(dá)74 min,遠(yuǎn)長于理論時間,同時還會增加氧化皮的生成量,不利于熱擠壓成形加工。
6 熱擠壓成形工藝優(yōu)化
由有限元分析結(jié)果及實際生產(chǎn)工藝參數(shù)分析可知,在不改變閥體毛坯基本結(jié)構(gòu)的前提下,可通過優(yōu)化模具內(nèi)腔結(jié)構(gòu)來提高材料流動性;通過選擇合適的脫模劑來增強模具潤滑效果,減少脫模劑殘留;通過調(diào)整坯料加熱溫度及加熱時間來減少氧化皮的產(chǎn)生。
6.1 模具結(jié)構(gòu)優(yōu)化
優(yōu)化前熱擠壓成形模具結(jié)構(gòu)如圖12所示。模具在入料口處有一個較大的倒角R2,螺紋端部及閥體各棱邊處均未設(shè)計倒角,第5分支截面由φ18 mm擴(kuò)張至φ24 mm,對坯料流動非常不利。通過調(diào)整模具尺寸,將部分銳角修改為倒角R2,并將倒角R1修改為R2,φ18 mm修改為φ20 mm。
模具尺寸經(jīng)調(diào)整后,對20件坯料進(jìn)行熱擠壓試制工藝試驗,試制樣品經(jīng)機(jī)加工后,折疊缺陷已基本消除,夾渣閥體比例為10%,較之前小幅降低,且程度有所減輕。經(jīng)試制驗證重新設(shè)計優(yōu)化后的熱擠壓成形模具如圖13所示。新模具在入料口處增加一個刮除坯料氧化皮的小臺階,所有棱邊處均倒角R2以減小坯料流動阻尼,φ18 mm加大至φ20 mm,模具型腔表面粗糙度值Ra應(yīng)小于1.6 μm。新設(shè)計熱擠壓成形模具實物如圖14所示。
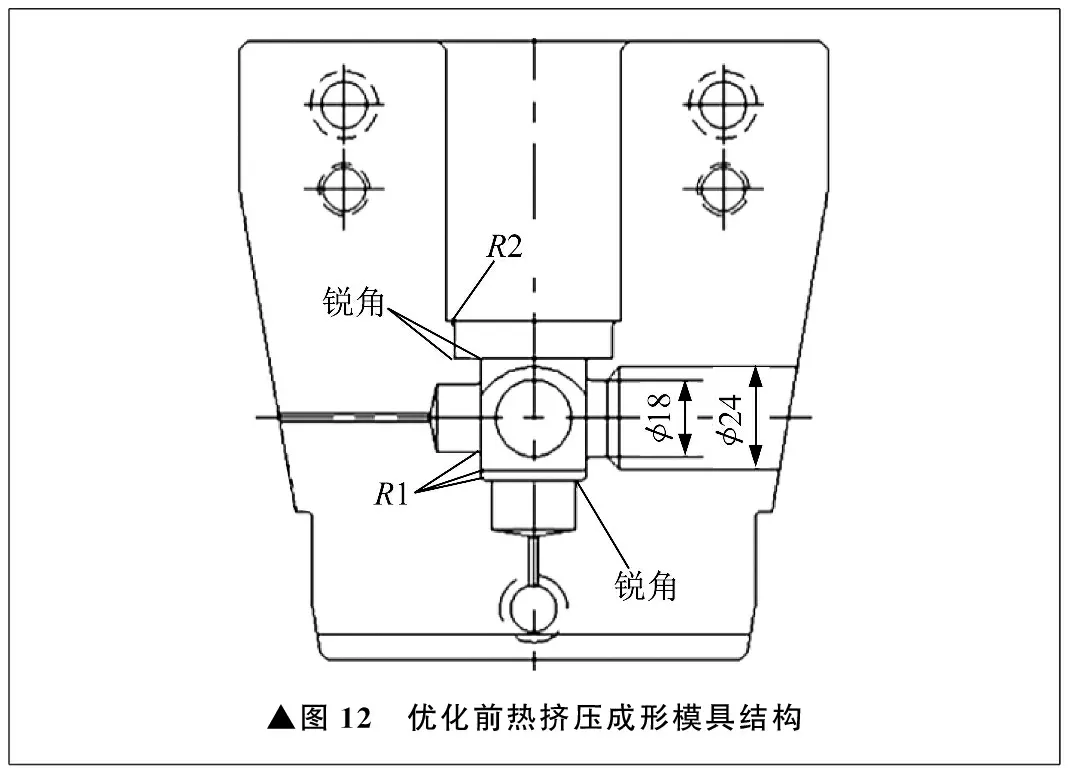
▲圖12 優(yōu)化前熱擠壓成形模具結(jié)構(gòu)
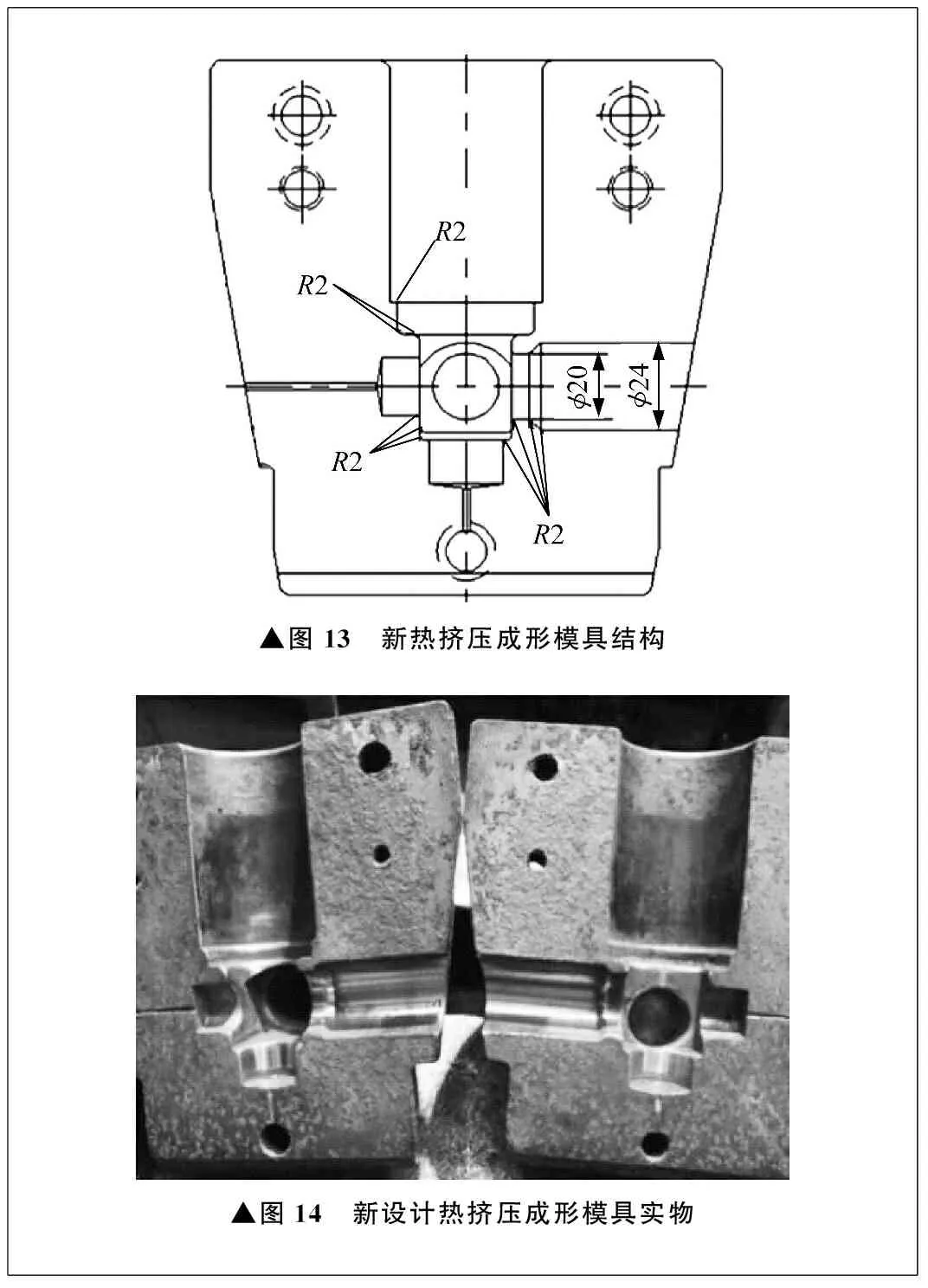
▲圖13 新熱擠壓成形模具結(jié)構(gòu)▲圖14 新設(shè)計熱擠壓成形模具實物
6.2 使用脫模劑
原先使用的熱擠壓成形脫模劑是鋰基二硫化鉬,其性狀為油狀,使用時需操作人員用毛刷涂刷在熱擠壓成形模具型腔內(nèi),涂刷量及均勻程度不易控制。鋰基二硫化鉬的耐受溫度為-20~120 ℃,主要用于運動結(jié)構(gòu)潤滑。而熱擠壓成形模具的預(yù)熱溫度為200~300 ℃,用于擠壓的坯料溫度為780 ℃~800 ℃,顯然遠(yuǎn)高于鋰基二硫化鉬的耐受溫度,熱擠壓成形開始前基礎(chǔ)油已揮發(fā),降低了潤滑效果。
水基石墨是一種新型脫模劑,其性狀為水狀,使用時只需噴涂在熱擠壓成形模具型腔內(nèi),水遇熱完全蒸發(fā)后在型腔內(nèi)部形成一層薄而致密的潤滑粉末層。水基石墨具有耐高溫、殘留少、使用方便等優(yōu)點,已成為有色金屬、黑色金屬鍛造常用的脫模劑。鋰基二硫化鉬與水基石墨對比見表1。
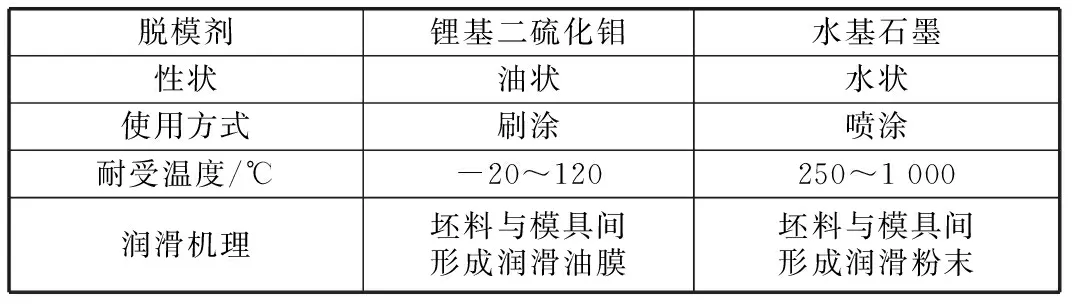
表1 脫模劑對比
6.3 坯料加熱溫度優(yōu)化
為了縮短加熱時間,改善晶粒狀態(tài),正式加熱前有一道預(yù)加熱工序,但工藝中并未規(guī)定預(yù)加熱溫度及時間。實際作業(yè)時,保溫時間約為35 min。由于坯料在加熱及保溫過程中會產(chǎn)生氧化皮,因此控制加熱時間能降低氧化皮生成率,從而可以減少存在夾渣缺陷的產(chǎn)品數(shù)量。
對20件坯料進(jìn)行工藝試驗,將樣品坯料預(yù)加熱時間從60~65 min縮短至10~15 min,將保溫時間從30~35 min縮短至10~15 min。試制后發(fā)現(xiàn)存在夾渣缺陷的產(chǎn)品數(shù)量為2件,缺陷率降至10%,且夾渣面積明顯減小。試驗結(jié)果表明,縮短坯料加熱時間可以有效減少坯料氧化皮產(chǎn)生量。優(yōu)化前后坯料加熱參數(shù)見表2。
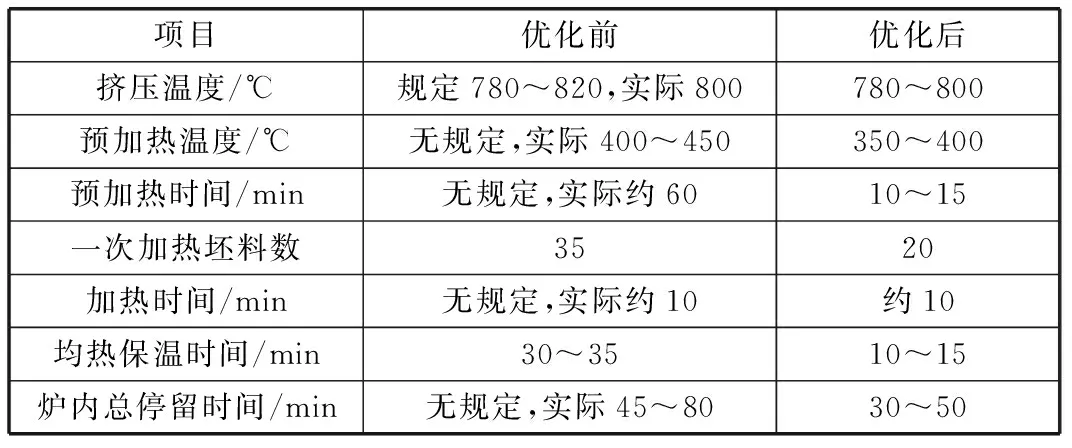
表2 優(yōu)化前后坯料加熱參數(shù)
7 優(yōu)化效果
確定優(yōu)化后閥體毛坯熱擠壓成形工藝,共進(jìn)行兩次50件閥體毛坯試驗和一次200件閥體毛坯小批量試制。兩次試驗中,閥體毛坯只有2件存在螺紋及密封面處夾渣缺陷,不合格率為2%。小批量試制中,閥體毛坯只有6件存在螺紋及密封面處夾渣缺陷,不合格率為3%。
經(jīng)優(yōu)化產(chǎn)生的經(jīng)濟(jì)效益主要由節(jié)約的原材料、能源及人力成本組成。閥體毛坯的尺寸為φ40 mm×53 mm,質(zhì)量約為0.6 kg。預(yù)熱爐功率為2 kW/h,加熱爐功率為10 kW/h。優(yōu)化前不合格率為20%,優(yōu)化后不合格率為3%,據(jù)此按年產(chǎn)9 000件閥體毛坯的經(jīng)濟(jì)效益進(jìn)行測算。經(jīng)優(yōu)化共節(jié)約918 kg銅材,銅材采購成本約55元/kg,報廢后殘值折損約25元/kg,在不計入管理費損失的情況下,節(jié)約原材料所產(chǎn)生的經(jīng)濟(jì)效益達(dá)27 540元。
能源節(jié)約主要體現(xiàn)在工藝改進(jìn)所帶來的能耗降低及不良品減少所帶來的能耗總量減少。為方便成本核算,將每爐坯料加熱時間均攤至單件坯料,見表3。

表3 單件坯料均攤加熱時間 min
由優(yōu)化帶來的能耗降低計算過程如下:減少預(yù)熱總時間為196.5 h,增加加熱時間為16.5 h,減少均熱保溫時間為39 h,預(yù)熱過程減少總能耗為393 kW,加熱過程增加總能耗為165 kW,均熱保溫過程減少總能耗為390 kW,總節(jié)約能耗為618 kW。
由不良品減少降低的能源消耗為399 kW,減少耗能總量為1 017 kW。按當(dāng)?shù)毓I(yè)電價1.0元/kW計算,優(yōu)化節(jié)約能源成本1 017元。
人力成本產(chǎn)生的經(jīng)濟(jì)效益主要為閥體毛坯后續(xù)加工人力成本減少。閥體毛坯后續(xù)工序為退火,修銼,拋丸,車螺紋端,車第4分支,車第3分支,車第1分支,車第5分支,車第2分支。夾渣現(xiàn)象主要發(fā)生于車螺紋端后,折疊現(xiàn)象主要發(fā)生于車完第5分支。夾渣缺陷率由15%降至3%,因夾渣缺陷報廢的零件減少1 080件,閥體折疊缺陷率由5%降至0,因折疊缺陷報廢的零件減少450件。將產(chǎn)生缺陷之前工序的人力成本計入報廢成本,降低缺陷率后各工序節(jié)約制造成本共計21 600元,具體數(shù)據(jù)見表4。
8 結(jié)束語
筆者通過建立閥體毛坯熱擠壓成形有限元模型進(jìn)行數(shù)值模擬分析,確認(rèn)閥體毛坯產(chǎn)生缺陷的原因,從而確定閥體毛坯熱擠壓成形工藝優(yōu)化方案。通過試驗和小批量試制確認(rèn),采用優(yōu)化后熱擠壓成形工藝方案生產(chǎn)的閥體毛坯滿足生產(chǎn)要求,缺陷率從20%降至3%,節(jié)約成本共計5萬余元。筆者采用的方法合理解決了企業(yè)生產(chǎn)中的具體問題,同時產(chǎn)生了經(jīng)濟(jì)效益,為企業(yè)同類型問題的優(yōu)化提供了示范,具有指導(dǎo)作用。
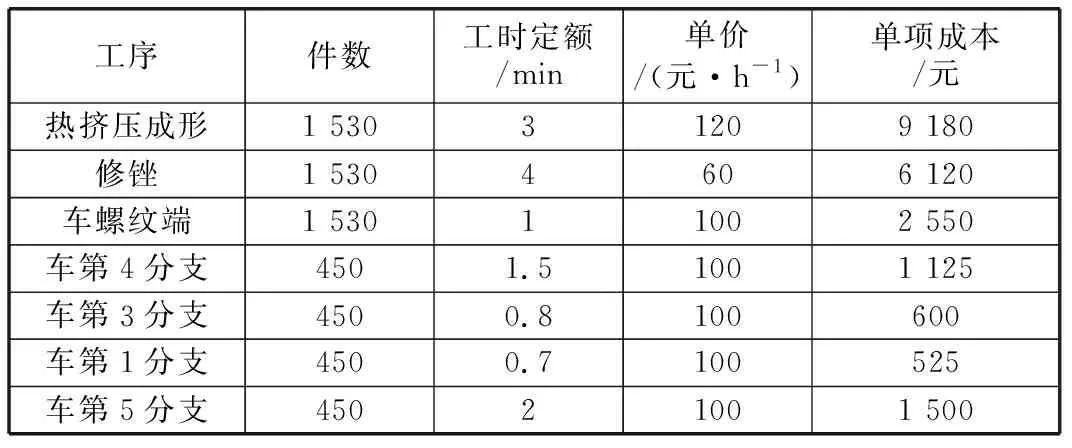
表4 各工序節(jié)約制造成本
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
