雙絲焊接技術及雙絲三電弧焊接穩定性研究進展
2020-11-24 02:19:46鐘蒲李亮玉柴俊逸
焊接 2020年6期
關鍵詞:焊縫
鐘蒲,李亮玉,柴俊逸
(天津工業大學, 天津市現代機電裝備技術重點試驗室,天津 300387)
0 前言
電弧焊接技術一直朝著高質量、高效率發展。增大焊接電源的電弧電壓、焊接電流、提高送絲速度是提高焊接熔敷率最簡單直接的方法。例如T. I. M. E.焊接工藝,采用大電流、大焊絲伸出長度,并以四元氣體作為焊接保護氣體,在保證焊接質量的前提下,大幅度提高了焊絲熔敷率,開拓了大電流焊接新領域。但由于其對焊絲質量和保護氣體配比的嚴格要求及氦氣的成本問題,在國內并未得到廣泛應用[1-3]。傳統MAG/MIG焊接工藝下,送絲速度大于15 m/min時,電弧反作用力增大到導致熔滴過渡困難;過大的電流會造成焊接過程不穩定,焊縫成形、力學性能差等問題;過快的焊接速度容易產生駝峰焊道、咬邊等缺陷。而多根焊絲同時送進時,電弧力較分散,對熔池擾動較小,焊接過程穩定,焊接速度得到提高,同時焊絲之間互相加熱,熔敷率大大提高,因此多絲電弧焊接技術成為提高焊接效率的主要研究方向。
多絲電弧焊接技術中,雙絲焊接的研究和應用最為廣泛,但部分雙絲焊接方法的雙電弧間相互作用會對焊接穩定性造成不良影響。文中從工作原理及設備方面簡要介紹幾種常見雙絲電弧焊接方法,針對同雙絲三弧焊接方法相關且具有代表性的雙絲方法就焊接穩定性方面進行了闡述,結合焊接與連接領域近年的研究熱點進行了討論[4],以期促進雙絲高效焊接方法的創新和雙絲三電弧焊接研究的深入與應用推廣。
1 雙絲電弧焊接方法分類
按照熔池分布,將雙絲電弧焊接簡單分為非共熔池雙絲焊和共熔池雙絲焊兩大類。非共熔池雙絲焊中,兩支獨立焊槍同時施焊,電弧間互不影響,焊接效率可以認為是兩次焊接的疊加,主要應用在大型構件及管道的自動化焊接中,如圖1所示。同傳統GMAW焊接方法的區別主要體現在焊縫質量方面,在合理設置焊槍間距的情況下,后一支焊槍的電弧可以細化前一支焊槍焊縫的晶粒,從而提高焊接質量。

圖1 非共熔池雙焊炬管道焊接
共熔池雙絲電弧焊接技術采用兩根焊絲送進,在電弧作用下送入同一熔池。在保證焊接質量的前提下,使用相同焊接工藝參數焊接時,單、雙絲焊接的焊接效率比值近似1∶2,綜合焊接成本降低20%[5-6]。共熔池雙絲焊接方法主要優勢在于電弧力分散、焊接高效穩定,通過調整兩根焊絲的化學成分,能夠方便的控制焊接接頭的化學成分,以滿足特殊的性能要求。此外,雙絲電弧焊提高了焊接速度,能夠有效降低焊接熱輸入。研究指出,串列雙絲焊能夠在不顯著增大熱輸入的情況下相對于單絲焊將熔敷率提高20%[7],這對于減少焊接熱變形和改善焊縫微觀組織及力學性能具有積極意義。
按照電弧燃燒方式、電極配置及焊絲排布,將共熔池雙絲電弧焊接技術分為雙絲單電弧、雙絲雙電弧、雙絲雙電弧+冷絲填絲和雙絲耦合電弧四大類,如圖2所示。

圖2 共熔池雙絲焊接技術分類
2 共熔池雙絲電弧焊接工作原理
2.1 雙絲單電弧焊接技術
2.1.1雙絲單弧填絲焊
熱絲填充焊最早是為了提高TIG焊接效率,后來拓展到MIG/MAG焊接中,形成目前的雙絲單弧冷填絲焊和熱填絲焊。其基本原理是在普通MIG/MAG的基礎上附加一套送絲機構,將冷絲或預熱好的焊絲送入熔池,在主焊絲產生電弧和熔池的熱量下熔化,工作原理如圖3所示。這種接方法可以提高焊接速度、減少熱輸入、節約電能。試驗研究表明,單電源熱絲填絲焊比普通焊接效率提高35%~50%,焊縫和熱影響區的回火脆性也得到較好的控制[8-9]。
2.1.2雙絲間接電弧焊
雙絲間接電弧焊又稱串聯雙絲焊,使用直流電源或交流電源供電,兩根絲從同一支焊槍伸出,通過導電嘴分別接電源的兩極,母材不通電,焊接時電弧在兩焊絲之間產生,工作原理及電弧形態如圖4所示[10-11]。這種焊接方法利用少量弧柱熱量和熔滴攜帶的熱量熔化母材形成焊縫,最大程度降低了對母材的熱輸入。兩根焊絲分別作為電弧的陽極和陰極同時熔化,若忽略焊絲作為電弧陰極和陽極的熔化速度差異,熔敷速度可以接近普通單絲焊的兩倍。另外由于電弧不在母材產生,能夠避免電弧對熔池的挖掘作用,極大程度降低焊縫的稀釋率。

圖3 雙絲單弧填絲焊工作原理

圖4 雙絲間接電弧焊接示意圖及電弧形態
2.2 雙絲雙電弧焊接技術
雙絲雙電弧焊接技術可以按照電極的配置和焊絲排布方式分為并列和串列兩大類,其中并列、串列電極雙絲雙弧焊的典型代表分別是Twin Arc焊接方法和Tandem焊接方法。
2.2.1并列電極雙絲雙弧焊(Twin Arc)
在傳統單絲焊基礎上,Twin Arc焊接將原本的粗絲更換為兩根細絲,配套雙絲送絲輪和雙孔導電嘴,最初由一個電源供電,后續發展到可以通過兩個電源供電,如圖5所示[12-14],兩根焊絲的直徑、成分可以按需調整。根據電弧自身調節特性,兩根焊絲在熔化過程中都會有電流通過。細絲電弧的能量密度較高,兩根焊絲互相加熱,大大提高了焊接效率,焊接過程中還可以改變焊絲末端連線相對焊接方向的夾角獲得不同寬高比的焊縫。文獻[13]中試驗測得3 mm直徑焊絲下Twin Arc焊接方法的熔敷速度接近傳統單絲焊的2倍。

圖5 并列電極雙絲雙弧焊工作原理
2.2.2串列電極雙絲雙弧焊(Tandem)
Tandem焊接方法是目前應用最為廣泛的雙絲焊接方法,現有如雙絲MAG、雙絲脈沖GMAW、冷金屬雙絲焊(Tandem control system, TSC)、CMT-Twin等焊接方法,都和Tandem焊接方法類似。這一類串列電極雙絲雙弧焊和雙電源Twin Arc焊接的主要區別是它們的兩根焊絲分別通過兩個相互絕緣的導電嘴,兩焊接電源之間存在協調關系。根據焊接方向,將兩個焊接電源定義為主電源和從電源,分別給引導焊絲和跟隨焊絲供電,如圖6所示。焊接時可以通過協調控制,調節主從電源輸出脈沖電流的相位差實現雙絲的同步、異步和交叉起弧[15-16],通過試驗對比發現,Tandem下的焊接熱輸入約為GMAW熱輸入的76.6%,堆焊時速度最大可達4~4.5 m/min,熔敷率比普通單絲脈沖焊高275%[17]。

圖6 串列電極雙絲雙弧焊工作原理及焊槍結構
2.3 雙絲電弧+冷絲填絲焊接技術
雙絲電弧+冷絲填絲焊接技術原理是在雙絲雙電弧的基礎上,在焊接過程中向電弧燃弧和熔池區域送入一根細焊絲,充分利用電弧熱量進一步提高熔敷率,同樣可以分為并列電極和串列電極兩大類。
2.3.1并列電極雙絲集成填絲復合焊
早期并列雙絲集成填絲復合焊同雙絲單弧填絲焊類似,在并列電極雙絲雙弧焊接技術的基礎上,從一側以一定的角度插入冷絲或熱絲。但當焊絲伸出長度或電弧長度變化時,冷絲的熔化點就會變化,對于焊接過程中的變化太敏感,焊接過程不夠穩定。而有一種全新的輔助冷絲埋弧焊工藝(ICETM),將三根焊絲集成在一把焊槍中,通過特殊的導電嘴將填充絲與另外兩根焊絲絕緣,利用另兩條焊絲熔化時過剩的熱量熔化冷絲,如圖7所示。相比傳統埋弧焊工藝,ICETM在相同的能量消耗下,熔敷效率提高50%以上,焊接速度提高35%,同時還能夠降低熱輸入和變形[18-19]。

圖7 并列電極雙絲集成填絲復合焊示意圖及焊槍結構
2.3.2串列電極雙絲+冷絲填絲焊
串列電極雙絲+冷絲填絲焊的典型代表是雙金屬電極明弧+單填絲的焊接方法,如圖8所示,由兩根起弧焊絲和一根冷絲組成,沿焊接方向分為引導焊絲和跟隨焊絲,冷絲在起弧焊絲之間送入,被電弧熱量熔化,引導焊絲與跟隨焊絲可分別調整轉角以調整熔池行為,中間的填充絲位置可調,能夠充分控制熔池流動行為,在焊接熔池穩定性和抗電弧干擾性方面優于Twin Arc焊接[20-21]。根據文獻[19],雙熱絲+單冷填絲的焊接方法以2.0 m/min的速度產生了更穩定的焊接溶池,電弧干擾小,中斷頻率低,焊接效率大大提高,熔池表面平順,焊接過程穩定,減少了咬邊、駝峰等成形缺陷。

圖8 串列電極雙絲+冷絲填絲焊
2.4 雙絲耦合電弧焊接技術
上述雙絲焊方法在提高焊接熔敷率和焊接速度方面遠超傳統單絲焊,焊接速度的提高也使得對母材的熱輸入降低,但由于熔敷率和熱輸入之間正相關,對熱輸入的降低作用有限。雙絲間接電弧焊接方法雖然能夠最大程度降低對母材的熱輸入,但小熔深限制了它的適用范圍。為在更多的焊接應用場景下實現高熔敷率的同時更大程度降低熱輸入,國內外學者開發了雙絲耦合電弧焊技術。
2.4.1雙絲旁路耦合電弧焊
通過焊絲的電流大小決定熔敷率,通過母材的電流與母材的熱輸入正相關。一般焊接過程中,流經焊絲、母材的電流相等。肯塔基大學提出了旁路耦合電弧方法(DE-GMAW),引入旁路電弧,通過旁路電弧的分流作用有效降低了母材的熱輸入[22]。該方法最初為單熔化極焊接,在原MIG焊基礎上設置旁路鎢極[23-24],后來拓展到雙旁路耦合電弧焊[25]和雙熔化極焊接方法。目前已開發出雙電源雙絲旁路耦合電弧焊[26]、單電源雙絲旁路耦合電弧焊[27]、雙絲旁路單電弧焊(DESA)-GMAW[28]等雙絲旁路焊接方法。
雙電源及單電源雙絲旁路耦合焊接方法基本原理如圖9所示,對于雙電源配置,流經主焊絲的電流是兩個電源回路電流的和,旁路電源輸出的電流不經過母材;而單電源配置下,焊接電源輸出電流被旁路焊絲分流,兩種電源配置都能提高焊接熔敷率而不提高母材電流。旁路電弧和主電弧耦合,改變旁路電弧的參數可以改變耦合電弧的電磁、熱和力分布,進而影響焊接熔池,能夠獲得外觀良好,性能優良的焊縫。

圖9 雙電源及單電源雙絲旁路耦合電弧焊示意圖
2.4.2雙絲三弧焊
雙絲三弧焊接方法焊接時,在兩根焊絲與母材之間形成交替出現的主電弧(L弧、R弧),同時在兩焊絲間建立第三支電弧(M弧),電弧形態如圖10所示[29-31]。雙絲三弧焊在宏觀上表現出電弧數量大于焊絲數量的特點,在M弧電流為0時,可以認為它與Tandem焊接方法類似,而在M弧不為0時,焊接過程中任一瞬時可以認為它與雙絲旁路耦合電弧焊類似,流經主電弧側焊絲電流的一部分沿另一根焊絲返回,M弧起到分流和預熱焊絲的作用,能夠在提高熔敷率的同時降低對母材的熱輸入[32]。
雙絲三弧焊接的三個電弧可用一臺三相交流電弧焊機或兩臺單相交流電弧焊機并聯供電[33],但未見有成熟的設備報道。文獻[30]、文獻[31]分別提出了利用變極性電源和直流電源兩種實現雙絲三弧焊接的方式。其中變極性和直流電源實現雙絲三弧焊接的原理分別如圖11、圖12所示。
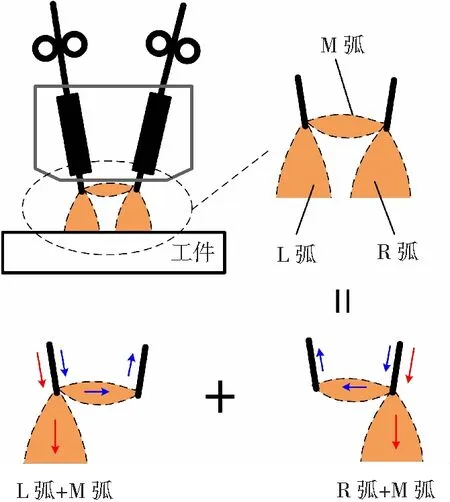
圖10 雙絲三弧焊接方法電弧形態

圖11 變極性電源實現雙絲三弧焊接的原理示意圖

圖12 直流電源實現雙絲三弧焊接的原理示意圖
3 焊接穩定性
多種雙絲焊接工藝都能夠在提高焊接效率的同時不同程度地降低母材熱輸入,而且能夠在焊接規范下進行穩定焊接,獲得質量優良的焊縫,是實現優質高效焊接的一類重要方法。但多數雙絲焊接方法可調參數多、規范窗口小、焊接工藝參數調整范圍較窄,限制了它們的實際應用,必須對焊接過程進行穩定性控制。
共熔池雙絲雙電弧及雙絲耦合電弧焊接時,距離較近的雙電弧之間會產生相互作用力,對電弧的穩定性產生干擾,電弧的互相耦合也會影響電弧的力場、流場和傳熱,進而影響焊縫成形,電弧的穩定是保證焊接過程穩定的前提,雙絲GMAW方法的熔滴過渡特性也會影響焊接過程穩定性。
3.1 雙絲雙電弧焊接穩定性研究
兩種典型雙絲雙電弧焊接方法中,Tandem焊接及其拓展焊接方法的研究和應用更為廣泛,雙絲雙電弧焊接存在的主要問題是兩電弧之間存在的相互作用力,如圖13所示,容易導致焊接過程不穩定。Ye等人[34]、Ueyama等人[35]和王飛等人[36]分別在對串列雙絲脈沖GMAW方法的研究過程中,詳細分析了焊槍配置(雙絲夾角、焊絲間距)、混合氣體配比、引導電弧和跟隨電弧電流脈沖相位差、脈沖峰值電流比例等焊接工藝參數對焊接過程的影響,獲得了能夠在較高焊速度下實現電弧穩定、焊縫成形良好的焊接工藝參數。在進一步的研究中,Ueyama等人通過研究焊接過程中雙絲電弧間的相互作用力和電弧電壓異常及中斷的發生機理,提出了脈沖頻率調制(PFM)和脈沖峰值調制(PPM)相互協調的控制方法,其中PFM用以控制引導電弧和跟隨電弧的脈沖時序差,減小電弧間的互相作用,PPM用以穩定電弧長度,實現了焊接過程穩定,焊縫成形良好的目的[37-40]。

圖13 雙電弧相互作用示意圖
在雙絲脈沖MIG/MAG焊縫成形的研究中,研究人員還從熔滴過渡和熔池流動方面研究了焊炬配置、雙絲脈沖相位差、脈沖電流大小等焊接規范對焊縫成形的影響和作用機制,為獲得良好的焊縫成形提供了重要指導[41-45]。Motta等人[46-47]通過對比不同相位差下的焊縫成形發現,要實現穩定焊接并不止控制跟隨電弧脈沖時序滯后一種途徑,同相位脈沖電流在峰值不超過限定值時也能夠降低斷弧頻率,獲得較好的焊縫。根據此研究結果,姚平等人提出雙絲GMAW對稱過渡波形控制方法,如圖14所示,在兩絲電流相位變化時增加對稱過渡階段Ts,此方法能夠使焊接過程更為平穩,焊縫美觀[48-49]。

圖14 對稱過渡雙絲電流波形
隨著焊接電源、送絲控制系統及整個焊接系統集成控制的不斷進步,在雙絲雙弧焊中以CMT-Twin和TSC冷金屬雙絲焊為代表的雙絲雙弧焊接系統已經在焊接穩定性和焊接質量方面得到了市場的廣泛認可,新型纜式焊絲也開始與雙絲焊結合[50]。纜式焊絲與CMT技術的結合[51]將更大程度上地提高雙絲焊接的效率。
3.2 雙絲旁路耦合焊接穩定性研究
在雙絲旁路耦合電弧焊接方法施焊過程中,主焊絲電弧和旁路電弧耦合后作為熱源和力源作用于焊絲和熔池。在文獻[23]中研究人員發現,當旁路焊絲和主焊絲通過不同的導電嘴以不同的速度送進時,雙絲夾角、主路和旁路的送絲速度、電弧電壓、焊接電流等參數都會影響兩支電弧的耦合工作點,對電弧穩定性產生影響,旁路焊絲熔送絲的不平衡是導致旁路電弧中斷和焊接飛濺的主要原因。研究人員首先確定了可以實現穩定焊接的焊接工藝參數,為進一步解決耦合電弧焊接不穩定問題,還提出了新的區間模型控制算法,選擇旁路電流和主路焊絲送絲速度作為輸入,旁路電壓和母材電流為輸出進行閉環控制,通過試驗發現新的控制算法進行閉環控制能夠有效提高旁路電弧的穩定性,實現穩定焊接[52-53]。
與肯塔基大學的研究不同,蘭州理工大學的研究團隊選擇平特性電源為主焊絲供電,主電弧能夠依靠自身調節作用保持熔送絲平衡。在此基礎上,采用等效電流路徑法建立了雙絲旁路耦合電弧焊的非線性數學模型,提出了旁路送絲速度控制和旁路電流控制的雙變量解耦控制方案。試驗結果表明采用雙閉環反饋解耦智能控制系統能使雙絲旁路耦合電弧 GMAW 焊接過程穩定性更好、精確度更高且響應速度更快[54-56]。為降低雙電源供電系統控制難度和設備成本,該團隊在文獻[27]中利用平特性電源實現了單電源雙絲旁路耦合電弧焊,其基本原理及耦合電弧形態如圖15所示,通過獨立控制流經焊絲與母材的電流同樣實現了焊絲電流大于母材電流的效果。研究人員通過大量工藝試驗確定了穩定焊接工藝參數,并搭建了數學模型來描述焊接過程的參數變化,提出了通過控制旁路送絲速度來調節旁路焊絲的熔化電流從而實現母材電流控制的方案。仿真和試驗結果都表明該方案能夠有效解決母材焊接電流易波動的問題,焊縫成形良好。該團隊還分別利用靜力平衡理論[57]和“質量-彈簧”理論[58]建立雙絲旁路耦合電弧熔化極氣體保護焊熔滴過渡模型,分析了主路和旁路焊絲熔滴上的作用力,并通過向保護氣體中添加氧元素改善了熔滴過渡特性,達到了使焊接過程更加平穩的目的。

圖15 單電源雙絲旁路耦合電弧焊原理示意圖及耦合電弧形態
區別于雙絲旁路耦合電弧,文獻[28]提出了一種新的雙絲旁路單電弧焊接方法,(DESA)-GMAW方法,其基本原理與雙絲旁路耦合電弧焊相同,主要區別在電弧形態方面,如圖16所示,僅在主焊絲與工件之間有電弧存在,旁路焊絲保持與熔池短路。因為不存在旁路電弧,不再需要維持主弧和旁路電弧的耦合工作點穩定,在保持雙絲旁路耦合電弧焊接優勢的同時降低了熔池熔深。

圖16 (DESA)-GMAW方法電弧形態
3.3 雙絲三弧焊接穩定性研究
早期雙絲三弧焊接的研究中王元良等人利用具有外部電抗的單相焊接變壓器抽頭進行了雙細絲三弧堆焊和摻合金試驗,初步驗證了雙絲三弧焊接在提高焊接效率和電能利用率及調整焊縫合金方面的優勢。成熟的雙絲三弧焊接設備出現后,哈爾濱工業大學團隊和江蘇科技大學團隊分別利用基于變極性電源[59]和直流電源[60]的兩種雙絲三弧焊接設備,采用平板堆焊方法驗證了雙絲三弧焊在提高熔敷速度降低電能消耗方面的顯著優勢,得到了能夠實現穩定焊接的工藝參數,研究了焊接工藝參數對電弧形態、熔滴過渡行為及焊縫形貌的影響,并對影響機制進行了初步分析。天津工業大學團隊[61-62]使用直流電源雙絲三弧焊接設備研究了M弧電流和頻率對熔滴過渡特性和焊縫成形的影響,并通過靜力平衡理論分析了熔滴在M弧作用下的受力情況。沈陽工業大學團隊[63]研究了變極性雙絲三弧焊在鋁合金焊接中的應用,分析了M弧電流對主電弧形態及熔滴過渡的影響機制,指出當M弧設置在40 A以上之后,會出現電弧不穩定的情況,經常爆絲、斷弧及出現大量氣孔,焊接困難。佳木斯大學團隊[64]指出藥芯焊絲施焊時焊接飛濺產生的主要原因是M弧電流脈沖切換打破了熔滴的力系平衡。
對比與之相關的雙絲雙弧焊和雙絲旁路耦合焊,雙絲三弧焊的研究目前還處在試驗研究階段,研究的深度和廣度都有很大差距。雖然有開始研究電弧干擾及熔滴過渡特性,但只是簡單描述,對于穩定性也還只是通過多個參數的不斷調整實現。
4 結論與展望
(1)雙絲焊工藝的穩定施焊有賴于焊接電源和控制技術的進步,雙絲焊應向著多參數耦合、一元化控制方向發展,這樣雙絲焊接工藝的創新才能更快應用到生產實際。
(2)雙絲焊技術應當與新焊接材料和新的焊接市場需求,如新型纜式焊絲、電弧增材制造市場等相結合,在追求雙絲焊接技術本身高效率的同時,將新型高效焊接材料與雙絲焊接工藝的高效率有機結合,應用于焊接市場新需求以獲得更大的發展空間。
(3)雙絲焊技術的發展中除考慮焊接系統本身外,還應致力于焊槍結構的緊湊和輕量化,以配合工業機器人或其他自動化焊接專機掛載的便捷和焊接時的多方位可達,以適應不斷進步的自動化智能化工業生產趨勢。
(4)在對雙絲三弧焊進一步的研究中,應當對耦合電弧和耦合電弧下的熔滴受力及過渡特性進行系統性的理論分析,明確實現穩定焊接的關鍵控制參數,針對特殊的電弧特征和穩定控制條件進行相應的電源系統和控制系統開發,以推進雙絲三弧焊接工藝應用推廣,并為更加豐富的雙絲焊接研究提供新思路。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07