打葉復烤成品片煙裝箱含水率控制策略設計及應用
2020-11-25 12:12:06汪文斌范智平陳華興任正云
煙草科技 2020年11期
關鍵詞:控制策略
汪文斌,馮 雪,范智平,馬 越,陳華興,任正云
1. 四川煙葉復烤有限責任公司,成都市世紀城路936 號 610041
2. 東華大學信息科學與技術學院,上海市松江區人民北路2999 號 201620
國內打葉復烤生產線中的復烤工序主要經過干燥、冷卻、回潮三大環節[1],通過調節片煙含水率達到抑制霉菌生長、便于醇化和存儲、提高煙葉色澤、清除煙葉灰塵等目的[2]。因此,成品片煙裝箱含水率是衡量產品質量的重要指標之一。當裝箱含水率高于設定值時,片煙會發生霉變;當裝箱含水率低于設定值時,片煙容易產生造碎。研究發現,影響裝箱含水率的主要因素有環境、來料、人員、設備等[3],由于各因素的控制變量相互關聯且關系復雜,故含水率控制過程具有大滯后、非線性時變等特性,采用傳統PID 控制方式難以滿足生產工藝要求。對此已開展較多研究,董玲嬌等[4]提出將自適應模糊PID 控制應用于打葉復烤系統;宋北光[5]采用模糊神經網絡自適應PID 對片煙含水率進行控制;劉紹峰等[6]采用模糊內模預估控制應用于打葉復烤生產線。同時,基于模型的控制方法也進行了廣泛研究,鄭松錦等[7]建立了片煙在高溫高濕環境中平衡含水率的數學模型;傅磊等[8]提出將雙重控制應用于打葉復烤過程;魏俊紅等[9]提出了打葉復烤系統的預測控制模型。雖然建立精準的數學模型能夠有效控制打葉復烤出口含水率,但生產中仍存在因成品片煙輸送及裝箱時間過長而導致裝箱含水率不合格等問題,影響成品片煙質量。為此,以KG235C 型片煙復烤機為研究對象,結合打葉復烤生產工藝流程,提出了一種串行滯后系統干擾預估補償控制策略,通過在串行系統中引入預估補償環節,以期精準控制片煙裝箱含水率,提高片煙質量。
1 問題分析
在打葉復烤生產線中,一般通過調節復烤機出口含水率來控制裝箱含水率,但在實踐中經常出現出口含水率合格而裝箱含水率不合格的現象,主要原因是片煙從復烤機出口至裝箱過程中,受生產環境溫度和濕度的影響,導致含水率發生變化。為保證裝箱含水率達到工藝標準,當前主要采用以下4 種方法控制含水率。
1.1 人工直接調整復烤機出口含水率
根據人工經驗對出口含水率進行判斷,并對含水率控制系統進行開啟或關閉操作,進而達到控制裝箱含水率的目的。該控制方法主要依賴于人工經驗,受人為因素影響大,具有較大隨機性,控制精度低,無法保證裝箱含水率的穩定性。
1.2 人工更改復烤機出口含水率設定值
對出口含水率形成閉環控制,并根據裝箱含水率以及片煙傳輸過程中的水分散失量,通過人工設置出口含水率控制環的設定值,完成對裝箱含水率的自動控制,見圖1。其中,R(s)為出口含水率基準值,Y(s)為裝箱含水率,D(s)為外界干擾(環境溫度和濕度),Gc(s)為控制器,G1(s)e-τ1s為出口含水率對象,G2(s)e-τ2s為時滯對象。

圖1 人工更改復烤機出口含水率設定值控制策略Fig.1 Control strategy of manual adjustment of set value of moisture content in strips leaving dryer
采用MATLAB/Simulink 軟件進行仿真,當時間=0 時,R(s)從11.5%上升到 12.5%;當時間=1 500 s 時,D(s)從0 上升到1%,相當于出口含水率增加1 個百分點。結果(圖2)顯示:在人工設定值12.5%保持不變時,實際穩態值為12.35%,具有0.15%的穩態偏差。可見,通過人工對傳輸過程中水分散失量的估算結果不準確,容易導致人工設定值不合適,進而造成裝箱含水率出現偏差。

圖2 人工更改復烤機出口含水率設定值仿真圖Fig.2 Simulation diagram of manual adjustment of set value of moisture content in strips leaving dryer
1.3 裝箱含水率直接參與控制
將復烤機出口含水率與時滯視為一個廣義對象而形成的單閉環控制方法,見圖3。仿真結果(圖4)顯示:當選用的控制器合適時,響應速度快,調節時間短,可以達到穩態無偏差的控制效果;但當有干擾時,響應速度減慢,調節時間增長,抗干擾性能較差。
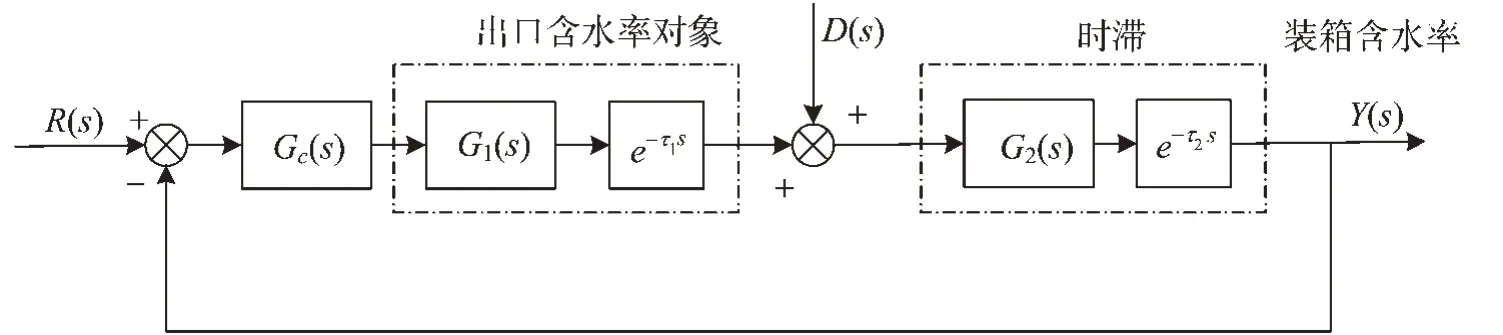
圖3 裝箱含水率直接參與控制策略Fig.3 Direct control strategy for moisture content in redried tobacco strips packed in cases

圖4 裝箱含水率直接參與控制仿真圖Fig.4 Simulation diagram of controlling moisture content in redried tobacco strips packed in cases directly
1.4 裝箱含水率串級控制
串級控制最早是由 Franks 和 Worley 提出[10],采用主、副控制器串接的形式,主控制器的輸出作為副控制器的設定值。在打葉復烤生產線中,主控制器為裝箱含水率控制器,副控制器為出口含水率控制器,見圖5。其中,Gc1(s)為副回路控制器,Gc2(s)為主回路控制器。與裝箱含水率直接參與控制系統相比較,該控制策略形成雙閉環結構,內環的動態響應速度較快,可以改善控制系統性能。仿真結果(圖6)顯示:串級控制上升速度快,無超調,調節時間短,遇到干擾時響應迅速,但在抗干擾時存在反向超調作用,調節時間較長。

圖5 裝箱含水率串級控制策略Fig.5 Cascade control strategy for moisture content in redried tobacco strips packed in cases

圖6 裝箱含水率串級控制仿真圖Fig.6 Simulation diagram of cascade control of moisture content in redried tobacco strips packed in cases
2 串行滯后系統的干擾預估補償控制策略
2.1 控制策略的建立
裝箱含水率控制對象主要包括出口含水率G1(s)e-τ1s和時滯G2(s)e-τ2s兩部分(圖1)。在設計過程中,首先采用階躍測試的方法,確定出口含水率模型然后通過分析片煙從復烤機出口到裝箱過程中含水率的變化,建立時滯模型G2(s)e-τ2s=ke-90s(0.8<k<1,與環境溫度、濕度有關)。根據所建立的模型,提出一種新型串行滯后系統的干擾預估補償控制策略(以下簡稱串行補償控制策略),見圖7。其基本思想為:對時滯G2(s)e-τ2s采用純滯后補償環節e-τ2s進行正向動態預估補償,由于出口含水率G1(s)e-τ1s是典型的一階加純滯后模型(FOPDT),控制器Gc(s)采用參數易調且對時滯具有良好抑制作用的預測PI 控制算法[9]。

圖7 串行補償控制策略Fig.7 Serial compensation control strategy
裝箱含水率的時滯時間即為片煙由復烤機出口經傳送帶輸送到裝箱點的時間,約為90 s。針對其長時滯特性,串行補償控制策略采用動態預估補償,通過對當前環境溫度、濕度等因素的預估,對裝箱含水率進行動態補償,進而削弱大滯后對控制系統的影響,實現對裝箱含水率的精準控制。由圖7 可見,新型控制策略將原系統簡化為只包含控制器Gc(s)和純滯后補償環節e-τ2s的系統,便于工業現場實施。
2.2 仿真模擬分析

圖8 控制策略改進前后裝箱含水率仿真圖Fig.8 Simulation diagram of control strategies for moisture content in redried tobacco strips packed in cases before and after modification

圖9 在模型失配下改進前后裝箱含水率仿真圖Fig.9 Simulation comparison of moisture content in strips packed in cases under model mismatch before and after improvement
由圖9 可見,當時滯模型ke-90s中的值受片煙水分散失速度的影響從0.9 降低到0.8,出現較大模型失配時,傳統串級控制容易出現失控、振蕩嚴重等問題,而新型串行補償控制策略的控制效果良好,上升速度快,無超調,調節速度幾乎未受到模型失配的影響,魯棒性顯著優于串級控制系統。
3 應用效果
3.1 試驗設計
材料:2019 年涼山州產煙葉。
設備:KG235C 片煙復烤機(秦皇島煙草機械有限責任公司);SNAP PAC 控制系統(美國OPTO22 公司);FED-115 電熱鼓風干燥箱(溫度精度±2 ℃,德國 BINDER 公司);PL203 分析天平(d=0.001 g,瑞士METTLER TOLEDO 公司)。
測試方法:采用同一批次同一等級的配方模塊煙葉,潤葉段、打葉段和復烤段均按相同工藝參數進行設置,在相同生產工藝條件下[11],分別采用串級控制和串行補償控制兩種策略,對裝箱含水率控制效果進行對比測試。裝箱含水率設定值為12.20%,利用SNAP PAC 控制系統采集入口含水率、冷房含水率(外界干擾)和裝箱含水率,分別連續選取200 個采樣點(周期為3 min),根據《YC/T147—2010 打葉煙葉 質量檢驗》[12]對成品片煙裝箱含水率進行檢驗。
3.2 數據分析
由圖10 可見,采用串級控制時,入口含水率、冷房含水率的波動范圍分別為16.55%~17.43%和8.81%~9.75%;采用串行補償控制時,入口含水率、冷房含水率的波動范圍分別為16.47%~17.61%和8.61%~9.72%。說明兩種控制策略下,入口含水率、冷房含水率波動幅度基本相同,均能夠滿足工藝條件一致性要求。
當裝箱含水率設定值12.20%保持不變時,在串級控制下裝箱含水率檢測值波動范圍為11.79%~12.60%,標準差為0.19%,波動范圍大于0.80%,均值為12.33%,檢測值長時間偏離設定值;在串行補償控制下,裝箱含水率檢測值波動范圍為12.10%~12.29%,標準差為0.07%,波動范圍小于0.20%,均值為12.19%,檢測值基本上跟隨設定值,未出現大幅度波動,較好地抑制了入口含水率及外界干擾,從而保證成品片煙含水率的穩定性。
4 結論
針對打葉復烤生產線中片煙裝箱含水率不穩定等問題,提出了一種串行預估補償新型控制策略。該策略采用雙閉環控制結構,內環采用預測PI 控制器對復烤機出口含水率進行控制,外環采用預估補償控制器對裝箱含水率中進行控制,系統結構簡單,僅需對一個控制器進行參數整定,便于工業現場實施。以同一批次同一等級的配方模塊煙葉為材料,對串級控制和串行補償控制兩種策略進行對比測試,結果表明:串級控制下裝箱含水率波動范圍為11.79%~12.60%,均值為12.33%,偏離設定值12.20%較大;串行補償控制下裝箱含水率為12.10%~12.29%,波動幅度降低,均值為12.19%,基本跟隨設定值12.20%。可見,新型控制策略可以準確穩定控制復烤機裝箱含水率,避免出現大幅度波動和長時間偏離設定值等情況,較好地抑制入口含水率變化及外界干擾,保證成品片煙質量,適于在實際生產過程中推廣應用。
猜你喜歡
艦船科學技術(2022年8期)2022-06-05 07:37:02
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
山東工業技術(2016年15期)2016-12-01 05:31:37
通信電源技術(2016年1期)2016-04-16 04:57:26
電測與儀表(2016年20期)2016-04-11 11:38:24
通信電源技術(2016年5期)2016-03-22 01:09:38
電機與控制應用(2015年2期)2015-03-01 03:49:24
電測與儀表(2014年24期)2014-04-09 11:35:36