90°鋼絲簾布裁斷機的改進
2020-11-28 13:29:31王慶杰丁方旭劉漢民
裝備維修技術 2020年15期
關鍵詞:質量
王慶杰 丁方旭 劉漢民


摘要:對接頭裝置進行改進,提高了接頭品質,滿足了生產工藝需求;對觸摸屏進行改進,進一步保障了產品質量;導開加裝塑料和膠邊斷裂報警功能,便于操作人員及時發現問題并處理。
關鍵詞:90°鋼絲簾布裁斷機;接頭裝置;導開裝置;修邊裝置
1 前言
90°鋼絲簾布裁斷機是全鋼子午線輪胎生產中的關鍵設備,其主要功能是將鋼絲簾線按照設定的角度和寬度裁切成可供輪胎成型機使用的胎體。近年來,隨著我公司生產規模不斷擴大,原有設備生產性能已不能滿足要求,而且由于對產品質量要求的提高和對生產成本控制的精細化,90°鋼絲簾布裁斷機造成的產品質量不穩定、操作不方便和損耗不能有效控制等問題,需要進行適當的改進和調整。
2 ?接頭裝置的改進
2.1 ?現狀及存在的問題
我公司90°鋼絲簾布裁斷機接頭裝置為拉鏈式縫合型式,由兩臺交流伺服電機分別帶動左右兩組接合手,完成拼接的動作程序,接合手的上下動作由氣缸完成。接合手動作流程示意圖如圖1 所示。
接合手動作程序如下:
(1)接合手1在初始位置A1, 接合手2在初始位置A2;
(2)接合手1下落, 接合手2保持原狀態;
(3)接合手1拼接簾線至B1、接合手2跟隨接合手1運行至B2;
(4)接合手1保持原狀態,接合手2下落;
(5)接合手1拼接簾線至C1,接合手2拼接簾線至C2;
(6)接合手1和接合手2抬起;
(7)接合手1回初始位置A1, 接合手2回初始位置A2。
接頭裝置是整個裁斷聯動生產線的核心部分,其接頭質量直接決定所生產胎體的質量,接頭質量問題最容易造成胎體不合格。通過對胎體接頭質量問題進行歸納和原因分析,接頭質量問題多發生于簾線接頭B1點,該點在成型充氣后承受力較大,易造成接頭質量問題。實驗對比證明,B1點越靠近簾線邊部L1,B1點出現接頭質量問題越少。當L1B1距離小于120mm,胎體B1點在成型機反包后,可有效減少接頭質量問題。
2.2 ?改進措施
原接合手1停位置B1點距簾線邊部距離隨簾線寬度變化,即簾線寬度L1L2越大,L1B1距離越大。為減少因B1點造成的接頭質量問題,對接合手動作程序第(3)步進行改進,改進后的接合手1拼接簾線至B1點距簾線邊部距離保持固定,即簾線寬度L1L2變化,L1B1距離始終保持為100mm,這樣可滿足生產不同寬度簾線時,保證B1點距簾線邊部L1小于120mm。
2.3 ?改進效果
對接頭裝置的改進,提高了接頭品質,適應了不同寬度胎體的生產要求,更好的滿足了生產工藝需求。
3 ?觸摸屏的改進
3.1 ?現狀及存在的問題
原接頭裝置雖然效率高,但缺少可調整性,常常出現接合不穩定等質量缺陷。
3.2 ?改進措施
觸摸屏采用三菱GT1150-QBBD-C。結合實際需求,針對性的增加部分調整功能,通過對PLC程序及觸摸屏修改和完善,使接合手1停位置B1點及停頓時間、接合手2伸出位置C2點和接合手1、2距離A1A2可通過觸摸屏進行設置調整。改進后的觸摸屏畫面如圖 2 所示。
3.3 ?改進效果
觸摸屏改進后,進一步提高了產品質量,滿足了多樣化生產工藝要求。
4 ?導開加裝塑料和膠邊斷裂報警
4.1 ?現狀及存在的問題
導開裝置用于鋼絲簾布導開,塑料分離及塑料卷曲。修邊裝置為圓盤刀式冷修邊,只修膠邊不修鋼絲。在生產過程中,導開塑料和膠邊經常斷裂,如操作人員發現不及時,不但影響簾線接頭質量,而且增加勞動強度。
4.2 ?改進措施
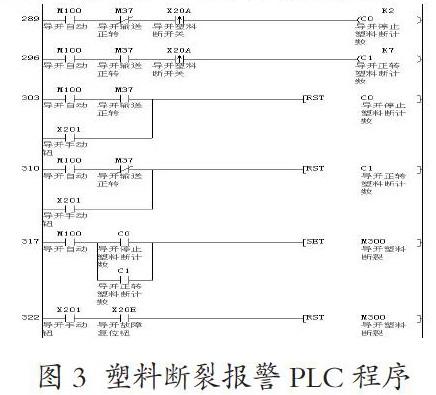
為及時發現導開塑料斷裂,可在塑料卷曲軸處安裝接近開關,通過檢測塑料卷曲轉動次數,判斷卷曲塑料是否斷裂。導開塑料斷裂后,導開自動停止并報警。增加的導開塑料斷裂報警PLC程序如圖3 所示。
為及時發現修邊膠邊斷裂,可在修邊處安裝接近開關,通過檢測膠邊動作狀態,判斷修邊膠邊是否斷裂。修邊膠邊斷裂后,導開自動停止并報警。增加的膠邊斷裂報警PLC程序如圖4 所示。
4.3 ?改進效果
導開加裝塑料和膠邊斷裂報警功能,便于操作人員及時發現問題并處理,適應了生產操作需求。
5 ?結語
通過對接頭裝置和觸摸屏進行適當的改進,提高了接頭品質,滿足了生產工藝需求;導開加裝塑料和膠邊斷裂報警功能,對適應操作需要和保證產品質量方面起到一定作用。經過長時間運行,改進后的90°鋼絲簾布裁斷機工作穩定可靠,達到了預期效果。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
