一起線上安全閥閥芯密封面貫穿性裂紋修復探討
2020-11-28 12:12:08李明杰
裝備維修技術 2020年15期
李明杰

摘要:針對某乙烯裝置余熱鍋爐5#爐主蒸汽管彈簧式安全閥位號PSV05910,在線上檢修時發現閥芯密封面貫穿性裂紋導致閥面泄漏的實例,從安全閥的材料選型、研磨及車削等方式來修復并進行缺陷分析。
關鍵詞:安全閥、貫穿性裂紋、研磨、車削、缺陷分析
前言
安全閥是承壓類特種設備的安全附件之一,對設備系統的安全運行起到至關重要的作用。安全閥在日常使用中,除了保證在超壓能正常起跳之外,還應保證在非超壓時段能達到密封要求,不得有泄漏現象。安全閥泄漏一方面造成使用介質和能量的損耗,特別是易燃易爆有毒介質的泄漏更是污染環境危害人民生命財產安全。本文通過某企業乙烯裝置余熱鍋爐的安全閥閥芯貫穿性裂紋在線修復案例來探討。
1 ?缺陷闡述及分析
某化工企業乙烯裝置5#爐主蒸汽安全閥,位號為PSV05910,型號:3L26 HCIRW98C12AC,DN80,整定壓力12.62MPa。現已安全運行4年有余,在對該設備進行線上維修檢測時發現該閥密封接觸面出現貫穿性裂紋。如圖1所示。
安全閥密封面損傷的原因有很多,如結構設計、材料及制作的精度、安裝位置及使用方法出現的偏差。根據該設備的實際使用情況,造成該缺陷的原因:第一,閥芯是彈性閥瓣,密封面很薄,起跳后如遇有雜質粘在閥芯或閥座,安全閥回座后極有可能壓裂閥瓣密封面;第二,遇到系統壓力不穩,造成安全閥頻繁起跳,也有可能壓裂閥芯密封面。
2 拆卸及修復過程
為了保證修復后的閥芯密封面能與閥座配合完好,密封性能達到相關標準,且材質符合相關工藝生產要求。本文就修復過程作方案論述。
2.1拆卸前的準備
因進行線上拆閥維修作業,根據使用單位相關規定開具作業許可票,且應有使用單位設備管理人員全程跟蹤。前后手閥用盲板封死且掛上“禁止開啟”標簽。拆卸工作應由持證專業人員進行,且著防護器具裝備,攜帶氣體報警儀。
2.2拆卸過程
拆卸全過程應仔細認真,拆卸下來的閥體零部件整齊有序擺放做好相應記號。拆卸下來的閥芯密封面應朝上放置,且不與其他部件放在一起,以防新的損傷產生。
2.3修復前的準備
查詢安全閥技術資料并利用全定量光譜儀分別對閥芯與密封面進行材質分析。經過檢測得知該閥閥芯材料為WC9,密封面材料為25Cr2MoV。
其次,安全閥密封面的結構有平面、錐面、球面等形式。本文論述修復的閥結構為平面型,此類應用最為廣泛且較易于加工。根據該密封面的損傷程度,采用車削-堆焊-車削-研磨的步驟方法加以修復
2.4修復過程
1.利用千分游標尺測得閥芯密封面的內外徑尺寸、高度并書面記錄。經測量后,閥芯密封面內徑為60.52mm,外徑67.4mm,密封面高出閥芯0.54mm;
2.利用車床工具車削平整閥密封面;
3.對閥芯進行預熱后利用堆焊工藝使用材質為25Cr2MoV的焊條進行堆焊密封面,根據工藝要求,堆焊高度約為2mm;
4.保溫冷卻;
5.根據步驟一測錄的尺寸數據利用車床工具車削閥芯與密封面。閥芯在機械車削時配合微型百分表,一定要確保閥芯內、外徑的同軸度及水平度與車床的同軸度及水平度一致。
2.5研磨
2.5.1研磨工具
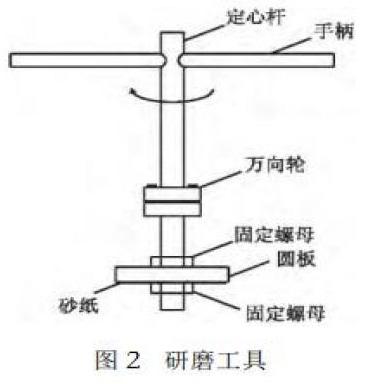
安全閥密封面的修復一般是利用研磨工具配合研磨膏研磨,但此種方法對工具的選材及光潔度要求較高,技術難度高,較易造成偏磨或者形成臺階等,從而密封效果。以此經過探索,改用砂紙替代研磨膏輔以研磨工具。如圖2所示。
2.5.2研磨方法
研磨分粗磨、半靜磨、精磨三個步驟。粗磨時應根據密封面的損傷程度,一般先采用400目以下的砂紙;精磨時一般選用1500以上的砂紙。經過試驗探索,經過高目數的砂紙研磨過后能達到較好的密封效果。
研磨方式一般在平臺砂紙上移動走“8”字形、仿“8”字形、或者螺旋形運動軌跡研磨。通常閥芯采用動研磨,閥座采用靜研磨。經過研磨后能達到較良好的平整度。[1]研磨閥座時,應雙手同時握住手柄,向下施加力,且作用于手柄的力應適中,以防研磨中歪斜擺動,同時應不停變換位置、角度研磨以防偏磨。
安全閥的密封性是否合格,取決于密封面的平整度與表面粗糙度,即關鍵在于密封面的精度等級。
3 結語
安全閥是防止鍋爐運行中超壓,避免引起設備重大惡性事件的重要安全部件。以往安全閥密封件出現磨損時,都是“帶病”工作。密封面的修復是一項精細的工作,在修理過程中應注意每一環節對修復質量的影響。在此次車削修復實踐中,我們發現,閥芯閥座內外徑尺寸偏磨是修復成功與否的關鍵,而這往往主要靠施工人員經驗手法。所以我們應該不斷總結經驗,提出改進和解決的措施。安全閥密封面的修理不僅可以降低使用單位的生產成本,提高循環使用率,同時也保障了承壓特種設備的安全運行。
參考文獻
[1] 曹峰,黃用科,湯巍.安全閥密封面損傷的分析與修復.閥門,2016,(5)
