車削大螺距螺紋系統動柔度測試方法
2020-11-30 08:32:32李哲李景帥
哈爾濱理工大學學報 2020年5期
李哲 李景帥
摘 要:車削大螺距螺紋精加工過程中,系統振動引起了刀具與工件接觸關系的瞬時變化,刀工接觸關系的軸向變化造成切削層厚度的變化,是瞬時切削力的產生原因。采用振動位移與瞬時切削力之間的比值來描述系統動柔度,表征大螺距螺紋系統穩定性;通過利用MATLAB軟件中的小波包分解和重構、小波包降噪和曲線擬合等方法來處理振動和切削力信號。該獲取系統動柔度的方法可以快速準確地表示振動位移與瞬時切削力之間的關系,評判本次切削行程內的系統穩定性。
關鍵詞:大螺距螺紋;系統動柔度;瞬時切削力;車削振動
DOI:10.15938/j.jhust.2020.05.014
中圖分類號: TG506
文獻標志碼: A
文章編號: 1007-2683(2020)05-0100-06
0 引 言
大螺距螺紋件廣泛應用于重型設備和風電新能源的重要制造裝備(如重型鏜銑床和大型壓力機等),起著固定、連接和傳遞動力的作用。由于大螺距螺紋在加工中具有螺距大、長徑比大,導程長的特點,使得實際加工中往往采用低速度、大切深和高進給的工藝方案進行切削[1-4],企業生產中仍然加工困難,工藝系統穩定性差和產品質量難以到達設計要求。
在精加工過程中,大螺距螺紋車削系統的動柔度是評價系統穩定性的基礎,其準確性直接決定了穩定性評判結果,為了完整和準確的評判車削系統穩定性,利用瞬態柔度的變化對大螺距螺紋車削過程中系統穩定性進行評判。這種穩定性的評判優點在于可以實時地對大螺距螺紋車削系統的切削狀態進行有效評價和控制。對此,國內外學者和研究機構進行了多方面的研究,李增光等[5]通過對浮置板軌道力學模型的動柔度求取,得出浮置板軌道的隔振性能在中頻段受浮置板自身彎曲振動固有特性影響較大。石廣田等[6]利用動柔度建立垂向耦合系統,解決了車輛-軌道-橋梁在頻域系統的動態響應問題。邱亞玲等[7]利用改進子結構柔度耦合分析法和模擬退火粒子群算法辨識出刀具-刀柄結合部等效動力學參數求得刀尖點動柔度。Kosub等[8]提出一種針對機床振動的動柔度自適應測量解決方案,較傳統FRF更加準確。Albertelli等[9-11]通過對響應耦合結構分析的改進結合有限單元法來提高預測刀尖動柔度的準確性。在大螺距螺紋振動方向,姜彬等[12]提出大螺距螺紋切削屬于高頻振動,通過對振動特性的識別為建立動態切削力模型奠定了基礎。Jafarizadeh等[13]研究了小波濾波及時域平均法,有效的分析出絲杠車削加工中振動雜波,識別出絲杠的固有振動特性。盡管在動柔度應用中,尤其力學模型和振動方向已有一定的研究進展,但對系統動柔度的建立和以系統動柔度作為系統穩定性的評價標準研究較少,其中適用于大螺距螺紋加工特點的已有振動測試及監測方法還無法準確揭示。由于動柔度的獲取方法較多都是針對實驗測量難以達到實用化程度,系統動柔度缺乏可以有效獲取的測量方法,不能滿足對系統穩定性的評判要求,有必要對系統動柔度的獲取方法進一步研究。
本文中提到的系統是指由機床、刀具和工件所構成的加工系統,其中系統動柔度建立也是針對車削大螺距螺紋精加工過程。根據已有的研究結合大螺距螺紋精加工特點,在精加工過程中,刀具的振動包含了機床、刀具與工件兩兩相互作用造成的振動和時變切削力引起的振動,由此在刀具刀尖點處采集的振動信號作為系統的振動信號;在工件切削過程中,系統振動造成切削層參數的變化造成的時變力即為系統受力,由此可通過在刀具采集的力信號作為系統的力信號。以此作為獲取系統動柔度的基礎,研究其不同參數如軸向單次去除量和轉速下對系統動柔度的影響,揭示以系統動柔度來評判和控制系統穩定性的影響依據。
1 車削大螺距螺紋系統動柔度理論模型
在大螺距螺桿精加工過程中,切削參數如進給速度Vf(進給量f)、主軸轉速n不隨刀具瞬時振動而改變,徑向切削深度ap隨著刀具變形而產生微小的改變,可以忽略不計,所以車刀在切削大螺距螺紋過程中的瞬時振動主要影響左、右單次軸向(X向)的單次去除量Zl、Zr。當車刀刀尖處X向的振動位移為正向時,刀具的左、右單次軸向(X向)實際單次去除量應是理論的軸向(X向)單次去除量(Z)與刀具在軸向(X向)的瞬時振動位移(Δ)之和,其中左切時正向振動對刀具軸向去除量是減小,而反方向振動是增大,右切軸向與左切由于加工方式不同而相反,所以大螺距螺桿在實際車削過程中左、右瞬時軸向單次去除量Zl、Zr分別可以表示為
2 大螺距螺紋振動實驗方案
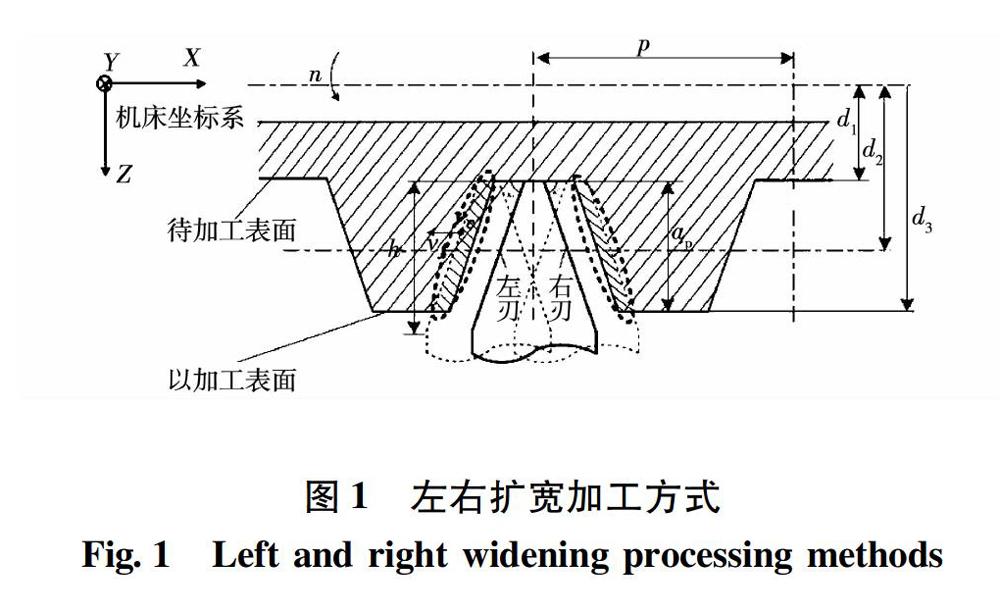
根據大螺距螺紋螺距大的特點,本實驗采用軸向分層切削的加工工藝,即沿軸向左、右切削刃交替擴寬的加工方式對螺桿件進行精加工(如圖1)[14]。切削參數為主軸轉速n=10r/min,左、右軸向除量(Zi)分別為0.05mm。圖1中P為螺距;h為螺紋牙高;d1為螺紋小徑;d2為螺紋公稱直徑;d3為螺紋大徑。
3 車削大螺距螺紋系統動柔度獲取方法
通過實驗采集的實驗數據,來獲取瞬時切削力和同時刻的振動位移,實驗表明右切實驗數據較明顯,以下以右切單次去除量Z=0.05mm、轉速n=10r/min的X(軸向)方向實驗數據進行分析。
根據理論分析,首先需對采集的振動數據進行分析,采集的3個方向的振動加速度信號如圖3所示。在振動實驗數據采集過程中,由于會受到噪聲等因素的干擾造成所獲取的振動數據失真,所以需對振動信號進行降噪。同時,考慮到大螺距螺紋中的振動是高頻振動,由此還需對振動信號進行濾波處理。選用MATLAB軟件的小波包分解來進行濾波,小波包分解是多尺度分解,一層分解時將信號分解為一個高頻信號和一個低頻信號,二層分解時對高頻信號和低頻信號同時分解,以此類推,所以,小波包分解將信號分解得更為精細,更利于發現其中的規律。選用3階分解,為了保留數據的準確性,首選選取第一層高頻段進行重構。小波包重構能將小波包分解得到的各個節點進行隔點插零運算,與小波包濾波器卷積構成該節點信號重構的信號與原始信號長度相同[15-17]。刀具振動加速度信號的小波包分解如圖4所示。
經過小波包降噪前后對比如圖5所示。通過提取降噪后的加速度振動信號數據進行MATLAB軟 件曲線擬合,采用正弦疊加的形式最靠近真實數據,其形式為式(5),針對實驗發現8階正弦疊加的曲線擬合方法覆蓋數據點效果最好,其中振動加速度(見圖6)通過兩次積分即為振動位移(見圖7)。
對于瞬時切削力,以下選取切削過程中較穩定的部分進行分析。首先對測試數據進行提取并導入MATLAB軟件,并根據對振動信號的分析中來獲取式(4)各參數。通過MATLAB軟件編程得到大螺距螺桿精加工過程中X(軸向)方向右切瞬時切削力擬合曲線方程。
4 切削參數對系統動柔度的影響
考慮到動柔度頻率與固有頻率有重疊的情況,可根據式(7)(m=8、n=6)中的參數來改變系統動柔度的頻率分布。其中,通過理論公式中的參數軸向單次去除量和切削速度可進行實際調整,從而來實現對系統動柔度的控制。以下利用式(7)獲得不同的切削參數下的系統動柔度來進行分析。
根據以上獲取的系統動柔度方法,分析固定轉速下不同單次去除量和固定單次去除量不同轉速的系統動柔度變化,如圖10和11所示。其中圖像是選取轉速為n=10r/min,單次去除量為0.025mm、0.05mm和0.125mm。根據圖像可知,單次去除量的減小可以使振動頻率變小,但是減小到一定程度,振動頻率也會增大。單次去除量的增大頻率變化更加明顯,其主要表現為頻率增大和系統動柔度變化劇烈。
圖12和13為單次去除量一定,不同轉速下的系統動柔度變化,參數選取為單次去除量Z=0.05mm,轉速為16r/min、20r/min和25r/min。通過分析可知,轉速的增大使系統動柔度變化更加平緩,頻率逐漸減小。在衡量單次去除量和轉速對系統動柔度影響大小時,由于單次去除量變化下的動柔度數值比轉速變化下的大一個量級說明單次去除量對系統動柔度影響大。
5 結 論
1)通過MATLAB軟件對實驗所獲取的振動加速信號進行處理,獲取高效重構高頻振動加速度信號,可快速準確的獲取車削大螺距螺紋振動位移。
2)提供了一種測試系統動柔度的方法,所獲取的系統動柔度可定量描述系統的穩定性。以精加工過程中刀具上的振動近似替代為系統振動,瞬時切削力近似為系統受力,通過處理后的實驗數據和經驗公式來獲得系統振動位移和系統受力方程,進而求得系統動柔度表達式。
3)車削大螺距螺紋系統動柔度實驗結果表明,切削速度和軸向去除量是系統動柔度的主要影響因素,其中單次軸向去除量影響最大,從而可通過對實際加工參數的調整來實現系統動柔度的改變從而達到對系統穩定性的控制;根據系統動柔度的頻域分布與系統固有頻率是否重合來評判本次行程內的系統穩定性程度。
參 考 文 獻:
[1] 龐勇. 螺紋加工工藝方法研究[J].新技術新工藝, 2014(6): 16.
PANG Yong. Research on Method of Thread Processing[J]. New Technology & New Process, 2014(6): 16.
[2] 何田田, 姜彬, 李哲, 等. 軸向分層車削外螺紋工藝方案設計及實驗[J].中國科技論文, 2016, 11(22): 2575.
HE Tiantian, JIANG Bin, LI Zhe, et al. Process Design and Experiment for Turning External Thread with Axial Stratification Method[J]. China Sciencepaper, 2016, 11(22): 2575.
[3] 姜彬, 張芳, 李哲. 刀具振動與加工表面形貌分布特性的關聯分析[J].哈爾濱理工大學學報, 2019, 24(2): 6.
JIANG Bin, ZHANG Fang, LI Zhe. Relational Analysis for Tool Vibration and Distribution Characteristics of Processing Surface Topography[J]. Journal of Harbin University of Science and Technology, 2019, 24(2): 6.
[4] 曹廣雷. 車削大螺距螺紋已加工表面形貌一致性[D].哈爾濱:哈爾濱理工大學, 2015.
[5] 李增光, 吳天行. 浮置板軌道動柔度計算方法及隔振性能研究[J].振動工程學報, 2007, 20(3): 207.
LI Zengguang, WU Tianxing. Study on the Vibration Isolation Performance of Floating Slab Track Using Dynamic Receptance Method[J]. Journal of Vibration Engineering, 2007, 20(3): 207.
[6] 石廣田, 楊建近, 楊新文, 等. 基于動柔度法的車-線-橋垂向耦合振動分析[J].中南大學學報(自然科學版), 2017, 48(4): 1119.
SHI Guangtian, YANG Jianjin, YANG Xinwen, et al. Vertical Vehicle-track-bridge Coupling Vibration Based on Dynamic Flexibility Method[J]. Journal of Central South University(Science and Technology) , 2017, 48(4): 1119.
[7] 邱亞玲, 詹大年, 胡騰, 等. 加工中心刀尖點動柔度預測方法[J].計算機集成制造系統, 2018, 24(6): 1411.
QIU Yaling, ZHAN Danian, HU Teng, et al. Investigation on Approach for Predicting Machining Center Tool Point dynamic compliance[J]. Computer Integrated Manufactu-ring Systems, 2018, 24(6): 1411.
[8] KOSUB T, HANNIG S, BRECHER C, et al. Adaptive Measurement Solution for the Dynamic Flexibility of Machine Tools[C]// 25th International Conference on Noise and Vibration Engineering, 2012.
[9] ALBERTELLI P, GOLETTI M, MONNO M. A New Receptance Coupling Substructure Analysis Methodology to Improve Chatter Free Cutting Conditions Prediction[J]. International Journal of Machine Tools & Manufacture, 2013, 72(3): 16.
[10]王二化, 許志榮, 葉鋒. 立式銑床刀尖頻響函數預測方法研究[J].機床與液壓, 2017, 45(11): 138.
WANG Erhua, XU Zhirong, YE Feng. Prediction Method Research of Tool Point FRF of Vertical Milling Machine[J]. Machine Tool & Hydraulics, 2017, 45(11): 138.
[11]Yongyi L , Baiyu L . Weak Parts Identification and Design Optimization for Dynamic Performance of Milling Machine[J]. Journal of Kunming University of Science and Technology(Natural Science), 2018,43(6): 55.
[12]姜彬, 張明慧, 孫彬, 等. 車削大螺距螺紋振動特性識別方法[J].哈爾濱理工大學學報, 2016, 21(3): 64.
JIANG Bin, ZHANG Minghui, SUN Bin, et al. The Identification Method of Vibration Characteristics in Turning Large Pitch Thread[J]. Journal of Harbin University of Science and Technology, 2016, 21(3): 64.
[13]JAFARIZADEH M A, HASSANNEJAD R, ETTEFAG-H M M, et al. Asynchronous input Gear Damage Diagnosis Using Time Averaging and Wavelet Filtering[J]. Mechanical Systems & Signal Processing, 2008, 22(1): 172.
[14]趙嬌, 姜彬, 李哲, 等. 車削大螺距螺紋軸向分層切削的設計方法[J].大連交通大學學報, 2016, 37(6): 31.
ZHAO Jiao, JIANG Bin, LI Zhe, et al. The Design Method of Axial Stratified Cutting in Turning Large Pitch Thread[J]. Journal of Dalian Jiaotong University, 2016, 37(6): 31.
[15]李浩. 基于小波包技術的刀具振動分析及表面粗糙度預測[D]. 濟南:山東大學, 2013.
[16]朱彥清. DK4020型滾珠絲杠副振動與噪聲實驗研究及信號分析[D].南京:東南大學,2017.
[17]雷春麗,楊曉燕,成彥偉,等.基于小波包層次熵的電主軸振動信號特征提取方法[J].蘭州理工大學學報, 2018, 44(5): 40.
LEI Chunli, YANG Xiaoyan, CHENG Yanwei, et al.Feature Extraction Method of Motorized Spindle Vibration Signal Based on Wavelet Packet Transform and Hierarchical Entropy[J]. Journal of Lanzhou University of Technology, 2018, 44(5): 40.
[18]PLAZA E G,LPEZ P J N. Analysis of Cutting Force Signals by Wavelet Packet Transform for Surface Roughness Monitoring in CNC Turning[J]. Mechanical Systems and Signal Processing, 2018, 98: 634.
[19]PAHUJA R, RAMULU M. Surface Quality Monitoring in Abrasive Water Jet Machining of Ti6Al4V-CFRP Stacks Through Wavelet Packet Analysis of Acoustic Emission Signals[J]. The International Journal of Advanced Manufacturing Technology, 2019, 104(9/12): 4091.
[20]劉愛平, 鄒立華, 戴素亮, 等. 振動控制研究中的小波包降噪處理[J].振動與沖擊, 2008, 27(2): 95.
LIU Aiping, ZOU Lihua, DAI Suliang, et al. Study on Wavelet-pack Denoising Treatment for Vibration Control[J]. Journal of Vibration and Shock, 2008, 27(2): 95.
(編輯:王 萍)
