HNC-21數(shù)控實(shí)驗(yàn)設(shè)備調(diào)試技術(shù)
2020-12-02 07:48:07王銳王剛
科技創(chuàng)新與應(yīng)用 2020年34期
關(guān)鍵詞:電氣控制
王銳 王剛


摘? 要:數(shù)控設(shè)備是機(jī)電一體化的工作系統(tǒng),文章介紹HNC-21數(shù)控實(shí)驗(yàn)設(shè)備電氣及機(jī)械的綜合知識,最終達(dá)到熟練掌握數(shù)控機(jī)床調(diào)試技術(shù)的目的。
關(guān)鍵詞:數(shù)控系統(tǒng);電氣控制;調(diào)試技術(shù);誤差補(bǔ)償
中圖分類號:TH-39 文獻(xiàn)標(biāo)志碼:A? ? ? ? ?文章編號:2095-2945(2020)34-0015-03
Abstract: Numerical control equipment is the work system of electromechanical integration. This paper introducesthe electrical and mechanical knowledge of the HNC-21 numerical control experimental equipment, for the purpose of ultimately achieving the purpose of grasping the debugging technology of CNC machine tools.
Keywords: CNC system; electrical control; debugging technology; error compensation
引言
HNC-21數(shù)控實(shí)驗(yàn)設(shè)備由硬件和軟件組成,可實(shí)現(xiàn)G代碼編程,電氣裝調(diào)和機(jī)械精度檢測等。通過調(diào)試實(shí)驗(yàn)設(shè)備的學(xué)習(xí),能夠掌握數(shù)控機(jī)床電氣控制原理,NC系統(tǒng)參數(shù)設(shè)定,變頻器,步進(jìn)驅(qū)動器和伺服驅(qū)動器的調(diào)試方法等,同時能夠?qū)C(jī)床出現(xiàn)的常見故障進(jìn)行快速準(zhǔn)確的診斷與維修。
1 電氣控制原理
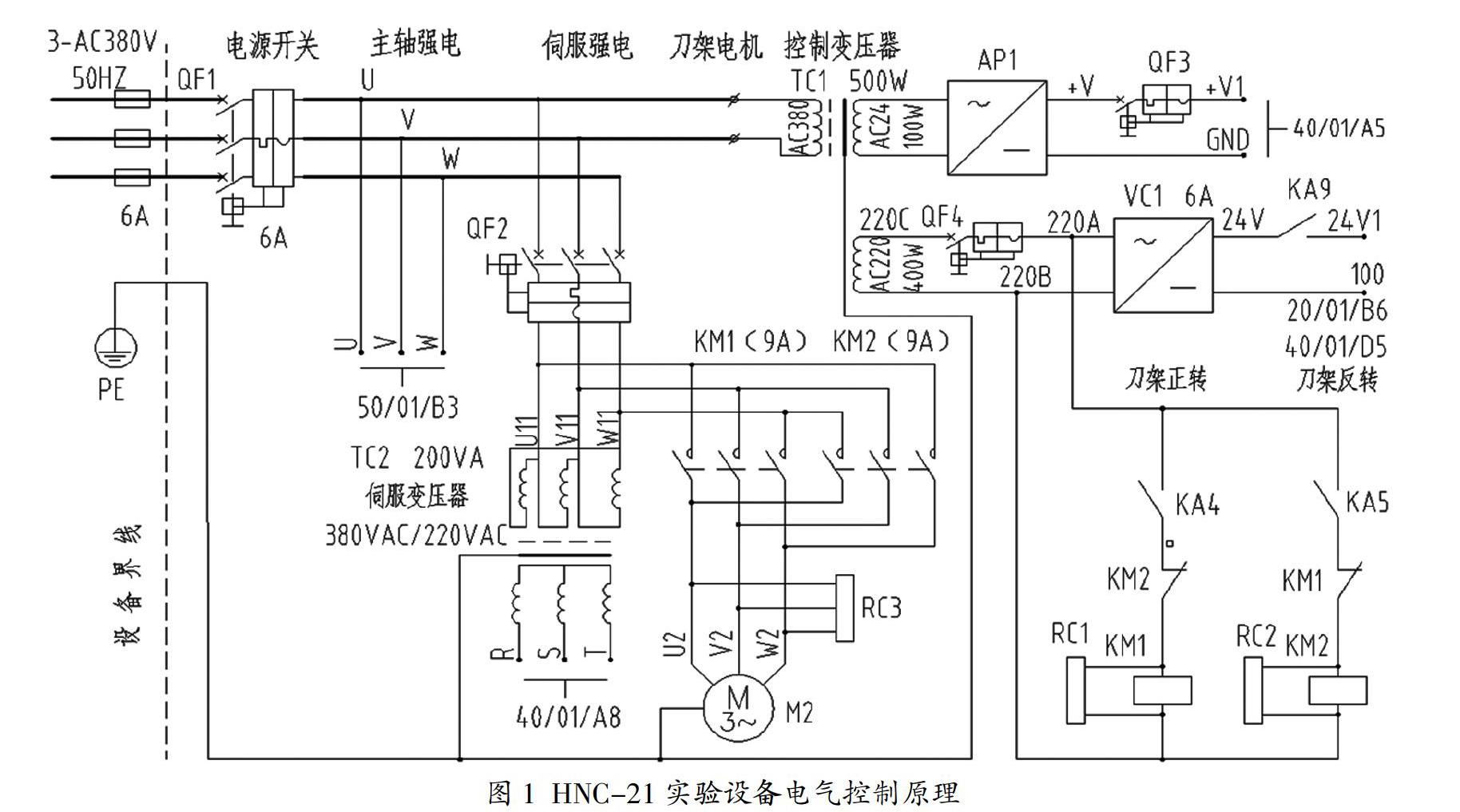
HNC-21實(shí)驗(yàn)設(shè)備采用交流三相380V供電,主軸采用變頻驅(qū)動控制,進(jìn)給軸X采用步進(jìn)驅(qū)動實(shí)現(xiàn)開環(huán)控制,進(jìn)給軸Z采用伺服驅(qū)動實(shí)現(xiàn)半閉環(huán)控制,電氣控制原理如圖1所示。
伺服變壓器TC2將AC380V轉(zhuǎn)換為AC220V,供電給伺服驅(qū)動器。控制變壓器TC1將2相AC380V轉(zhuǎn)換成AC24V和AC220V,AC24V經(jīng)過整流橋AP1變換為DC36V供電給步進(jìn)驅(qū)動器,AC220V用于刀架正反轉(zhuǎn)控制電路、伺服驅(qū)動器內(nèi)部控制電路和開關(guān)電源VC1。開關(guān)電源輸出DC24V用于系統(tǒng)電源、急停控制回路、刀架信號電源和PLC輸入轉(zhuǎn)接板指示燈電源等。繼電器KA9吸合產(chǎn)生的24V1用于伺服使能控制和PLC輸出繼電器控制。繼電器KA4和KA5用于刀架正反轉(zhuǎn)控制電路,接觸器KM1和KM2用于刀架電機(jī)主電路。RC1和RC2用于接觸器線圈滅弧,RC3用于接觸器主觸點(diǎn)滅弧。
2 配置硬件與PMC系統(tǒng)參數(shù)
配置硬件參數(shù)是列出設(shè)備的部件清單,HNC-21系統(tǒng)能夠配置32個部件。HNC-21板卡型號5301,板卡地址0,步進(jìn)電機(jī)標(biāo)識46,伺服電機(jī)標(biāo)識45,輸入/輸出開關(guān)量標(biāo)識13,手搖脈沖發(fā)生器標(biāo)識31,主軸模擬電壓輸出標(biāo)識15,配置0用于區(qū)別接口類型,調(diào)整設(shè)備功能。
PMC系統(tǒng)參數(shù)用于定義I/O模塊接口,開關(guān)量輸入總組數(shù)為46,X0-X4字節(jié)用于基本輸入信號,由系統(tǒng)XS10、XS11端口輸入,X5-X29字節(jié)用于擴(kuò)展輸入信號,X30-X45字節(jié)用于MCP面板和MDI鍵盤輸入信號。開關(guān)量輸出總組數(shù)為38,Y0-Y3字節(jié)用于基本輸出信號,由系統(tǒng)XS20、XS21端口輸出,Y4-Y27字節(jié)用于擴(kuò)展輸出信號,Y28-Y29字節(jié)用于主軸D/A數(shù)字量輸出信號,Y30-Y37字節(jié)用于MCP面板和MDI鍵盤輸出信號。
3 外部運(yùn)行允許控制
外部運(yùn)行允許控制即數(shù)控機(jī)床的急停控制,它是數(shù)控設(shè)備的保護(hù)電路,如圖2所示。急停控制繼電器KA9采用DC24V供電,它與行程限位開關(guān)閉點(diǎn)、急停按鈕串聯(lián),超程解除按鈕與行程開關(guān)閉點(diǎn)并聯(lián)。數(shù)控系統(tǒng)正常啟動后,旋開急停按鈕,KA9線圈得電,外部運(yùn)行允許信號X2.3由PLC信號轉(zhuǎn)接板輸入,系統(tǒng)由急停變成復(fù)位,機(jī)床可正常工作。手動運(yùn)行十字滑臺X、Z軸至超程位置,進(jìn)給軸停止運(yùn)行,系統(tǒng)顯示急停與超程報(bào)警,按住超程解除,將行程限位短路,可移動進(jìn)給軸向相反方向運(yùn)行,報(bào)警消除。
4 設(shè)置步進(jìn)X軸
實(shí)驗(yàn)設(shè)備進(jìn)給軸X采用開環(huán)控制,應(yīng)用雷塞步進(jìn)驅(qū)動器及步進(jìn)電機(jī)實(shí)現(xiàn)。進(jìn)入數(shù)控系統(tǒng)軸0參數(shù)界面,外部脈沖當(dāng)量分子為25,分母為256,伺服驅(qū)動器型號為46,伺服驅(qū)動器部件號為0,電機(jī)每轉(zhuǎn)脈沖數(shù)為200,步進(jìn)電機(jī)拍數(shù)為4,快移加減速時間常數(shù)為100,快移加速度時間常數(shù)為64,加工加減速時間常數(shù)為100,加工加速度時間常數(shù)為64。
機(jī)床行程軟限位的設(shè)定,軟限位對機(jī)床起到雙重保護(hù)的作用。車床X軸為直徑編程,系統(tǒng)顯示值為實(shí)際機(jī)床移動距離的2倍,在設(shè)定機(jī)床軟限位時,應(yīng)輸入機(jī)床實(shí)際所走的位移值。
5 調(diào)試伺服Z軸
實(shí)驗(yàn)設(shè)備進(jìn)給軸Z采用半閉環(huán)控制,應(yīng)用三洋伺服驅(qū)動器及伺服電機(jī)實(shí)現(xiàn)。進(jìn)入數(shù)控系統(tǒng)軸2參數(shù)界面,外部脈沖當(dāng)量分子為5,分母為2,伺服驅(qū)動器型號為45,伺服驅(qū)動器部件號為2,最大定位誤差為20,最大跟蹤誤差為12000,電機(jī)每轉(zhuǎn)脈沖數(shù)為2000,反饋電子齒輪比為1:1。
改變驅(qū)動器相關(guān)參數(shù)能夠提高其運(yùn)動性能,位置比例增益PA000設(shè)30,值越大,增益越高,剛度越大。速度比例增益PA002設(shè)50,值越大,增益越高,剛度越大。在系統(tǒng)不振蕩條件下,PA000和PA002盡量設(shè)較大值。速度積分時間常數(shù)PA003設(shè)20,值越小,積分速度越快,在系統(tǒng)不振蕩條件下,PA003盡量設(shè)較小值。依次修改參數(shù),觀察Z軸電機(jī)狀態(tài),查看系統(tǒng)跟蹤誤差,將其調(diào)到比較理想狀態(tài)。
6 系統(tǒng)與伺服脈沖匹配
數(shù)控系統(tǒng)可輸出單脈沖、雙脈沖與AB相脈沖三種信號,伺服驅(qū)動器也可接收以上指令脈沖。通過調(diào)節(jié)系統(tǒng)與伺服參數(shù),可實(shí)現(xiàn)指令類型的匹配。
硬件配置0確定系統(tǒng)控制指令類型,大小是一個字節(jié),D3-D0指定伺服軸為2號軸,數(shù)值為0010;D5-D4指定系統(tǒng)脈沖指令形式,缺省單脈沖輸出為00,單脈沖輸出為01,雙脈沖輸出為10,AB相輸出為11;D7-D6指定系統(tǒng)接收反饋脈沖的形式,缺省AB相反饋為00,單脈沖反饋為01,雙脈沖反饋為10,AB相反饋為11。如果系統(tǒng)輸出指令與反饋脈沖均為AB相脈沖,通過計(jì)算配置0應(yīng)設(shè)50/242。伺服驅(qū)動指令脈沖接收形式由PA400定義,雙脈沖為00H,AB相脈沖為10H,單脈沖為20H。
如果系統(tǒng)輸出單脈沖,反饋AB脈沖,通過計(jì)算配置0可設(shè)2/18/194/210,伺服PA400應(yīng)采用單脈沖設(shè)20H才合適。如果系統(tǒng)輸出雙脈沖,反饋AB脈沖,通過計(jì)算配置0可設(shè)34/192,伺服PA400采用單脈沖設(shè)20H,這時運(yùn)行Z軸,我們會發(fā)現(xiàn)Z軸可動,但無法判斷方向,所以機(jī)床要正常運(yùn)行必須匹配好系統(tǒng)與伺服的指令脈沖。
7 變頻主軸控制
實(shí)驗(yàn)設(shè)備主軸采用變頻控制,應(yīng)用日立變頻器及三相異步電動機(jī)實(shí)現(xiàn)。線路連接完成后,首先初始化變頻器,初始化模式B85設(shè)01,初始化有效B84設(shè)01,同時按下FANC、▲和▼鍵,再按STOP/RESET鍵3秒以上,先松開STOP/RESET直至顯示D01并閃爍,再松開FANC、▲和▼鍵,閃爍完成,出現(xiàn)游動的浮標(biāo),最后停止顯示D01,表示初始化完成。
電機(jī)運(yùn)行前先確認(rèn)變頻器相關(guān)參數(shù)是否與電機(jī)參數(shù)相匹配,額定電壓A82設(shè)380V,額定功率H03設(shè)0.55kW,磁極數(shù)H04設(shè)4極,額定頻率A03設(shè)50Hz,最小頻率A15設(shè)01(0Hz),最大頻率A04設(shè)50Hz,斜坡上升時間F02設(shè)10s,斜坡下降時間F03設(shè)10s。
變頻器接收數(shù)控系統(tǒng)給定頻率,需設(shè)置變頻器相關(guān)參數(shù)。參數(shù)A01設(shè)01,參數(shù)A02設(shè)01。智能端子1和2用于主軸正反轉(zhuǎn)的控制,相應(yīng)參數(shù)設(shè)C01設(shè)00,C02設(shè)01。
8 刀架控制分析
實(shí)驗(yàn)設(shè)備采用四工位刀架完成刀具的自動更換,由動作控制中心PMC實(shí)現(xiàn)。數(shù)控系統(tǒng)給定換刀指令T0101→(如果當(dāng)前位置不是1號刀具)刀架電機(jī)正向?qū)さ叮≒LC控制Y0.3信號輸出→中間繼電器KA4吸合→接觸器KM1動作)→檢測到刀位信號X1.1→正轉(zhuǎn)延時0.1S→刀架電機(jī)反向鎖緊(PLC控制Y0.4信號輸出→中間繼電器KA5吸合→接觸器KM2動作)→反向鎖緊1s后刀架電機(jī)斷電。如果在換刀允許最大時間10s內(nèi)沒有找到刀位信號,系統(tǒng)提示換到超時報(bào)警。
9 機(jī)械精度檢測與補(bǔ)償
螺距誤差和反向間隙影響機(jī)床的定位精度和重復(fù)定位精度。實(shí)驗(yàn)設(shè)備采用光柵尺進(jìn)行精度檢測,光柵尺與系統(tǒng)通過XS31接口連接,系統(tǒng)參數(shù)軸1設(shè)為旋轉(zhuǎn)軸,單元型號設(shè)45,部件號設(shè)1,定位誤差和跟蹤誤差設(shè)0。螺距補(bǔ)償類型設(shè)2,補(bǔ)償點(diǎn)數(shù)設(shè)5,參考點(diǎn)偏差號設(shè)4,補(bǔ)償間隔設(shè)50000。
被測點(diǎn)位置0定義在Z軸負(fù)向最遠(yuǎn)端,向坐標(biāo)軸正向排列依次為0、1、2、3、4,運(yùn)行螺補(bǔ)測量程序如表1,將Z軸正向移動誤差輸入軸補(bǔ)償參數(shù)中的偏差值[0]、[1]、[2]、[3]、[4]中,將Z軸負(fù)向移動誤差輸入到軸補(bǔ)償參數(shù)中的偏差值[5]、[6]、[7]、[8]、[9]中,均按照被測點(diǎn)位置0、1、2、3、4輸入。雙向螺補(bǔ)已將反向間隙補(bǔ)償?shù)铰菥嗾`差中,不需單獨(dú)測量,重啟系統(tǒng)再次測量,觀察補(bǔ)償后的變化。
10 結(jié)束語
數(shù)控實(shí)驗(yàn)設(shè)備調(diào)試注重實(shí)際機(jī)床的電氣控制原理分析、設(shè)計(jì)與安裝,機(jī)械部件精度的檢測與調(diào)整。通過調(diào)試過程的學(xué)習(xí),能夠達(dá)到數(shù)控機(jī)床調(diào)試人員的基本技能要求。
參考文獻(xiàn):
[1]邵澤強(qiáng).數(shù)控機(jī)床裝調(diào)維修技術(shù)綜合實(shí)訓(xùn)[M].北京:機(jī)械工業(yè)出版社,2016:138-144.
[2]李艷玲,陳運(yùn)安.數(shù)控機(jī)床原理與維修[M].北京:人民郵電出版社,2011:45-47.
[3]楊克沖,陳吉紅,鄭小年.數(shù)控機(jī)床電氣控制[M].武漢:華中科技大學(xué)出版社,2005:90-96.
[4]倪祥明.數(shù)控機(jī)床及數(shù)控加工技術(shù)[M].北京:人民郵電出版社,2011:53-66.
[5]張光躍.數(shù)控機(jī)床電氣連接與調(diào)試[M].北京:機(jī)械工業(yè)出版社,2016:30-32.
[6]劉戰(zhàn)術(shù),竇凱,吳新佳.數(shù)控機(jī)床及其維護(hù)[M].北京:人民郵電出版社,2010:91-92.
[7]孫海亮.數(shù)控電氣控制基礎(chǔ)及實(shí)訓(xùn)[M].武漢:華中數(shù)控有限公司國培部內(nèi)部培訓(xùn)使用教材,2009:57-67.
[8]李艷霞.數(shù)控機(jī)床及應(yīng)用技術(shù)[M].北京:人民郵電出版社,2015:42-46.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:58
通信電源技術(shù)(2018年5期)2018-08-23 01:16:18
電子制作(2018年10期)2018-08-04 03:24:40
電子制作(2018年2期)2018-04-18 07:13:37
電子制作(2017年10期)2017-04-18 07:22:39
電子制作(2017年19期)2017-02-02 07:08:54
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:49
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:01
武夷學(xué)院學(xué)報(bào)(2015年3期)2015-07-18 11:03:46
機(jī)電信息(2014年20期)2014-02-27 15:53:20