汽車頂蓋輸送與對中機構(gòu)設(shè)計
2015-02-20 13:46:56
裝備制造技術(shù) 2015年7期
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
頂蓋分拼線一般設(shè)計4個或5個拼臺,最后兩個拼臺為自動輸送和機器人抓取頂蓋拼臺。某汽車頂蓋分拼焊接線共4個拼臺,焊接工位為1#、2#拼臺,輸送工位為3#、4#拼臺,在3#拼臺放置頂蓋焊合總成,通過輸送機構(gòu)輸送至4#拼臺,在4#拼臺對頂蓋進行定位,定位完成后,機器人抓手抓取頂蓋搬運至總拼線上線焊接,在機器人抓取頂蓋的同時,允許3#拼臺繼續(xù)放置零件,輸送機構(gòu)返回繼續(xù)進行下一工作循環(huán)。頂蓋分拼線示意如圖1所示。為進步一提高4#拼臺頂蓋的定位精度,在頂蓋后部增加使用兩個定位銷對頂蓋定位。本文針對這種頂蓋的輸送形式,設(shè)計了一種頂蓋輸送及對中機構(gòu)。

圖1頂蓋分拼線示意圖
1 設(shè)計方案
1.1 總體方案
根據(jù)輸送要求,輸送機構(gòu)為往復輸送,頂蓋分拼3#、4#安裝有頂蓋工裝,輸送過程中不能與工裝干涉,所以輸送機構(gòu)必須有升降功能,分別在高于工裝位置和低于工裝位置運動,避免干涉。頂蓋輸送至4#拼臺后,頂蓋后部定位孔需對齊定位銷,從而頂蓋下降過程中能順利進銷,這要求輸送過程具有較高的精度,保證輸送到4#拼臺的頂蓋定位塊對齊定位銷。
1.2 升降機構(gòu)方案
升降機構(gòu)采用剪刀叉機構(gòu),剪叉式升降機構(gòu)包括驅(qū)動執(zhí)行裝置和剪叉裝置。在驅(qū)動機構(gòu)的驅(qū)動下,驅(qū)動執(zhí)行裝置產(chǎn)生小位移行程的同時將驅(qū)動力傳遞給剪叉裝置。剪叉裝置作為剪叉式升降機構(gòu)的主體具有折疊伸展性能,它受到驅(qū)動執(zhí)行裝置的驅(qū)動并將驅(qū)動執(zhí)行裝置的小位移行程放大成豎直方向的較大行程,從而推動升降平臺的上下移動。剪叉式升降機構(gòu)具有結(jié)構(gòu)緊湊、承載量大、驅(qū)動裝置通過性強和操控性好的特點,因而在各種場合中得到了廣泛應用[1]。該機構(gòu)具有自穩(wěn)定性,舉升過程平穩(wěn),舉升高度范圍較大,且結(jié)構(gòu)簡潔,如圖2所示。

圖2剪刀叉升降機構(gòu)方案
1.3 輸送方案
該輸送機構(gòu)的目的是把頂蓋從頂蓋3#工位輸送至頂蓋4#工位,機器人抓手在頂蓋4#工位抓取頂蓋,3#工位同時繼續(xù)可以放置零件,以供下一循環(huán)輸送。其運動過程可以概括為在頂蓋3#升降機構(gòu)升起把頂蓋托起、輸送頂蓋至4#、升降機構(gòu)下降把頂蓋放置在4#工位、輸送機構(gòu)返回至頂蓋3#。為了精簡機構(gòu),提高可靠性,經(jīng)過多次考慮和討論,決定采用一套剪刀叉升降機構(gòu),使升降機構(gòu)在頂蓋3#與4#之間往返。輸送方式簡圖如圖3所示。

圖3輸送方案簡圖
1.4 輸送過程中頂蓋定位方案
頂蓋定位需要保證定位精度高、定位可靠,采用托架對定位進行定位,托架上安裝定位塊對零件定位。定位塊數(shù)量選擇6個,左右各3個,分布于頂蓋前部、中部與后部。如圖4所示。

圖4頂蓋定位方案
1.5 動力與傳動方案
減速電機、齒輪齒條是常見的傳動方式,該方式傳動可靠,成本低,易于維護。本設(shè)計采用減速電機與齒輪固定安裝,齒輪與齒條嚙合,帶動齒條運動,齒條安裝于升降機構(gòu)上,帶動升降機構(gòu)往返。
2 設(shè)計計算
2.1 托架舉升行程計算
根據(jù)通過性計算,頂蓋升起高度245 mm,輸送過程中頂蓋高于工裝最小距離大于60 mm,通過性良好。托架空行程255 mm,返回過程中低于頂蓋最小高度大于80mm,通過性良好。所以托架舉升行程取500 mm,其中空行程255 mm,有效升高頂蓋行程245 mm.
2.2 升降機構(gòu)設(shè)計
升降機構(gòu)采用剪刀叉機構(gòu),該機構(gòu)具有自穩(wěn)定性,舉升過程平穩(wěn),舉升高度范圍較大,且結(jié)構(gòu)簡潔。
圖5所示為剪刀叉機構(gòu)的簡化圖,AB與CD代表兩個支撐桿,二桿長度相等,二桿的中點鉸接與O,C點為固定鉸接點,A點為滑塊副,可沿AC滑動,B點與上平板固定鉸接,D點通過滑塊副與上下框架聯(lián)接,可在上平板的倒槽內(nèi)滾動。該機構(gòu)可通過氣缸或液壓缸推動,上平板可作鉛垂升降。
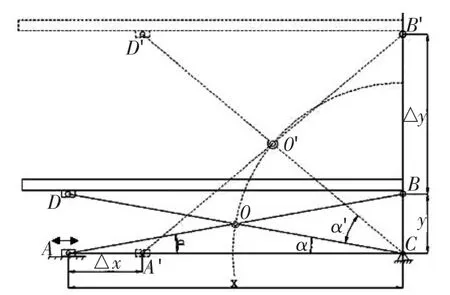
圖5剪刀叉升降機構(gòu)運動分析簡圖
設(shè)圖中實線AB與CD所示為剪刀叉機構(gòu)初始位置,虛線A'B'與CD'所示為該機構(gòu)帶動上平板鉛垂上升△x后的位置,A點滑塊副運動距離為△y。首先證明上平板為鉛垂升降,即上平板在水平方向上沒有位移,只需要證明三角形ABC在運動過程中保持直角三角形。二桿等長且鉸接與中點O,所以AO=OC=OB,該關(guān)系在剪刀叉運動保持不變,由此可以推出:∠OAC=∠OCA,∠OCB=∠OBC,所以∠OAC+∠OBC=∠OCA+∠OCB=∠BCA,根據(jù)三角形中兩角之和等于第三角的補角,所以∠OAC+∠OBC=180o-∠BCA,所以得到∠BCA=180o-∠BCA,從而∠B CA=90o.所以剪刀叉機構(gòu)所帶動上平板的運動為鉛垂升降運動。
計算滑塊倒槽的長度,即△x值。
在三角形A'B'C中,根據(jù)勾股定理,即(x-△x)2+(y+△y)2=A'B'2
整理可得出△x與△y的關(guān)系:

根據(jù)托架舉升行程的計算,托架總舉升行程為500 mm,即△y=500,根據(jù)經(jīng)驗值取剪刀叉機構(gòu)桿長為 1620 mm,即A'B'=1 620,根據(jù)圖 3可得x=A'B'× cosα,y=A'B'× sinα,取 初 始 位 置α=10o,將以上值帶入上式可得△x=175.
即上下平板上滑塊倒槽的長度至少為175 mm,為防止兩端干涉,取倒槽長度為185 mm,兩端各留5 mm余量。同時可計算出剪刀叉機構(gòu)升至最高點時,∠B'A'C= 31.5°,即 α'=31.5°- α =21.5°,即連桿CD繞固定鉸接點C轉(zhuǎn)動了21.5°.
2.3 剪刀叉機構(gòu)驅(qū)動方式選擇及受力分析
根據(jù)安裝及使用方便性,優(yōu)先選用氣缸驅(qū)動剪刀叉機構(gòu)運動。氣缸驅(qū)動剪刀叉機構(gòu)運動有幾種形式,一種是氣缸豎直安裝,直接驅(qū)動上框架運動,稱為直立固定式;另外一種是氣缸水平安裝,氣缸推動剪刀叉連桿而間接驅(qū)動上框架運動,稱為水平固定式;第三種是氣缸傾斜安裝,氣缸驅(qū)動剪刀叉連桿而間接驅(qū)動上框架運動,驅(qū)動過程中氣缸本身會轉(zhuǎn)動,氣缸體采用鉸接固定,所以稱為雙鉸接式。氣缸安裝位置的不同帶來剪刀叉連桿受力的不同,綜合考慮不同形式的優(yōu)缺點及實際使用環(huán)境,本機構(gòu)選擇直立固定式,直立固定式優(yōu)點是氣缸直接驅(qū)動上框架,氣缸作用力分別作用于底部固定框架和上框架,剪刀叉連桿僅作為上下運動的導向,整個機構(gòu)受力最小,氣缸所需驅(qū)動力最小。其缺點是占用空間大、氣缸行程大,考慮到本設(shè)計的實際情況,這些缺點對本設(shè)計沒有影響[2]。
由于剪刀叉連桿僅作為導向使用,而負載(頂蓋)的重心在氣缸桿鉸接位置附近,理想狀態(tài)下連桿本身不受力,考慮機構(gòu)摩擦及制造誤差影響,剪刀叉連桿會受到一定的作用力,該作用力與潤滑情況及制造精度有關(guān),正常情況下該作用力對整個機構(gòu)影響較小。驅(qū)動方式如圖6所示。

圖6氣缸驅(qū)動的剪刀叉升降機構(gòu)
氣缸需驅(qū)動的剪刀叉機構(gòu)的質(zhì)量約為140 kg,頂蓋的質(zhì)量約為21 kg,則氣缸需驅(qū)動的理論上質(zhì)量為161 kg,考慮制造誤差及摩擦力因素,取1.5倍的安全系數(shù),氣缸最小推力應為161×9.8×1.5=2 367 N,缸徑100mm的氣缸0.6 MPa時的理論推力為4 712 N,工作效率按60%計算,則氣缸實際輸出力為4 712×60%=2 872 N,在許用范圍之內(nèi),所以選用缸徑100mm的氣缸滿足要求。
2.4 輸送機構(gòu)設(shè)計計算
生產(chǎn)節(jié)拍最低要求40JPH,保留足夠的余量,按50JPH計算。則循環(huán)時間為72 s,運行效率按95%計算,則實際循環(huán)時間T=68 s,在一個工作循環(huán)中剪刀叉機構(gòu)升起和降下時間相等,輸送機構(gòu)輸送和返回時間相等,得出剪刀叉機構(gòu)升起和輸送時間為34 s,分配剪刀叉機構(gòu)升起為14 s,輸送時間為20 s。根據(jù)工藝規(guī)劃的拼臺間距,確定輸送距離S=2.75 m,則輸送速度V=S/T=2.75/20=0.138 m/s。升降機構(gòu)升起的平均速度為0.5/14=0.036 m/s。由此可以計算出驅(qū)動氣缸的平均速度約為0.036m/s。
根據(jù)節(jié)拍計算得知,輸送速度為0.138m/s,可計算得到電動機軸輸出轉(zhuǎn)速

運輸質(zhì)量為m=370 kg,考慮制造誤差與系統(tǒng)摩擦,運輸質(zhì)量取2倍值,即740 kg,設(shè)起步階段時間為1 s,并加速至0.138m/s,輸送機構(gòu)需要的推力

計算得到起步階段電動機輸出軸扭矩為

計算得到起步階段電動機輸出功率為

選取SEW品牌電機,該品牌電機能耗低,性能優(yōu)越,振動小,噪音低。電機負載類型為均勻負載,根據(jù)50JPH節(jié)拍,每個工作循環(huán)電機啟停兩次,計算得到電機啟停次數(shù)為100次/小時,三班次運轉(zhuǎn)工作時間為24小時連續(xù)運轉(zhuǎn),查使用系數(shù)表可得使用系數(shù)為1.33。
根據(jù)以上數(shù)據(jù)及安裝方便性,選取R系列直齒輪減速電機,查減速電機選型表,選取減速電機型號為R37DT80N4,電機齒輪傳動機構(gòu)如圖7所示。

圖7 齒輪齒條輸送機構(gòu)
2.5 行走機構(gòu)設(shè)計
行走機構(gòu)采用軌道固定,滾輪在軌道上行走的方式,這樣的優(yōu)點是減少滾輪機構(gòu)的數(shù)量,滾輪機構(gòu)成本較高,而軌道成本較低,滾輪走過的地方只要有軌道即可。另一種方式是滾輪機構(gòu)固定,軌道在滾輪機構(gòu)間穿行,這樣軌道所經(jīng)過的地方都需要有滾輪機構(gòu)支持,增加了滾輪機構(gòu)的數(shù)量。
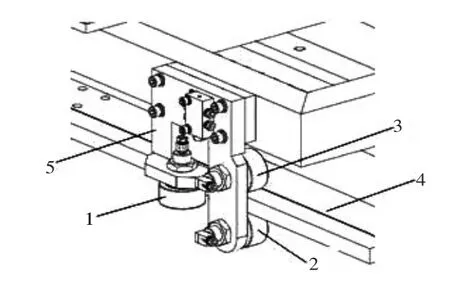
圖8滾輪行走機構(gòu)
2.6 總體結(jié)構(gòu)
總體結(jié)構(gòu)如圖9所示,剪刀叉升降機構(gòu)5在頂蓋分拼3#臺與4#臺之間往復運動輸送零件,3#臺、4#臺夾具用于定位頂蓋,齒輪齒條輸送機構(gòu)2安裝于3#、4#臺之間,聯(lián)接與兩個拼臺的固定框架上。其工作過程為:工人吊運頂蓋放至3#拼臺夾具上,剪刀叉升降機構(gòu)升起,托架托起頂蓋離開夾具至一定高度,輸送機構(gòu)輸送剪刀叉機構(gòu)和頂蓋一起至4#拼臺,輸送到位后,剪刀叉升降機構(gòu)下降,下降過程中把頂蓋放至4#拼臺夾具上,剪刀叉升降機構(gòu)繼續(xù)下降一段距離,下降到位后輸送機構(gòu)輸送剪刀叉機構(gòu)返回3#拼臺,開始下一個工作循環(huán)。
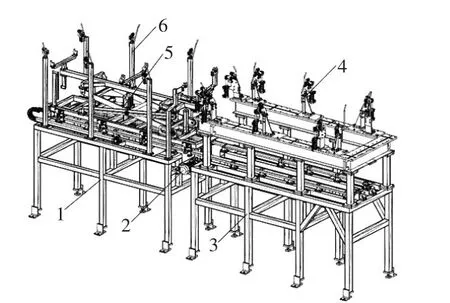
圖9頂蓋輸送與對中機構(gòu)及頂蓋分拼3#、4#夾具
3 結(jié)束語
本設(shè)計采用剪刀叉升降機構(gòu)與齒輪齒條輸送機構(gòu)相結(jié)合,并采用剪刀叉隨動,很大程度上簡化了機構(gòu)降低了成本。在兩個拼臺間采用一套升降機構(gòu)隨輸送機構(gòu)往復運動,避免了采用兩套剪刀叉機構(gòu)不同步現(xiàn)象,不需要增設(shè)同步桿等部件。頂蓋采用托架輸送,利用定位塊對頂蓋精確定位,輸送過程穩(wěn)定可靠,輸送到位精度高。該機構(gòu)已經(jīng)在一些車型的頂蓋分拼焊裝線上應用,滿足了緊湊型車身焊裝線的空間需求,同時在滿足高節(jié)拍和穩(wěn)定性的前提下減少了操作人員,簡化了輸送系統(tǒng)的設(shè)計結(jié)構(gòu),降低了人力成本和設(shè)備成本。
[1]杜 干.升降平臺升降機構(gòu)研究現(xiàn)狀分析[J].機械工程與自動化,2013,4(2):205-207.
[2]丁志平.氣液動剪叉式升降平臺運動受力分析及其應用[J].株洲工學院學報,1996,(6):49-52.
