航空發動機風扇葉片加工成型關鍵技術研究
2020-12-08 02:12:35陳亞莉
科技創新與應用 2020年35期
陳亞莉
摘? 要:航空發動機風扇及壓氣機葉片是發動機中最為重要的零部件,其加工成型的最終質量直接關系著航空發動機的使用性能及飛機的飛行安全。伴隨著近年來我國航空領域科技的不斷進步,航空發動機的涵道比、推重比及預期使用壽命等指標持續提升,從而帶來了葉片結構更加復雜的結果,并且材質加工難度也隨之提高。更加復雜的結構、更難加工的材質對葉片加工成型提出更加嚴苛的需求。
關鍵詞:航空發動機;風扇葉片;加工成型;關鍵技術
中圖分類號:V263? ? ? ? ? 文獻標志碼:A? ? ? ? ?文章編號:2095-2945(2020)35-0133-02
Abstract: Aero-engine fans and compressor blades are the most important parts of the engine, and the final quality of their processing is directly related to the performance of the aero-engine and the flight safety of the aircraft. With the continuous progress of science and technology in the aviation field of China in recent years, the indexes such as culvert ratio, thrust-to-weight ratio and expected service life of aero-engine continue to improve, which brings the result that the blade structure is more complex, and the difficulty of material processing is also increased. The more complex structure and more difficult materials have posed more stringent requirements for blade processing and molding.
Keywords: aero-engine; fan and blade; processing and molding; key technology
引言
當今各國的知名航空發動機制造企業均對發動機葉片加工成型相關技術進行了大量的人力、物力投入,用來開發成本更加低廉、污染程度更低、加工效率更高、品質更高的航空發動機葉片相關的先進加工解決方案,以此滿足發動機對于葉片加工方面的要求。國內航空發動機相關制造企業目前在葉片加工裝夾模式、先進切削手段、加工相關軟件程序開發、拋光解決方案等層面還有許多棘手的難題亟待攻克。本文結合整個行業內航空發動機葉片加工成型過程中的重要難點,全方位針對航空發動機風扇和壓氣機葉片加工成型中的核心技術的現狀實施研究及探討。
1 發動機葉片精密制造特定工裝夾具的研究與加工
發動機中的葉片部件是一種非常典型的薄壁類構件,此類零件在進行機械加工成型過程中針對零件的裝夾固定歷來非常困難。假如沒能科學合理地將零件裝夾固定妥當,成型的加工過程容易使零件發生形變,使得操作者很難精確把控待加工零件的表面品質。常規的工裝夾具的加工平穩性較差,處在零件剛度最薄弱的葉片尖端的位置采用的是頂尖方式固定零件,這類方式對較大切削力的承受能力不足;并且常規的工裝夾具針對待加工的葉片實施有預緊的壓力載荷,這樣使得葉片產生更大的“讓刀”形變。由于此類薄壁類型的葉片的構造特性,相關工程技術人員必須針對常規夾具實施結構改進的優化操作,讓改良之后的特定工裝夾具可以達到薄壁型葉片零件的精準固定,而且需要顯著提升整個切削結構的總體剛度,從而保證葉片零件的最終成型后的實際精度[1]。
薄壁型結構葉片銑削加工的工裝夾具設計過程中需要符合如下的根本需要:
(1)固定位置須精確:定位精準是航空發動機葉片銑削成型工裝夾具的最根本要求,葉片的榫根位置即為葉片結構的基礎定位面,所以固定榫根位置的部位精度及位置度均要符合嚴格的尺寸規定。
(2)工裝夾具的構造必須盡可能簡單,體積要盡可能小,以便加工過程中的實際操作。
(3)平穩性要好,零件在成型過程中,葉片尖端位置的剛度最差,所以在此處需要盡最大可能限制更多的零件的自由度,提升整個結構的安全性。
2 航空發動機葉片加工成型中的自適應成型解決方案
伴隨著數控加工成型解決方案在現代加工制造類企業中的大面積推行,自適應加工成型的有關原理也取得了快速進步。現階段,廣義來講的自適應加工成型方案根據所需的時長不同主要可以歸結為如下三類:一是在編程過程時刀具運行軌跡進行自適應設計運行模式;二是結合數字型監測設備的自適應型加工成型運行模式;三是切削過程中數字操控裝置本身的自適應運行模式。
上述三類自適應加工成型模式屬于緊密相連,相互滲透的關系。這當中,刀具運行軌跡的預先設定模式是后面兩類自適應加工成型解決方案的基礎形式;自適應數字控制裝置是把自適應操控解決方案實際應用在相關零件切削成型進程中,實現數控加工機床具備實時依據加工成型現場的情況進行第一時間的自動適應形式的調節切削運動相關參數的功能,且在該系統平穩工作的前提下,最大限度地發揮該設備的工作潛能,切實提升加工效率,盡可能地減輕刀具的磨損;另一方面,結合數字型監測設備的自適應模式也必須在工作中借助數字控制系統中的某些特定的組件。
自適應模式的加工成型解決方案在航空發用動機精密鍛造及輥軋成型壓氣機葉片過程中的實際應用比較普遍。首先,航空發動機精密鍛造及輥軋成型壓氣機葉片過程中易受工藝產生的形變的制約,該部件初始設計模型不能直接導入數字控制加工成型模式的程序編制過程。現階段的模式多數都是使用逆向工程的編程及搭建數字模型的模式,直接采用相關零件的特定部位的參數進行數字模型的建立。不過通過直接數字建立模型的模式精度通常不能滿足成品的精度規定。所以,相關技術人員需要妥善使用初始的設計參數,開發以初始模型為基礎的工藝尺寸自適應數字模型建立的解決方案。其次,精密鍛造及輥軋成型壓氣機葉片的毛坯件的初始狀態形狀各異、切削余量的分布也不均衡。目前普遍使用的常規工裝夾具一般很難滿足帶余量的相關毛坯件的裝配及定位的尺寸精度,然而專門設計特定的非標準化工裝夾具就會產生高成本、周期長的弊端。基于數字化檢測的葉片加工余量優化不失為一種有效的處理方法。
3 發動機葉片表層完整性相關解決方案
伴隨著國家針對航空發動機風扇及壓氣機葉片最終品質要求的持續提升,相關零件表層完整性的要求得到了相關工程技術人員及專家的進一步關注。葉片加工成型過程表層完整性把控解決方案一般包含兩個層面的內容:第一是對于航空發用動機葉片零件的曲面特性、進氣邊和排氣邊及櫞板等等部分的特征參數,借助于調控成型過程中的刀具相關參數、切削模式及銑削加工中的各類數值等等一系列操作,完成葉片銑削加工的表層完整性的良好把控的過程;第二是對于航空用發動機葉片的拋光工序,經過調整拋光用的磨具和磨料及拋光設備的相關參數等操作,用以實現拋光后的航空發動機風扇及壓氣機葉片的表層完整性的良好把控。
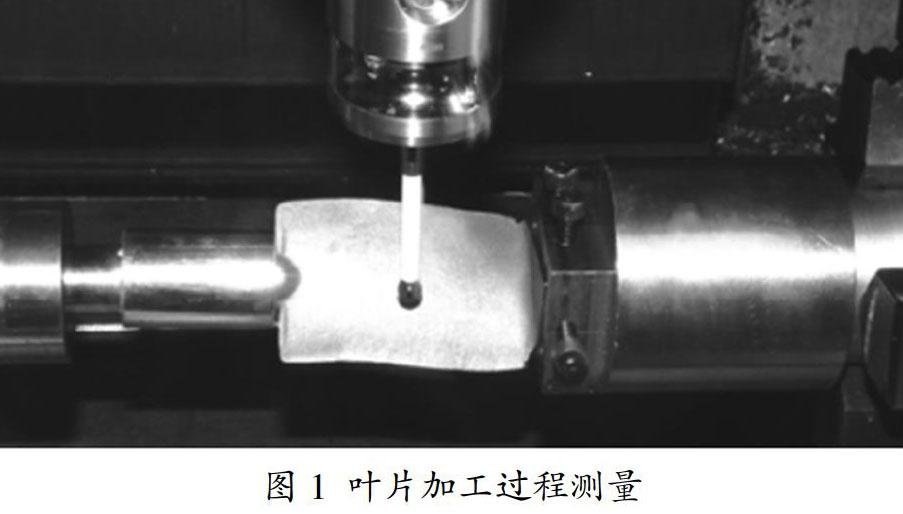
4 發動機葉片成型過程的加工過程測量解決方案
葉片精密成型制造設備和加工過程測量方案相配合,使得常規的發動機葉片成型工藝方法實現了質的提升。現階段,相關技術人員借助加工過程測量方案對整個制造進程實施監測,由此獲取到大量的加工過程的信息,依據上述信息可以讓工藝參數優化更加便利,對于新產品的開發效果更佳。如圖1所示,機床配備工件轉換模塊,配合大容量的刀具庫及對刀設備,實現零件的定位到完成成品[2]。
加工過程測量一般運用于成型設備上的現場實時監測,具備如下優點:
(1)在相關零件的監測進程中最大限度地減少測量時拆卸、移動及安裝工裝夾具等動作,優化了加工流程,達到了成型進程中的自動化監測,減少物料及工時的損耗,提升操作過程中的檢測水平及效率。
(2)為相關零件的高速檢測帶來了一類合理的方案,
為相關零件制造品質的評估和監測誤差的研究和改善提供了更大的便利。
5 葉片高速切削技術
現階段航空發動機葉片多數使用鈦合金材料、耐高溫合金等加工難度非常大的材料來進行制造,此類材料具有質量輕、強度高、高溫耐受性好、疲勞強度高等優良的性能。民品航空發動機及軍品航空發動機里面鈦合金的組成成分分別為其總質量的35%~45%。因為發動機葉片獨有的薄壁型構造,這樣的情況就需要將毛坯件的絕大多數材料作為加工余量去除,進而需要較高的切削效率。針對鈦合金這類公認的加工難度極大的材質,用傳統的加工方法很難或者需要很高的成本才能達到上述要求,因此,高速切削技術成為提高葉片加工效率和加工質量的有力武器。
發動機葉片高速切削解決方案是在表面完整性得到良好的把控的基礎上來講的,經過針對制造進程中參數、加工方法、檢測方案等要素的把控及改善,不但能夠提升零件的加工效率、減少制造時間,而且還重點把控零件表層粗糙度、表面殘余應力、表面顯微層面的硬度等表面完整性指標的航空發動機葉片成型制造的新方案。所以需要最大限度地發揮相關生產加工企業配備的數控銑削加工中心的功能,研究高速切削參數優化、加工余量優化設計、高速切削刀軌規劃與優化等關鍵技術,進一步提高航空發動機制造企業的葉片數控加工效率和加工質量。
6 結束語
本文綜合研究了航空發動機葉片加工成型過程中的核心技術。綜合考慮航空工業的發展歷程,推重比等指標的持續提升促進發動機的葉片為了滿足其更高的要求而不斷進步。所以航空發動機立項開發研制以前,需要提前實施發動機葉片新材料、新工藝方法等要素的基礎性研究及工程實際的應用探索,為葉片加工方面的先進制造技術在航空發動機研制過程中的快速發展打下堅實的基礎。
參考文獻:
[1]李勛,于建華,趙鵬.航空發動機葉片加工變形控制技術研究現狀[J].航空制造技術,2016,516(21):41-49.
[2]劉維偉,張定華.航空發動機薄壁葉片精密數控加工技術研究[J].機械科學與技術,2004,23(3):329-331.