基于車刀磨削裝置創新設計方法與研究
2020-12-08 02:26:38王曉
粘接 2020年10期
王曉


摘 要:車刀磨削裝置在大長徑比內孔車削中使用時,因為振動作用而造成加工構件表面粗糙程度變大,繼而影響構件的質量和作用。于是文章基于該問題,設計一種新型車刀磨削裝置,能夠實現減震效果。在設計過程中將沖擊阻尼器應用到裝置中,通過對沖擊阻尼器進行建模和優化,目的在于得到相關參數,能夠更好的達到減震作用。最后將減震車刀磨削裝置應用到實際的構件加工中進行實驗研究,結果表明,與無沖擊阻尼器的車刀磨削裝置相比,減震車刀磨削裝置具有更好的應用性能。
關鍵詞:車刀磨削裝置;減震;沖擊阻尼器
中圖分類號:TG580.6 文獻標識碼:A ? ? ?文章編號:1001-5922(2020)10-0157-05
Abstract:When the turning tool grinding device is used in large-diameter ratio internal hole turning, the surface roughness of the processed component becomes larger due to vibration, which in turn affects the quality and function of the component. Therefore, based on this problem, the paper designs a new type of turning tool grinding device, which can achieve the shock absorption effect. In the design process, the impact damper is applied to the device. By modeling and optimizing the impact damper, the purpose is to obtain relevant parameters, which can better achieve the shock absorption effect. Finally, the vibration-damping turning tool grinding device is applied to the actual component processing for experimental research. The results show that the vibration-damping turning tool grinding device has better application performance compared with the impact damper-free turning tool grinding device.
Key words:turning tool grinding device; shock absorption; impact damper
0? ? ?引言
在航空領域中,存在大量的大長徑比內孔加工,于是就會需要使用到大長徑比的車刀磨削裝置,但是在應用過程中容易發生顫振,導致加工的構件存在誤差,嚴重時還會導致刀具折斷[1]。為了降低車刀磨削裝置的顫振程度,需要采取一定的措施,當前所使用的措施有優化工藝參數、被動阻尼減震等方式,在眾多措施中比較可靠、經濟的方式就是被動阻尼方式[2-4]。已經有很多文獻對沖擊阻尼器進行了大量研究,研究結果表明其應用到車刀磨削裝置中具有較好的減震效果[5-7]。然而在應用過程也存在一個問題,即該措施具有非線性特征,導致在實際應用中非常困難,于是文章針對該問題,對車刀磨削裝置進行創新研究,使得沖擊阻尼器能夠發揮實際作用。
1? ? ?磨削振動建模
車刀磨削裝置在應用過程因為振動會影響加工質量,文章首先對車刀振動進行分析,看其對工件表面質量的影響程度。
圖1表示的是刀具向x方向進行振動時對工件表面質量的影響,圖2為刀具向y軸方向振動時對工件質量的影響,兩者都會對工件表面造成一定程度的粗糙度。設x(t)和y(t)分別為沿x軸和y軸方向的振動量,于是可以得到不同方向的投影和,工件半徑用R進行表示,如公式(1)所示。
其中Kr可以通過切削力系數辨識進行獲取,于是可以將看為時常數。通過對上述公式進行分析,可以得到R>y(t),。
于是刀具在x方向上振動時對工件表面的影響更大,所以在設計減震時需要減低徑向切削方向的振動。于是設計了如圖1所示的車刀磨削裝置,其中安裝了基于沖擊小球的阻尼器。需要對阻尼器的參數進行設計,目的在于提高車削穩定性和臨界穩定切深。該深度可以用下面公式進行表示。
公式(2)中,Kf表示的含義為切削力系數,a表示方向系數,表示臨界穩定切深,G(w)表示的含義是頻響函數實部,n表示的是主軸轉速。
2? ? ?沖擊阻尼建模和優化
文章需要將刀桿簡化為歐拉-伯努利,然后再進行建模,且在建模過程中不需要考慮到截面繞中心軸轉動的慣性效應和剪切變形,于是得到有阻尼梁的彎曲振動如公式(3)所示。
另外,小球的振動如公式(4)所示。
上述公式中,ρ、A和I表示的是梁的密度、截面和慣性矩,E表示的是楊氏模量,τ表示的是材料粘性阻尼系數,W(x,t)表示的是懸臂梁的位移,f(x,t)表示的是激振力,m2和z表示的是沖擊小球的質量和位移,b表示的是小球運動的單側間隙。
W(x,t)可以用下面公式進行表示,其中運行到了模態疊加法,該公式中涉及到的模態坐標用qj(t)進行表示,模態振動使用φj(x)進行表示,其中j表示的是模態階數,且。
通過上述分析之后,就可以計算出模態振型和模態坐標。
內部沖擊小球會發生碰撞,于是根據碰撞理論和動量守恒,得到如下所示的公式(6),其中r表示的是恢復力系數,“+”和“-”分別表示的是碰撞前和后。
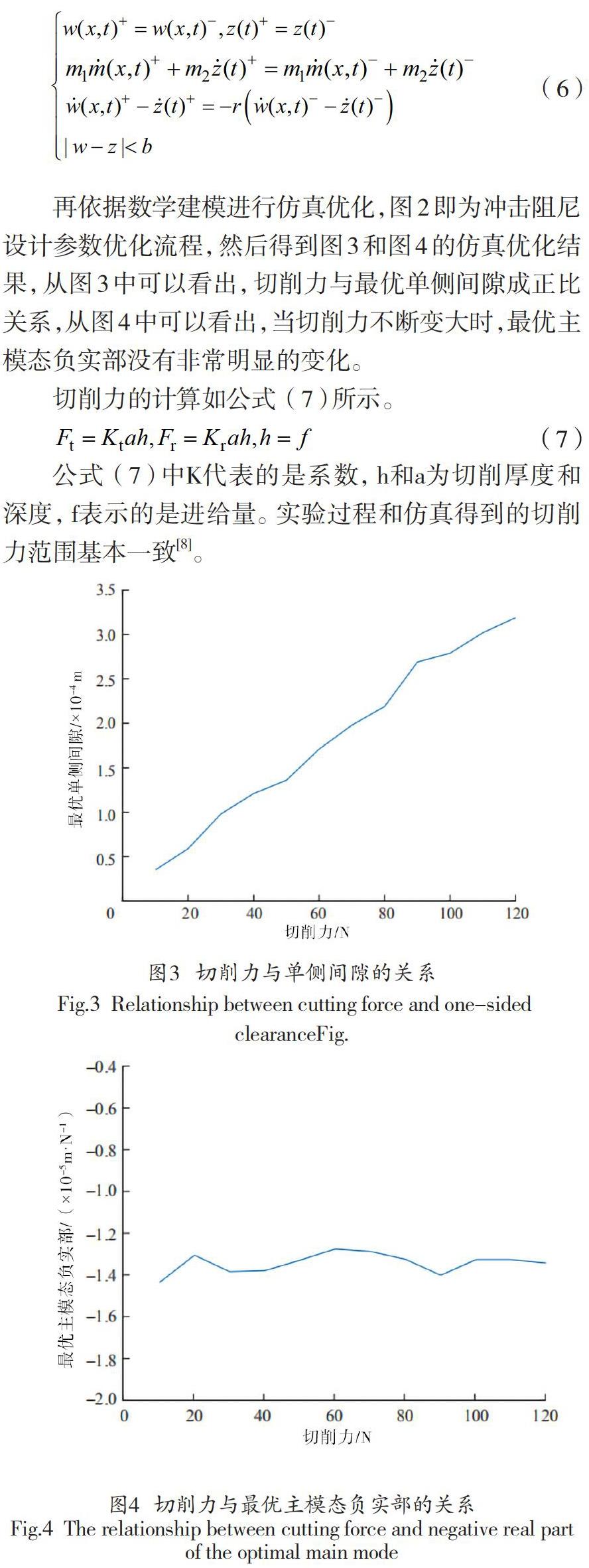
再依據數學建模進行仿真優化,圖2即為沖擊阻尼設計參數優化流程,然后得到圖3和圖4的仿真優化結果,從圖3中可以看出,切削力與最優單側間隙成正比關系,從圖4中可以看出,當切削力不斷變大時,最優主模態負實部沒有非常明顯的變化。
切削力的計算如公式(7)所示。
公式(7)中K代表的是系數,h和a為切削厚度和深度,f表示的是進給量。實驗過程和仿真得到的切削力范圍基本一致[8]。
3 減震車刀設計
根據上述建模與仿真分析之后,然后再對阻尼器和車刀的參數進行設計。減震車刀磨削裝置如圖5所示,從圖中可以看出相關參數的設定,其中刀桿設計總懸長為175mm,長徑比設置為7。刀片厚度設置為3.969mm,后角為7°,屬于三特維克專用刀片。所設計的導向孔直徑為12.5mm,其中存在1個小球,該小球的直徑為12mm,小球將會沿x軸進行運動。當需要調節單側間隙大小時可以使用增加或者減少墊片數量的方式。
4 車刀磨削裝置的測試
為了驗證減震車刀磨削裝置的效果,對圓柱工件進行內圓車削實驗。實驗過程中使用工業麥克風收集振動噪聲信號,使用哈量2205型測量儀檢測工件表面粗糙程度。表1即為沖擊阻尼器的相關參數。實驗分為兩組,一組為不適用阻尼器的車刀磨削裝置,另1組為減震車刀磨削裝置,通過對比試驗研究,驗證減震車刀磨削裝置的性能。然后會選擇3組切削參數進行實驗。
1)切深ap=0.2mm,轉速n=400r/min。在該參數條件下進行實驗研究,得到的結果如圖6所示,結果表明,與無阻尼器車刀磨削裝置相比,減震車刀磨削裝置的振動加速度、振動噪音和工作表面粗糙度都有所下降,通過計算之后,得到這3者的降幅分別為43.6%、25%和62%。
2)切深ap=0.2mm、轉速n=550r/min。在該參數條件下進行實驗研究,得到的結果如圖7所示,結果表明,與無阻尼器車刀磨削裝置相比,減震車刀磨削裝置的振動加速度、振動噪音和工作表面粗糙度都有所下降,通過計算之后,得到這3者的降幅分別為42%、65%和57.8%。
3)切深ap=0.4mm、轉速n=400r/min。在該參數條件下進行實驗研究,得到的結果如圖8所示,結果表明,與無阻尼器車刀磨削裝置相比,減震車刀磨削裝置的振動加速度、振動噪音和工作表面粗糙度都有所下降,通過計算之后,得到這3者的降幅分別為57.6%、64.2%和62.9%。
通過上述三種實驗的分析,與沒有阻尼器相比,減震車刀磨削裝置能夠達到較大幅度的降振作用,所以在應用過程中有更好的穩定性能。當切深相同時,轉速更大車刀具有更好的減震效果;當轉速相同時,切深較大的車刀具有更好的減震效果。出現這種現象的主要原因在于當轉速和切深都比較小時,就會導致壓力不夠穩定,于是就會增加振動幅度。
5? ? ?實驗結果
綜上所示,文章所設計的減震車刀磨削裝置能夠用于大長徑比內孔的加工,并且具有較好的應用效果,通過所示研究表明,車刀磨削裝置在應用過程中刀具徑向振動對工件的質量影響對大,于是所設計的減震裝置主要針對該方向進行減震。與無阻尼器車刀磨削裝置相比,文章所設計的裝置能夠降低車刀加速度、振動噪音和表面粗糙度。所以文章所研究的車刀磨削裝置具有更加廣泛的應用和性能。
參考文獻
[1]張曉陽,陳靖,王春玲,等.鈦合金材料大長徑比小孔類零件內壁多余物去除技術[J].電加工與模具,2014(5) :54-56.
[2]李慧敏,閆如忠.電磁輔助支承被動阻尼減振與主動阻尼減振的比較[J].機械強度,2007,029(004) :540-543.
[3]吳秋桐,仇中軍.圓弧刃金剛石車刀研磨工藝參數研究[J].世界科技研究與發展,2016(3) :588-593.
[4]彭力明,黃清波,曠鑫文.鈴鐺型零件盲孔數控車工藝分析與工裝系統設計[J].機床與液壓,2015,43(20) :64-65+69.
[5]陸建輝,彭臨慧,李君.基于沖擊阻尼器的結構振動半主動控制研究[J].礦山機械,1999(11) :68-69+3-5.
[6]康驍,楊國軍,于溯源.輔助軸承系統軸向彈性沖擊阻尼器的設計與仿真研究[J].機床與液壓,2013(019) :125-129.
[7]魯正,張恒銳,呂西林.基于性能的調諧沖擊阻尼器優化設計研究[J].振動與沖擊,2019,38(21) :1-5+23.
[8]ALTINTASYusuf.Manufacturingautomation:metalcuttingmechanics.[J].machinetoolvibrations&cncdesign,2000,31(1) :B84.
