高強(qiáng)度級(jí)40CrNi2MoA輥套產(chǎn)品成型優(yōu)化研究
2020-12-17 03:13:00王成武
天津冶金 2020年6期
關(guān)鍵詞:變形
王成武
(天津特鋼精鍛有限公司,天津300300)
0 引言
隨著采礦業(yè)的發(fā)展,采礦面臨的惡劣工況環(huán)境、高品質(zhì)的礦產(chǎn)設(shè)備以及長(zhǎng)壽命設(shè)備的關(guān)鍵部位零件等因素對(duì)礦山設(shè)備中的輥套產(chǎn)品提出了更高的質(zhì)量要求。礦產(chǎn)設(shè)備有一些易損件只要在特定的部位磨損到一定的尺寸后就失效報(bào)廢,如果整個(gè)易損件都采用硬度很高的耐磨材料的話就會(huì)造成材料浪費(fèi)。因此,提高輥套產(chǎn)品的綜合力學(xué)性能指標(biāo)及產(chǎn)品質(zhì)量,延長(zhǎng)輥套的使用壽命進(jìn)而降低采礦成本具有很大的現(xiàn)實(shí)意義。
收稿日期:2020-09-25
作者簡(jiǎn)介:王成武(1984—),男,工程師,現(xiàn)從事材料加工過(guò)程、環(huán)件軋制技術(shù)的研究。
輥套產(chǎn)品在工作過(guò)程中最主要的工作區(qū)域及方向?yàn)橥獗砻婧蛨A周切向方向,通過(guò)塑性變形及材料流動(dòng)的方式,使得產(chǎn)品外徑區(qū)域的材料獲得充分的變形,打碎大的晶粒組織,材料更加致密,進(jìn)而使得產(chǎn)品外徑方向獲得細(xì)小的切向軋制形態(tài)的晶粒組織,對(duì)提高產(chǎn)品在使用過(guò)程中的綜合性能具有很大的意義。本文通過(guò)對(duì)鍛造、徑向軋制的成型方式的研究、試制和理論分析,提出了一種提高此類產(chǎn)品外圓部位使用性能的成型方式,即鍛造成型與軋制成型相結(jié)合的成型方式,替代了傳統(tǒng)的單一鍛造的成型方式,并開展了工藝研發(fā)和生產(chǎn)實(shí)踐。
1 輥套產(chǎn)品技術(shù)要求
1.1 產(chǎn)品性能要求
輥套產(chǎn)品力學(xué)性能要求見表1。
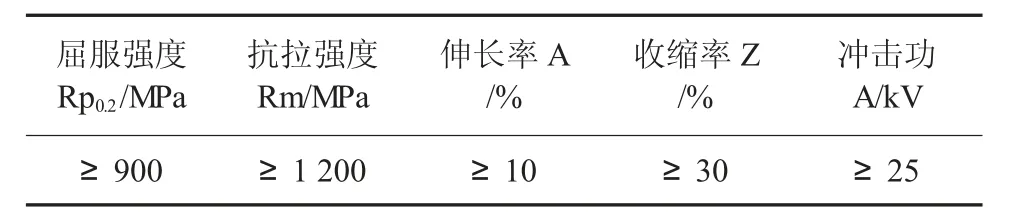
表1 力學(xué)性能要求
1.2 常用輥套產(chǎn)品尺寸規(guī)格
常用輥套產(chǎn)品尺寸規(guī)格見表2。

表2 常規(guī)產(chǎn)品規(guī)格
1.3 材質(zhì)化學(xué)成分
40CrNi2MoA材質(zhì)輥套產(chǎn)品的化學(xué)成分見表3。

表3 40CrNi2MoA合金鋼主要化學(xué)成分 /%
2 輥套產(chǎn)品鍛造成型過(guò)程分析
40CrNi2MoA輥套的傳統(tǒng)鍛造工藝為:下料、滾圓、鐓粗、沖孔、芯軸拔長(zhǎng)、芯棒擴(kuò)孔。該工藝存在以下主要問(wèn)題:
(1)輥套外徑區(qū)域部分變形不均勻。在芯軸拔長(zhǎng)、擴(kuò)孔階段要保證工件各個(gè)部分下壓量及變形程度一致幾乎是不可能的,這也是導(dǎo)致了后面分析組織性能不均勻的原因之一。金屬塑性變形量對(duì)最終產(chǎn)品的微觀晶粒組織影響較大,變形程度過(guò)小,則不能起到細(xì)晶強(qiáng)化、提高力學(xué)性能作用,變形程度過(guò)大,不僅不會(huì)提高力學(xué)性能,還會(huì)產(chǎn)生流線組織,使得金屬各項(xiàng)異性明顯,當(dāng)變形不均勻時(shí),區(qū)域之間就產(chǎn)生較大性能差異,且由于變形量之間的差異,會(huì)有較大殘余應(yīng)力。
(2)加工余量過(guò)大。在后續(xù)加工過(guò)程中將變形充分的外徑區(qū)域加工去除,這種現(xiàn)象是不可避免的,且從經(jīng)濟(jì)考慮,加工余量大,提高生產(chǎn)成本。由于自由鍛成型在尺寸控制方面不太精確,傳統(tǒng)成型工藝的缺陷,極大了限制了對(duì)于最終產(chǎn)品的力學(xué)性能。
3 輥套產(chǎn)品成型工藝的優(yōu)化
為切實(shí)提高產(chǎn)品質(zhì)量及解決變形不均勻、加工余量過(guò)大導(dǎo)致去除量大的問(wèn)題,對(duì)40CrNi2MoA輥套產(chǎn)品成型工藝進(jìn)行了優(yōu)化。主要工藝包括:下料、滾圓、鐓粗、沖孔、芯軸拔長(zhǎng)、輾環(huán)。首先在壓機(jī)上進(jìn)行鐓粗、沖孔、芯軸拔長(zhǎng)的工藝操作,且在壓機(jī)上將鍛件高度控制到設(shè)計(jì)尺寸;然后在環(huán)軋機(jī)設(shè)備上進(jìn)行輾環(huán)工藝操作,輾環(huán)過(guò)程中只進(jìn)行徑向軋制變形,獲得軋制態(tài)的組織。碾環(huán)軋制示意圖見圖1。

圖1 碾環(huán)軋制示意圖
3.1 輥套輾環(huán)軋制成型工藝計(jì)算
3.1.1 輥套輾環(huán)軋制瞬時(shí)外徑Dt與瞬時(shí)內(nèi)徑dt
通過(guò)采用deform有限元分析軟件對(duì)成型過(guò)程進(jìn)行模擬,基于塑性理論計(jì)算軋制過(guò)程中芯輥、錐輥的運(yùn)動(dòng)方程,假設(shè)坯料于各輥之間無(wú)相對(duì)摩擦,假設(shè)軋制前坯料初始外徑、內(nèi)徑、壁厚、和軸向高度分別為D0、d0、B0、和H0,軋制過(guò)程中瞬時(shí)外徑、內(nèi)徑、壁厚、軸向高度分別為Dt、dt、Bt、Ht,根據(jù)軋制過(guò)程中塑性變形體積不變有:

根據(jù)幾何關(guān)系,初始厚度與初始內(nèi)徑、初始外徑關(guān)系以及瞬時(shí)厚度與瞬時(shí)外徑、內(nèi)徑之間關(guān)系有[1]:

將式(2)代入式(1)可以得到,瞬時(shí)外徑Dt與瞬時(shí)內(nèi)徑dt:

3.1.2 輥套輾環(huán)軋制外徑擴(kuò)大速度Dt與內(nèi)徑擴(kuò)大速度d′t
通過(guò)Dt與dt對(duì)時(shí)間求導(dǎo)可以得到外徑擴(kuò)大速度D′t與內(nèi)徑擴(kuò)大速度d′t[2]:

3.1.3 坯料瞬時(shí)角速度ωt與芯輥角速度ω2
Vb為芯輥進(jìn)給速度,Vh為芯輥下壓速度,由于保證軸向厚度不變,因此Vh=0。通過(guò)以上公式得到計(jì)算軋制過(guò)程中導(dǎo)輥的運(yùn)動(dòng)軌跡。
假設(shè)驅(qū)動(dòng)輥在軋制過(guò)程中角速度不變,有坯料瞬時(shí)角速度:

式中,ωt為坯料瞬時(shí)角速度,ω0為驅(qū)動(dòng)輥角速度。
在軋制過(guò)程中芯輥線速度與坯料內(nèi)徑線速度相同,因此有芯輥瞬時(shí)角速度計(jì)算公式:

式中,ω2為芯輥角速度,D2為芯輥直徑。
3.1.4 徑向軋透的最小軋制每轉(zhuǎn)進(jìn)給量Δhmin
軋制過(guò)程中,為保證材料變形趨于一致,保持成形過(guò)程的組織均勻性,應(yīng)該滿足鍛透條件,根據(jù)塑性成形滑移線理論,有:

式中,L為坯料與軋輥接觸弧長(zhǎng),Ha為坯料徑向平均厚度。Ha計(jì)算公式為:

式中,D0為初始坯料外徑,d0為初始坯料內(nèi)徑。
根據(jù)軋制關(guān)系,在軋制過(guò)程中某一時(shí)刻,軋制后的坯料徑向厚度為h,未通過(guò)軋輥部分徑向尺寸為h0,進(jìn)給量為Δh,所以h0=h+Δh,則有坯料徑向瞬時(shí)平均厚度ha:

將式(11)代入式(9)有:

式中,Δhmin為徑向軋透的最小軋制每轉(zhuǎn)進(jìn)給量,R為坯料外徑,r為坯料內(nèi)徑,R1驅(qū)動(dòng)輥半徑,R2為芯輥半徑。
通過(guò)公式(12)可以說(shuō)明,軋制過(guò)程中坯料是否軋透與芯輥半徑、驅(qū)動(dòng)輥半徑、坯料內(nèi)徑外徑都有關(guān),且Δhmin值由于軋制過(guò)程中坯料內(nèi)徑外徑變化一直處于變化中。
3.1.5 徑向軋制的最大每轉(zhuǎn)進(jìn)給量Δhmax
假設(shè)軋制時(shí)坯料內(nèi)徑與外徑切線方向?yàn)閄方向,芯輥與驅(qū)動(dòng)輥圓心連線方向?yàn)閅方向,為保證軋制過(guò)程的咬入條件,X方向合力方向應(yīng)當(dāng)與軋制旋轉(zhuǎn)方向一致,Y方向合力為0,因此有

式中,β為摩擦角,α1為驅(qū)動(dòng)輥與環(huán)件夾角,α2為芯輥與環(huán)件的接觸角。

將式(14)代入式(13)整理得到:

式中,Δhmax為徑向軋制的最大每轉(zhuǎn)進(jìn)給量。
綜上所述,由公式15與公式12可以得到軋制過(guò)程中每轉(zhuǎn)進(jìn)給量的范圍。本文軋制過(guò)程中軸向厚度不變,因此不考慮軸向方向軋制條件。
3.2 輥套輾環(huán)軋制等效應(yīng)變、晶粒演變模擬計(jì)算
通過(guò)模擬計(jì)算對(duì)輾環(huán)軋制變形過(guò)程中的等效應(yīng)變及晶粒演變過(guò)程進(jìn)行模擬計(jì)算,等效應(yīng)變的變化基本呈線性趨勢(shì),徑向部分的變形量及變形速率趨于一致;在晶粒演變過(guò)程中,通過(guò)徑向方向查看,晶粒存在明顯被拉長(zhǎng)的情況,通過(guò)切向(即圓周)方向查看,晶粒大小趨于均勻一致,與設(shè)想情況接近一致,如圖3所示。

圖3 輾環(huán)軋制過(guò)程中晶粒演變過(guò)程模擬
3.3 輥套成型工藝優(yōu)化的實(shí)際驗(yàn)證
通過(guò)鍛造、環(huán)軋方式生產(chǎn)的輥套避免了不均勻變形,特別是在徑向(壁厚)部位的變形以及變形量過(guò)小不易改善宏觀組織結(jié)構(gòu)的問(wèn)題[2]。鋼錠下料后經(jīng)過(guò)鍛造變形及軋制變形,鍛造壓縮比及軋制壓縮比在6~9左右,終鍛溫度控制合理,避免溫度過(guò)高,晶粒粗大的現(xiàn)象,在加工完成后,在輥套本體徑向0°、180°,切向0°、180°取樣進(jìn)行分析對(duì)比,晶粒組織均勻。在徑向金相中可看出被軋長(zhǎng)的晶粒,在切向金相中,可看出晶粒細(xì)化均勻,晶粒度評(píng)級(jí)在7~9級(jí),如圖4所示。

圖4 實(shí)際經(jīng)過(guò)鍛造及軋制變形后的金相組織
4 結(jié)語(yǔ)
通過(guò)對(duì)40CrNi2MoA材質(zhì)輥套產(chǎn)品成型工藝的研究、分析和對(duì)比,確定了采用鍛造、環(huán)形軋制相結(jié)合的成型方式替代傳統(tǒng)單一鍛造的成型方式,最終在外圓區(qū)域得到切向軋制形態(tài)均勻的晶粒組織,從而獲得了力學(xué)性能優(yōu)良、性價(jià)比高的輥套產(chǎn)品。
(1)采用優(yōu)化成型工藝后,較傳統(tǒng)鍛造成型方式,加工工藝余量減少,可提高成材料2%~3%左右,具有一定的經(jīng)濟(jì)效益;
(2)成型工藝優(yōu)化后,輥套產(chǎn)品的最終性能滿足客戶要求、質(zhì)量穩(wěn)定,工作面的壽命及使用效果較傳統(tǒng)方式提高顯著。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
