核主泵推力軸承高性能制造原理及其應用研究
2020-12-18 08:01:38雷明凱李夢啟郭東明
中國核電 2020年5期
雷明凱,李夢啟,郭東明
(1.大連理工大學,遼寧 大連 116024;2.哈電集團哈爾濱電氣動力裝備有限公司,黑龍江 哈爾濱 150040)
大功率核主泵主要有軸封式、屏蔽式和濕繞組式3種類型,均采用立式轉子結構,分別依靠軸向和徑向推力軸承定位支承,保證全工況下穩定運轉。核主泵推力軸承主要由可傾式推力瓦、推力盤或泵軸軸套、定位機構和支承機構組成。作為以工質水或專用油做潤滑劑的高度非線性動力系統,是核主泵制造難度最大的關鍵部件[1-2]。推力軸承設計、加工和檢測的高性能要求主要包括3個方面:第一,在高速重載條件下形成良好的潤滑液膜,提供推力瓦整體高承載能力,通常水膜厚度為10~50 μm,油膜厚度為40~100 μm;第二,軸承零部件對于加工、裝配和使役產生的動力結構偏差具有自適應調整功能,保持推力瓦間載荷協調和均衡;第三,在啟停、惰轉、失水等瞬變和災變工況下,混合潤滑狀態的摩擦副保證良好的自潤滑和耐磨損性能[3-4]。
普通推力軸承利用常規制造方法,按照精確設計的幾何尺寸及公差范圍加工,滿足零部件性能要求[5-6]。對于大功率核主泵推力軸承,傳統制造方法直接加工出幾何精度要求的零部件時,加工引起的材料特性變化可能導致推力軸承性能難以達標。水潤滑軸向推力軸承石墨基材料可傾瓦的上表面為微米級高度弧面,下表面與馬氏體不銹鋼瓦基完全平面接觸,保證推力瓦形成有效的動壓潤滑水膜。在核主泵正常使役條件下,精密加工的石墨瓦表界面完整性變化改變了力、熱載荷作用的變形規律,造成精準調控石墨瓦變形量的困難,嚴重影響了推力軸承的承載和均載性能。在低速運轉等瞬變工況時,與Stellite耐磨合金推力盤之間的混合潤滑狀態,導致石墨瓦面溫度急劇上升,發生深度磨損甚至破壞。屏蔽式核主泵推力軸承惰轉時曾出現石墨瓦燒瓦、熱應力沖擊開裂等嚴重磨損現象[7]。推力盤因泵軸振動發生的靜、動態傾斜,不僅降低了軸向和徑向推力軸承穩定性,而且造成支承機構磨損和疲勞失效,加工引起的零部件表界面完整性變化,也成為影響支承機構協調和均衡作用的決定因素[8]。
為了解決核主泵推力軸承可傾瓦變形過大、摩擦磨損量偏高,以及結構振動等制造難題,系統開展了推力軸承設計加工檢測一體化的高性能制造原理研究,提出了面向材料的高性能設計加工檢測正問題和反問題復合求解原則,發展出以制造的表界面完整性為性能控制量的零部件設計加工檢測方法,實現了推力軸承推力瓦、定位機構和支承機構等關鍵零部件的高性能制造,旨在發展我國核主泵推力軸承自主化制造理論和技術。
1 核主泵推力軸承設計加工檢測一體化的高性能制造原理
針對核主泵推力軸承高承載、均載能力和耐磨損抗沖擊性等高性能要求,推力軸承基于性能的設計加工檢測一體化制造目標描述為
A(G,M,S,C,P)X=B
(1)
式中:B為推力軸承性能參數;G,M,S為幾何、材料和結構參數;C為使役條件;P為制造工藝參數,A為G,M,S,C,P共同作用的參數X與B的依賴關系。在推力軸承設計時,X為G,M,S,是一個由B出發確定零部件G,M,S的反問題;在加工時,X為P,是一個由P出發獲得具有B的零部件G,M,S的正問題;在檢測時,X為輸入信號,B為輸出信號,是一個獲得零部件G,M,S,以及B的服務于設計與加工的反問題。
圖1給出了推力軸承設計加工檢測一體化的高性能制造路線圖。推力軸承高性能設計、加工和檢測的正問題和反問題,是以表界面完整性調控為核心的推力軸承性能與幾何、材料、結構間各環節的正向和反向關聯,依靠3條路徑:
1)高性能加工的正問題路徑
基于零部件加工的不可逆熱力學理論,利用不依賴于具體工藝參數的加工過程量向所制造的零部件輸入能量流和物質流,在力、熱、化學等加工工藝載荷作用下,減控零部件幾何、材料、結構等多元耦合約束,建立材料加工載荷的應力場、溫度場和化學位場環境,揭示與零部件表界面完整性變化相關的加工過程印記,依據可控的表界面完整性與零部件性能的關系,建立以表界面完整性為性能控制量的零部件幾何、材料、結構的加工體系[9-10]。
2)高性能設計的反問題路徑
考慮推力軸承服役條件等效的加工工藝載荷作用,面向材料正則化解決加工體系的反問題,利用數據正則化、模型正則化和加工過程印記分析,獲得表界面完整性與材料加工載荷、加工工藝載荷和加工過程量的適定關系,建立由性能到零部件幾何、材料、結構的設計體系[11]。
3)高性能檢測的反問題路徑
設計與加工的正和反問題共性環節中參數,如G,M,S,加工工藝載荷,材料加工載荷,表界面完整性和性能等都可是被檢測的參數,使檢測反問題成為參數識別問題或者混合問題,服務于設計與加工的參數檢測,提供了設計加工檢測一體化的實驗證據和高性能制造的質量保證。
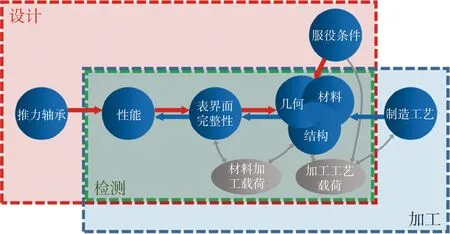
圖1 核主泵推力軸承設計加工檢測一體化的高性能制造路線圖Fig.1 High performance manufacturing roadmap forintegrated design,processing and evaluation ofthrust bearings of primary pump
圖2給出了推力軸承推力瓦設計加工檢測一體化的高性能制造流程圖。推力軸承推力瓦的制造流程,包括了高性能制造正和反問題復合求解的3個要點:一是推力瓦加工的表界面完整性調控是設計加工檢測正和反問題的核心點。分別通過加工過程量和服役條件轉化為共性的力、熱、化學等能量和物質傳遞的加工工藝載荷,通過減控零部件G,M,S等多元耦合約束,建立表界面完整性與應力場、溫度場和化學位場等材料加工載荷的適定關系,確定了由推力軸承B到零部件G,M,S設計加工檢測的一體化路線。二是推力軸承制造反問題的面向材料正則化求解方法。利用數據正則化、模型正則化和加工過程印記分析,對于G,M,S等信息不完全的正問題和性能B檢測不足的反問題提供一個總體求解方案,在設計與加工正向求解基礎上將問題轉化為參數識別問題,所有未知參數都是通過交替進行設計與加工正反分析的迭代過程確定[12]。三是高性能制造參數選取與優化。以基于知識方法取代實驗迭代的試錯法,通過可控的表界面完整性設計零部件G,M,S,同時確定和優化零部件的加工過程量,選擇滿足高性能要求的加工制造方法和工藝條件P,實現推力軸承的高性能制造。

圖2 推力軸承推力瓦設計加工檢測一體化的高性能制造流程圖Fig.2 High-performance manufacturing flow chart forintegrated design,processing and evaluation of thrustpads in thrust bearing of primary pump
2 推力軸承可傾式推力瓦形性協同設計方法與制造工藝
針對推力瓦瓦面存在的熱瞬態變形和抗沖擊性較差問題,選用強韌性優異且具有自潤滑摩擦磨損性能的碳纖維增強聚芳醚熱塑性樹脂基復合材料[13-14]。優選碳纖維增強樹脂基復合材料推力瓦模壓成型工藝,對各溫度和應變速率下樹脂基復合材料的應力應變曲線進行擬合,采用修正的樹脂基復合材料粘塑性模型建立本構方程。模壓成型物理模型由推力瓦瓦片、模具和排氣流道等組成,獲得推力瓦在模壓過程中各個時間步的溫度分布,并導入有限元模型,建立最大熱能、彈性應變能與碳纖維分散、彈性變形、界面狀態的定量關系,加工正向求解出推力瓦在保壓、模內冷卻、零件頂出和模外冷卻等階段的表面形貌和殘余應力等表界面完整性參數變化。推力瓦的表面形貌、織構化及其滑移特性是流體動壓潤滑主要的G,M,S參數,基于界面滑移和空化作用修正Reynolds方程的參變量變分原理,考慮碳纖維增強樹脂基復合材料加工表面宏微尺度共存的形貌影響,在應變梯度理論框架下,利用尺度依賴非局部彈塑性本構關系建立推力軸承跨尺度混合潤滑模型[15-16],利用包括瞬變和災變等全工況下推力軸承界面潤滑機理,設計正向求解出提高推力軸承承載能力的推力瓦滑移面設計參數。圖3給出了核主泵推力軸承樹脂基復合材料推力瓦、對比的Babbitt合金和剛性瓦,在1 485 r/min工況下,瓦面滑移特性對軸向推力軸承最小液膜厚度的影響作用。成型加工表面滑移特性改變,最小液膜厚度可從14 μm增加至26 μm,顯著提高了推力軸承極限剪切應力和承載能力。
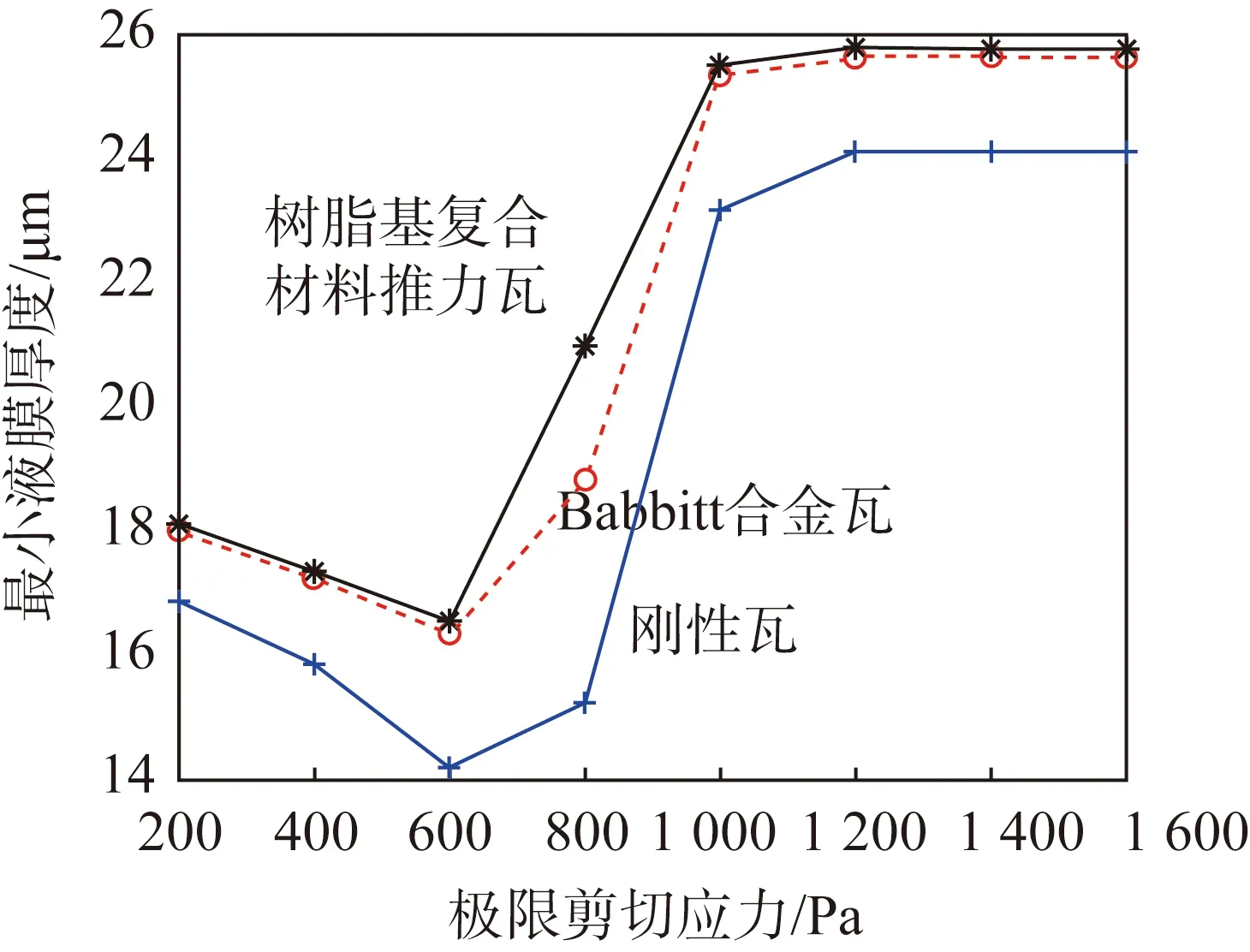
圖3 推力軸承可傾式推力瓦表面滑移特性對最小液膜厚度影響規律Fig.3 Influence of surface sliding characteristicsof thrust pads on minimum liquid film thicknessof axial thrust bearings
碳纖維增強聚芳醚熱塑性樹脂基復合材料推力瓦具有中心網格陣列織構和邊緣楔形面復合結構,在低、高PV運行下瓦面中心彈性變形和整體彈性變形的自適應控制,保證了全工況下推力軸承彈流潤滑性能和混合潤滑性能。圖4給出了碳纖維增強聚芳醚復合材料推力瓦與Stellite 12合金對磨副水潤滑比磨損率和磨損表面形貌照片。碳纖維增強樹脂基復合材料推力瓦隨PV值=7.0~13.5 MPa·ms-1增加的比磨損率降低,為10-7mm3·N-1·m-1量級。Stellite 12合金的比磨損率則隨PV值逐漸增大,為10-8mm3·N-1·m-1量級,高PV值復合材料推力瓦和Stellite 12合金的比磨損率趨于接近。
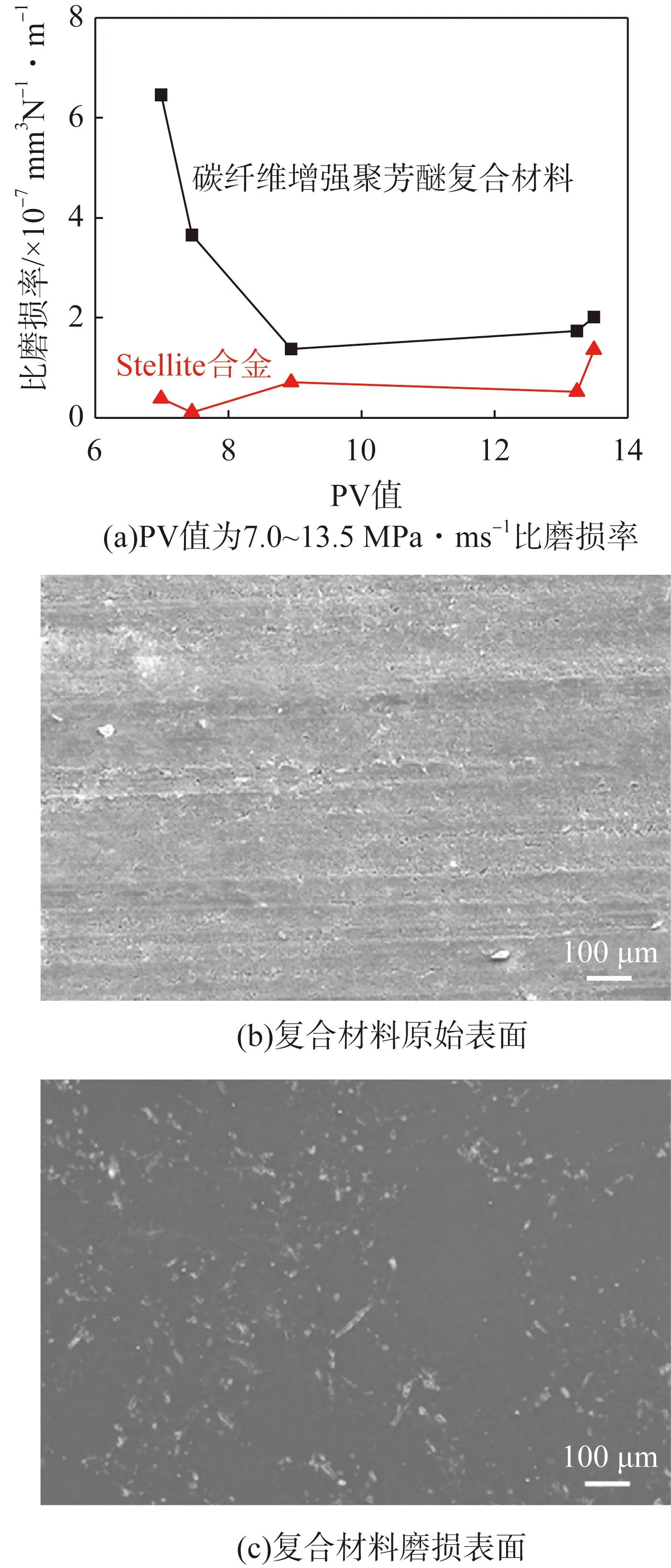
圖4 碳纖維增強聚芳醚復合材料與Stellite合金水潤滑磨損實驗結果Fig.4 Wear tests of the CFR polyarylethercomposites with Stellite alloy
圖5給出了軸向推力軸承可傾式推力瓦樹脂基復合材料與瓦基界面附著性超聲無損檢測結果。采用5~30 MHz聚焦探頭水浸耦合掃描和超聲透射法,檢測碳纖維增強聚芳醚熱塑性樹脂基復合材料瓦面與不銹鋼瓦基界面結合質量,通過超聲回波和透射信號幅值判定界面粘著狀態,推力瓦模壓加工的界面未見脫粘等缺陷,實現了可傾式推力瓦形性協同設計與制造。

圖5 推力軸承可傾式推力瓦樹脂基復合材料與瓦基界面附著性超聲無損檢測結果Fig.5 Ultrasonic nondestructive evaluation of adhesionbetween CFR polyarylether composite and pad base ofthrust pads in thrust bearings
3 推力軸承定位機構抗沖擊設計方法與制造工藝
推力軸承定位機構用于可傾式推力瓦自適應擺動特性的定位限位,在正常工況下微動摩擦接觸限位,在啟停和事故等瞬態工況下緩沖間隙碰撞限位,保證推力瓦穩定偏轉和載荷均衡,減少軸向和徑向振動沖擊。定位機構的定位塊和定位銷釘,在水潤滑摩擦磨損和沖擊載荷下服役,選用高硬耐磨WC-Ni硬質合金,過盈裝配固定的定位銷釘與定位塊橢圓形限位孔穿插結構設計。采用高速火焰噴涂(HVOF)硬質合金涂層、電火花沉積或感應熔覆過渡層的覆層制造熱力學模型,分析噴涂WC-Ni涂層的燃料流量絕對值及比率、噴涂距離、噴涂角度等工藝參數,結合高速噴涂粒子熱輻射及運動軌跡的實時檢測,提取沉積粒子溫度和速度等加工過程量,構建對應于沉積過程熱、力、化學等加工工藝載荷的覆層溫度場和應力場,揭示與硬質合金覆層顯微硬度和界面斷裂韌性定量關聯的加工過程印記。圖6給出了HVOF噴涂粒子速度和溫度等加工過程量對WC-Ni硬質合金涂層顯微硬度和界面斷裂韌性的影響作用結果。當WC-Ni粒子速度相同時,隨粒子溫度從2 080~2 110 K升至2 220~2 245 K,覆層顯微硬度相應提高,確定粒子溫區下,顯微硬度隨粒子速度單調增加。利用硬質合金覆層界面斷裂韌性檢測方法,對定位機構覆層零件界面結合強度定量評價,作為定位機構的抗沖擊性能控制量。

圖6 HVOF噴涂粒子速度和溫度對WC-Ni硬質合金涂層顯微硬度和界面斷裂韌性影響Fig.6 WC-Ni cemented carbide coating microhardnessand interfacial fracture toughness dependent on sprayedparticles velocity and temperature by HVOF

圖7 HVOF噴涂硬質合金覆層制造的推力軸承定位機構零件照片Fig.7 Photographs of thrust bearing positioning partsmanufactured by HVOF sprayed cemented carbide coatings
圖7給出了HVOF噴涂硬質合金覆層制造的推力軸承定位塊和定位銷釘照片。依據高硬度和成分梯度結構WC-Ni硬質合金覆層零件設計,優化斜角掃描噴涂工藝,以及涂層與過渡層厚度、材料和結構,覆層界面不發生開裂的高結合強度,消除了核主泵推力軸承定位機構采用硬質合金體材料常規設計潛在的脆性斷裂風險,實現了大尺寸推力軸承定位機構的抗沖擊制造。
4 推力軸承支承機構魯棒設計方法與制造工藝
大尺寸軸向推力軸承支承機構結構復雜,由推力瓦對應的一組上下交錯搭接的平衡梁組成,搭接處通過滾柱支承,采用彈簧預緊保證結構完整性[17-18]。各可傾瓦之間有效平衡承載,保證均載減磨和抗震性能要求,魯棒設計降低平衡搭塊式支承機構穩定性對加工和裝配精度的嚴重依賴。利用熱處理和低溫離子注滲支承機構零件的非線性動力學保辛模型,建立零件最大熱能、存儲彈性應變能與硬度、彈性模量的定量關系,提出滿足支承機構性能要求的載荷方差和振動位移為目標函數的魯棒設計。圖8給出了推力軸承推力瓦制造誤差對支承系統載荷方差的影響作用結果。載荷方差越小表明推力軸承支承系統均載能力越強。平衡梁結構在推力瓦制造誤差150 μm產生的推力軸承載荷方差,與無平衡梁結構支承系統的20 μm的制造誤差相當,平衡梁支承結構可有效提高推力瓦間的均載能力。

圖8 推力瓦制造誤差對推力軸承支承系統載荷方差影響分析結果Fig.8 Influence of thrust pad manufacturing error onload variance of thrust bearing support system
通過優化零部件尺寸范圍,確定平衡梁、滾柱耐磨損和抗疲勞的強韌性制造工藝。采用離子注滲技術[19],對17-4 PH馬氏體不銹鋼400~450 ℃低溫表面強化,深度為20~30 μm具有殘余壓應力的表面改性層提供有效的耐磨抗疲勞性能,表面粗糙度不發生明顯改變,保證了水潤滑軸承支承結構的平衡精度和靈敏度,滿足了核主泵系統動力學特性要求。
在大功率核主泵推力軸承設計加工檢測一體化的高性能制造原理指導下,利用形性協同的模壓成型工藝、抗沖擊覆層制造工藝,以及具有魯棒性的強韌性制造工藝,實現了碳纖維增強樹脂基復合材料的軸向和徑向推力軸承高性能制造。圖9 給出了大功率核主泵樣機在全流量試驗后軸向和徑向推力軸承照片。核主泵樣機在全流量試驗啟停工況低PV值運行下,可傾式推力瓦面中心發生彈性變形,產生網格陣列織構,改善了推力軸承的混合潤滑性能。在正常工況高PV值運行下,邊緣楔形面復合結構可傾瓦的整體彈性變形促進流體動壓潤滑,提高了推力軸承的彈流潤滑性能。因而,從源頭上保證了核主泵運行的穩定性和可靠性。

圖9 大功率核主泵樣機在全流量試驗后軸向和徑向推力軸承照片Fig.9 Photographs of axial and radial thrust bearingsprototype after testing of primary pump in full flow rig
5 結論
大功率核主泵推力軸承設計加工檢測一體化的高性能制造研究總體思路是,針對推力軸承高承載、均載能力和耐磨損抗沖擊性等性能要求,圍繞表界面完整性調控為核心的零部件幾何、材料、結構與性能關系的共性環節,發展高性能設計、加工和檢測一體化的高性能制造理論和3條互相依賴的技術路徑。依據高性能制造正問題和反問題復合求解原則,建立了零部件加工過程量、加工工藝載荷和材料加工載荷與表界面完整性的正向關系,利用面向材料的數據正則化、模型正則化和加工過程印記分析求解反向問題。在設計與加工正向求解基礎上,通過交替進行設計與加工正反分析的迭代過程確定所有未知制造參數,實現以可傾式推力瓦形性協同設計與模壓成型加工、定位機構抗沖擊設計與覆層加工,以及支承機構魯棒設計與強韌化加工為代表的推力軸承關鍵零部件的高性能制造。
致謝
大連理工大學和哈爾濱電氣動力裝備有限公司核電裝備制造研發團隊的貢獻。本文由國家重點基礎研究發展計劃項目“大功率屏蔽式核主泵自主化形性協同制造原理”(2015CB057300),國家自然科學基金項目(51601029,U1508218)資助。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
當代陜西(2020年13期)2020-08-24 08:22:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
制造技術與機床(2017年5期)2018-01-19 02:49:17
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
濰坊學院學報(2016年2期)2016-12-01 13:00:11
海峽科技與產業(2016年3期)2016-05-17 04:32:12
