改善某機(jī)渦輪葉片熒光滲透檢測背景過度的試驗(yàn)
2020-12-19 07:57:48徐亞亞劉興勇曾慶川田錦娟
無損檢測 2020年3期
徐亞亞,劉興勇,曾慶川,田錦娟
(中國航發(fā)動力股份有限公司 無損檢測中心, 西安 710021)
飛機(jī)發(fā)動機(jī)中渦輪葉片的工作條件非常惡劣,在服役過程中,既要承受復(fù)雜的應(yīng)力,又要耐受高溫腐蝕,因此渦輪葉片屬于故障率較高的零件之一。在制造過程中,設(shè)計(jì)要求采用高靈敏度的熒光滲透檢測(FPI, Fluorescent Penetration Inspection)[1-2]方法對所有表面進(jìn)行檢測,以可靠地檢測出其表面微小缺陷。
此方法檢測缺陷的原理是:在黑光照射下,依靠缺陷處熒光顯示與零件深藍(lán)紫色(金屬件)背景之間形成的較大對比度來識別缺陷。如零件出現(xiàn)過度熒光背景,就會減小缺陷顯示和檢測背景之間形成的對比度,從而降低人眼對缺陷顯示的識別度,最終可能導(dǎo)致缺陷漏檢。筆者采用理論和工藝試驗(yàn)相結(jié)合的方法,分析了熒光背景過度產(chǎn)生的原因,制定了有效的解決方法,較好地改善了該高壓渦輪葉片的熒光背景。
1 問題介紹
某機(jī)葉片材料為高溫合金,形狀較為復(fù)雜,為了獲得相對準(zhǔn)確的葉片形狀和較高的鑄造精度,通常采用100%精鑄成型工藝。通常,該工件成型制造過程分為鑄造和機(jī)械加工兩個階段。眾所周知,鑄造工藝和機(jī)械加工工藝通常會產(chǎn)生表面缺陷,這類缺陷對于航空類工件來說是不容許的。為了保證零件的表面質(zhì)量,按照設(shè)計(jì)圖紙要求,分別在零件的鑄造和機(jī)械加工階段各設(shè)置了兩次FPI[3]。
然而,實(shí)際在葉片的鑄造階段,檢測部門在鑄件成型后的第一次FPI后多次返工,原因是被檢零件表面的熒光背景過重,使得后續(xù)的熒光檢測無法進(jìn)行,甚至嚴(yán)重影響到零件的交付周期。
針對上述問題,筆者在零件第一次熒光滲透檢測前的“晶粒度腐蝕”工序和“熒光滲透檢測”工序之間增加了“吹砂”工序,較好地改善了該葉片的熒光滲透檢測背景過度的問題。
2 零件熒光滲透檢測情況
由于該零件屬于關(guān)鍵重要件,設(shè)計(jì)圖紙要求對其進(jìn)行高靈敏度的FPI。
結(jié)合零件的制造工藝及表面狀態(tài),在檢測時宜采用后乳化3級靈敏度的FPI工藝,預(yù)清洗采用水基清洗的方法。
檢測過程中,葉片出現(xiàn)過度熒光背景的階段為FPI工藝處理后,在黑光燈下觀察,零件所有表面呈現(xiàn)出較均勻的黃綠色熒光背景(見圖1)。該背景經(jīng)過擦拭后,顯示為深藍(lán)紫色,但放置了一段時間后,此熒光背景重現(xiàn)。在白光下觀察,零件表面無異常(見圖2)。
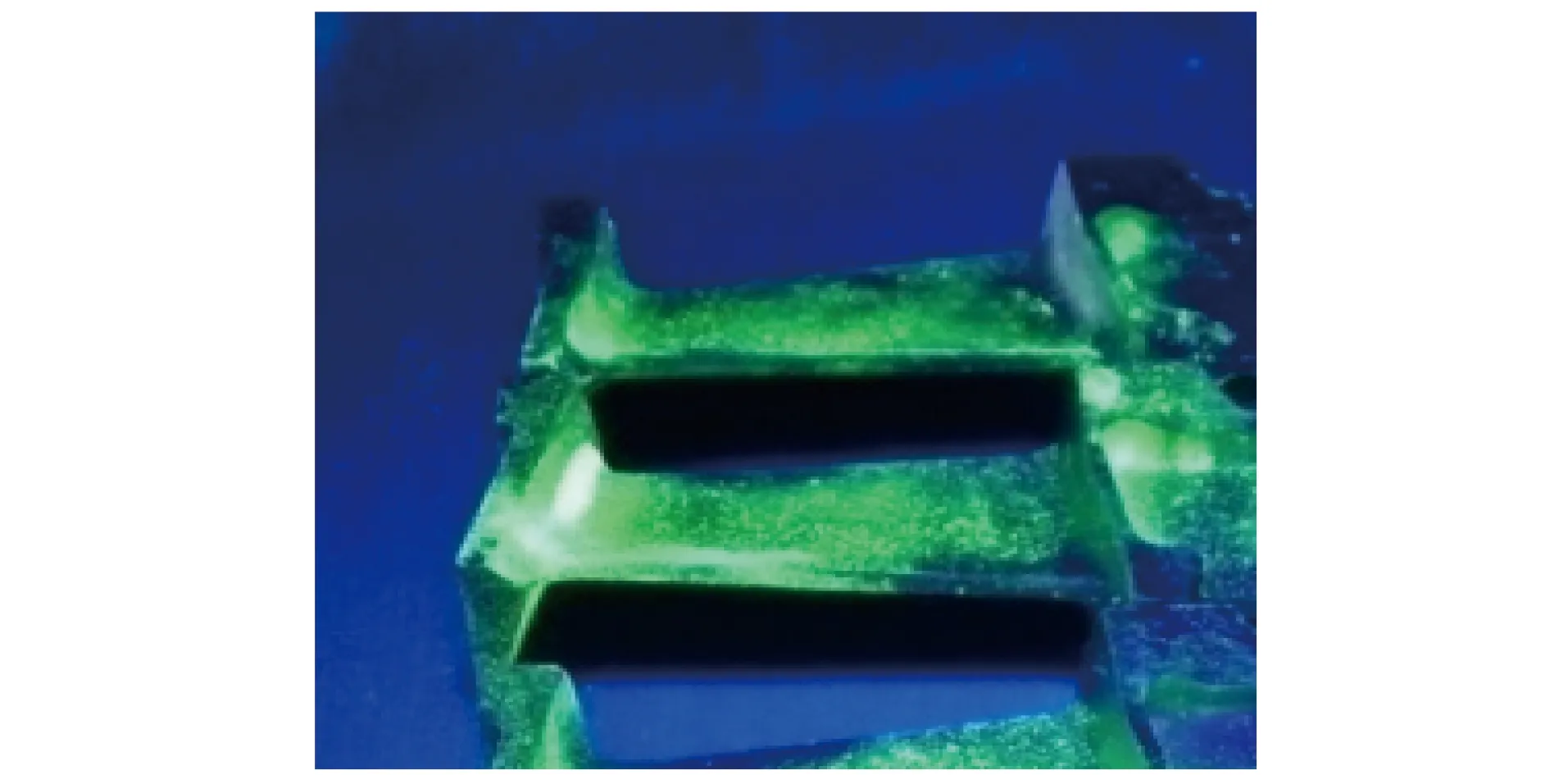
圖1 零件在黑光下的狀態(tài)

圖2 零件在白光下的狀態(tài)
3 成因分析
依據(jù)理論知識及現(xiàn)場工作經(jīng)驗(yàn)可知,熒光滲透檢測時,影響零件產(chǎn)生熒光背景的因素主要有:① 零件表面有污染物(包括目視不可見的污染物);② 零件表面有吸附性涂層或鍍層;③ 滲透前腐蝕工序的影響。針對上述原因可能產(chǎn)生的環(huán)節(jié),筆者進(jìn)行了以下的測試工作。
首先,由于對該零件進(jìn)行熒光滲透檢測前需采用水基清洗的方式對工件進(jìn)行清洗,所以針對影響因素①,先從預(yù)清洗工藝著手,復(fù)查了該零件熒光滲透檢測前的預(yù)清洗工藝程序。為此,相關(guān)人員對出現(xiàn)問題的該批零件重新進(jìn)行了徹底清洗,在保證清洗工藝合格的情況下,再次對其進(jìn)行熒光滲透檢測工藝處理。但對于經(jīng)過該工藝處理后的工件,在暗室下未發(fā)現(xiàn)與初次檢驗(yàn)相同的背景,因此排除了葉片表面存在污染物的原因。
其次,針對影響因素②,相關(guān)人員復(fù)查了該零件的鑄造工藝(其一般工藝流程為:熔煉與澆注-脫殼-切割與打刻標(biāo)記-初檢-化學(xué)除芯-吹砂-力學(xué)性能檢測-打磨修整-吹砂-表面檢查-內(nèi)腔檢查-晶粒度腐蝕-熒光滲透檢測-X射線檢測-顯微疏松檢查-外觀檢驗(yàn)-尺寸檢驗(yàn)-吹砂-冷腐蝕-熒光滲透檢查-入庫),經(jīng)過全面的流程復(fù)核后發(fā)現(xiàn),在零件鑄造過程中沒有任何會產(chǎn)生涂層或鍍層的表面處理工藝。
由于該零件在進(jìn)行熒光滲透檢測前需要進(jìn)行“晶粒度腐蝕”,問題很有可能出在晶粒度腐蝕的過程中,因此對該零件的腐蝕工藝流程進(jìn)行了重點(diǎn)分析。
熒光滲透檢測前安排“腐蝕”工序的原因?yàn)椋簾晒鉂B透檢測能檢出的缺陷類型為表面開口性缺陷(即缺陷本身是開口性的),在現(xiàn)實(shí)中缺陷的開口會因各種原因被堵塞,致使?jié)B透液無法通過滲透工序進(jìn)入缺陷,最終導(dǎo)致缺陷無法被檢出。因此,為給滲透檢測提供清潔、有效的“表面開口”,使?jié)B透液能最大程度地進(jìn)入缺陷,特別是對于某些關(guān)鍵零件,或者對于設(shè)計(jì)圖紙要求較高檢測靈敏度的零部件,一般要求在進(jìn)行熒光滲透檢測前安排腐蝕工序。
3.1 腐蝕工藝
復(fù)查該葉片的腐蝕工藝發(fā)現(xiàn)該零件在鑄造階段共經(jīng)歷過2次腐蝕工序,其區(qū)別在于第一次為晶粒度腐蝕,第二次是專為熒光滲透檢測做準(zhǔn)備的冷腐蝕。
進(jìn)一步復(fù)查該葉片晶粒度腐蝕與冷腐蝕工藝的具體工藝參數(shù)(見表1),比較兩者的工藝參數(shù)可知,所用溶液的名稱及濃度(配比)相同,其不同點(diǎn)在于溶液溫度和腐蝕時間。從表1可知,相對于冷腐蝕,晶粒度腐蝕時溫度較高,且腐蝕時間長。

表1 兩種腐蝕的工藝參數(shù)
對于冷腐蝕工藝,其腐蝕程度較低,材料去除量較少;而對于晶粒度腐蝕工藝,其腐蝕程度比冷腐蝕的要重,表面狀態(tài)較冷腐蝕的相對較差。
依此推斷:該零件批次性出現(xiàn)過度熒光背景可能是由滲透前的晶粒度腐蝕工序造成的。
3.2 試驗(yàn)驗(yàn)證
將和被檢測葉片表面狀態(tài)相同的報(bào)廢葉片按照正常葉片的晶粒度腐蝕工藝參數(shù)進(jìn)行處理,且進(jìn)行熒光滲透檢測工藝處理后,在暗室黑光下觀察時,發(fā)現(xiàn)葉片表面呈均勻的黃綠色(見圖3),其背景情況和問題批葉片的基本相同。
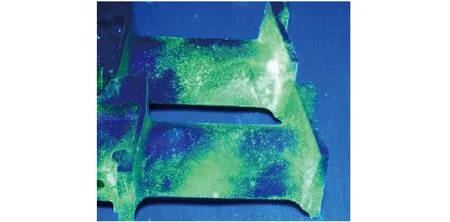
圖3 黑光下葉片表面的黃綠色背景
將和被檢測葉片表面狀態(tài)相同的另外一些報(bào)廢葉片按照正常葉片的冷腐蝕工藝參數(shù)進(jìn)行處理后,進(jìn)行熒光滲透檢測處理操作,在暗室黑光下觀察時,發(fā)現(xiàn)葉片表面呈現(xiàn)良好的深藍(lán)紫色背景(見圖4)。
圖4 黑光下葉片深藍(lán)紫色檢測背景
試驗(yàn)結(jié)果表明:將冷腐蝕后的葉片進(jìn)行熒光滲透檢測時背景良好;而對晶粒度腐蝕后的葉片進(jìn)行熒光滲透檢測時,葉片呈現(xiàn)過度的熒光背景(和問題批葉片類似)。
因此可判定:該葉片表面熒光背景過重是晶粒度腐蝕工序造成的。
3.3 采取的措施
鑄造車間一般采用吹砂的方法來改善葉片表面的粗糙度,而熒光滲透檢測的相關(guān)規(guī)范規(guī)定:當(dāng)采用吹砂的方法對零件表面進(jìn)行預(yù)處理時,如果采用的砂粒足夠細(xì)(粒度150目或更細(xì)),則吹砂可作為一種合格的滲透檢測前的預(yù)處理方法。
針對該問題批葉片,采用吹砂的方法來改善其表面狀態(tài),即在葉片晶粒度腐蝕工序后增加吹砂的方法,不但可以降低零件表面的粗糙度,而且能使零件表面形成比較均勻、細(xì)致的“麻面”。此“麻面”在進(jìn)行熒光滲透檢測時可得到良好的檢測背景。
相關(guān)規(guī)范還規(guī)定,在鑄件的鑄造階段,應(yīng)至少安排一次熒光滲透檢測前的腐蝕工序。由于該零件在熒光滲透檢測前安排了一次冷腐蝕工序,充分暴露了缺陷,所以從保證該葉片的熒光檢測質(zhì)量上來說,最后一道腐蝕工序的安排完全能保證鑄件入庫前的檢測質(zhì)量。
經(jīng)過前期的試驗(yàn)和分析,擬在葉片的“晶粒度腐蝕”和“熒光滲透檢測”工序之間增加一道“吹砂”工序 (粒度150目或更細(xì)),因此該葉片的鑄造工藝可調(diào)整為:熔煉與澆注-脫殼-切割與打刻標(biāo)記-初檢-化學(xué)除芯-吹砂-力學(xué)性能檢測-打磨修整-吹砂-表面檢查-內(nèi)腔檢查-晶粒度腐蝕-吹砂-熒光滲透檢測-X射線檢測-顯微疏松檢查-外觀檢驗(yàn)-尺寸檢驗(yàn)-吹砂-冷腐蝕-熒光滲透檢測-入庫)。經(jīng)過以上分析,調(diào)整后的檢測工藝不但可以改善葉片的表面粗糙度,而且通過熒光滲透檢測前的冷腐蝕工序,能保證其檢測質(zhì)量。
4 效果驗(yàn)證
在制定了以上改進(jìn)措施后,對現(xiàn)場出現(xiàn)過重?zé)晒獗尘暗娜~片增加吹砂的方法進(jìn)行返修,返修后重新進(jìn)行熒光滲透檢測工藝處理,在暗室的黑光燈下觀察,葉片無缺陷顯示的部位呈現(xiàn)良好的深藍(lán)紫色背景。為了進(jìn)一步驗(yàn)證改進(jìn)效果,相關(guān)人員對調(diào)整工藝流程后的后續(xù)葉片的相同熒光滲透檢測工序進(jìn)行了跟蹤(結(jié)果見表2),結(jié)果表明,通過此工藝流程的調(diào)整,相同的問題再未發(fā)生。
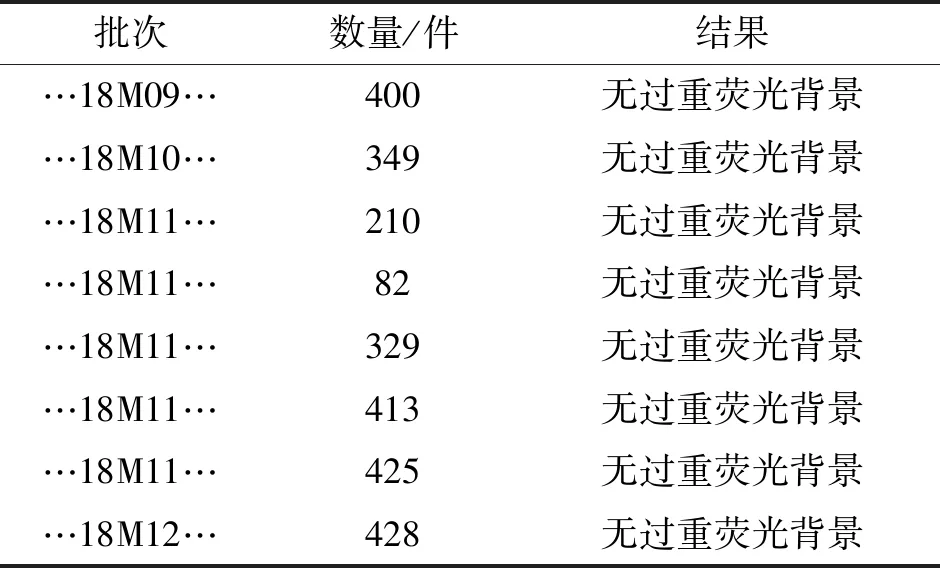
表2 葉片檢測情況
5 結(jié)語
對某機(jī)渦輪葉片進(jìn)行熒光滲透檢測時出現(xiàn)的熒光背景過度的原因進(jìn)行了分析,得知這是由熒光滲透檢測前的晶粒度腐蝕工序造成的。要達(dá)到既能改善零件熒光檢測背景的目的,又能保證葉片的熒光滲透檢測質(zhì)量,采用在葉片的“晶粒度腐蝕”和“熒光滲透檢測”工序之間增加一道“吹砂”工序,可有效解決該問題。
猜你喜歡
汽車工程師(2021年12期)2022-01-17 02:29:54
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
當(dāng)代陜西(2020年14期)2021-01-08 09:30:42
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
貴州師范學(xué)院學(xué)報(bào)(2016年4期)2016-12-01 03:54:07
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39