
熱輥壓片對電池性能的影響
2020-12-21 03:52:03劉婷
科學與財富 2020年29期
劉婷
摘 要:為了研究熱輥壓片對電池性能的影響,對單晶結構的LiNi0.5Co0.2Mn0.3O2(以下簡稱三元)正極片使用不同溫度輥壓,100℃時厚度均勻性最佳。將100℃與25℃輥壓所得極片做成扣式電池,對比測試電化學性能。結果顯示100℃壓片時電池倍率、循環較好,原因是熱輥壓片使得極片柔性增強,三元單晶顆粒和CNTs長鏈破壞較少,保持了較好的導電能力,同時高溫使得聚偏氟乙烯(pvdf)分子鏈交融更充分,顯著提高黏接強度。
關鍵詞:鎳鈷錳酸鋰;單晶;熱輥壓片
0引言
在鋰離子電池制造過程中,輥壓是重要工序之一,輥壓一方面減小極片厚度提高電池能量密度,其次增進顆粒與箔材接觸提高黏結力,還能增加極片表面平滑程度減少短路不良。現階段正極輥壓主要是室溫條件下進行,很少有廠家應用高溫輥壓,一方面是軋輥加熱均勻性較難控制,另一方面應用成本較高。為了追求電池更高質量,已有個別廠家在嘗試使用熱輥壓片。劉斌斌等以LiFePo4為研究對象測試證明了熱輥使極片涂層表面顆粒緊密結合程度增加,厚度更加均勻,充電和放電可逆性更好,庫倫效率更高,但對其它電性能沒有提及,本文以單晶結構LiNi0.5Co0.2Mn0.3O2為研究對象從多個方面分析了熱輥壓片對電性能的影響。
1實驗
1.1電池準備
將LiNi0.5Co0.2Mn0.3O2(貴州產,電池級,以下簡稱三元)、CNTs(江蘇產,電池級)、SP(瑞士產,電池級)、聚偏氟乙烯(上海產,電池級)按97.0:0.5:10:1.5的質量比混合,加入適量的N-甲基吡咯烷酮(山東產,電池級),在XFZH-05L行星式攪拌機機(廣西產)上,以3000r/min的轉速攪拌4h制漿,然后用ZY-TSF6-4002D刮刀式涂布機(江蘇產)涂覆在15μm厚的鋁箔(河北產,99.9%)上,烘干后的極片在16M-DDPBP-400輥壓機(韓國產)上分別以25,60, 80 ,100 ,120℃輥壓,制得厚度為117μm的5種正極片。
1.2電池的組裝
將制備的正極片裁切成直徑14 mm的薄圓片110℃下真空干燥12 h,以金屬鋰片(天津產,電池級)為對電極,多孔聚乙烯膜(河北產,電池級)為隔膜,1mol/LLiPF6/EC+ EMC +DMC(體積比1:1:1,河南產,電池級)為電解液,在氫氣保護的手套箱中組裝CR2032型扣式電池。
1.3測試方法
用TESA-μHite00730049測高儀(瑞士產)測量極片厚度;用FT-301B粉體電阻儀(廣州產)對極片測試電阻率;用CMT6502萬能試驗機(上海產)對極片測試玻璃強度,用PARSTAR MC電化學工作站(美國產)測試電池阻抗,在CT2001A-5V-50mA電池測量系統(武漢產)上測試電池不同倍率的充放電性能和循環性能,電壓范圍為2.8-4.4V。
2結果與討論
2.1溫度優選
對每種極片用測高儀測量厚度,橫向400mm內等間距測量10個點,縱向1000 mm內等間距測量10個點,共100個點,熱輥溫度從25℃遞增到100℃,壓片厚度分布范圍逐漸變窄,當溫度繼續增加到120℃時,分布范圍不減反增,即厚度均勻性先逐漸變好,又逐漸變差,在100℃時最好。原因是隨著溫度升高壓輥壓力逐漸減小,輥面撓曲變形減小,使得厚度一致性更好,但是當溫度升得過高,輥面溫度均勻性難以保證,輥面半徑一致性變差,反而使得厚度均勻性變得不好。在四種熱輥溫度中100℃最優,為了敘述、作圖更簡潔,以下以100℃為重點,與常溫25℃對比研究電性能。
2.2物理電阻
把25℃和100℃兩種極片切成Φ14mm的圓形,放入FT-301B粉體電阻儀樣品倉,施加343N壓力保持15s,100℃極片電阻率略小于25℃極片的電阻率,原因是高溫下極片軟化,在較小的壓力下一維長鏈結構的CNTs破壞較少,長程電子傳導能力保持較好,從而電阻率偏小一些。
2.3剝離強度
把25℃和100℃兩種極片切成25 mm×150mm長方形,固定到CMT6502萬能試驗機上,以300mm/min的速度180o剝離,100℃極片的剝離強度是25℃極片剝離強度的2.34倍,增加幅度很大。原因是在高溫條件下,黏結劑PVDF晶粒的擴散運動比較容易,PVDF分子鏈之間交聯互融,使得粘接效果倍增。
2.4電化學阻抗
用25℃極片和100℃極片制作扣電,分別標記為A電池和B電池,用PARSTAR MC電化學工作站以振幅5 mV、頻率10-2-105Hz,的交流電壓掃描測試它們的電化學阻抗譜(EIS)。
兩曲線起始位置略有不同,說明歐姆電阻差別不大,與前述物理電阻略有差異相呼應,高頻區半圓弧直徑對應材料表面固體電解質膜的阻抗,A電池明顯大于B電池。鄭杰允等認為電池活化后正極表面會形成固體電解質膜,膜電阻受晶界影響較大,高溫壓片使得極片更柔韌,材料單晶結構破壞更少,晶間界對阻抗貢獻更少。
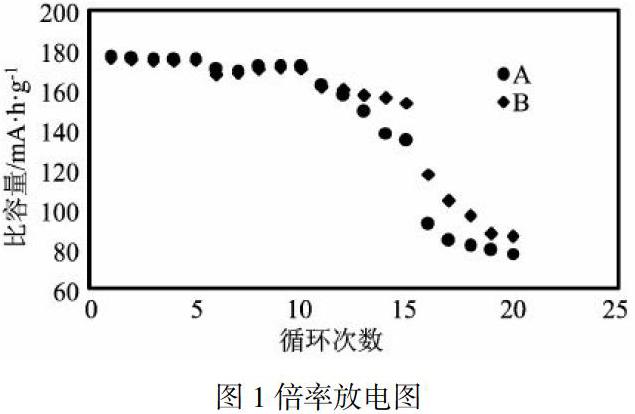
2.5倍率放電
在CT2001 A-5V-50mA電池測量系統上將電池以0. 2 C充電,分別以0.2,0.5,1,2 C放電測試倍率放電性能,A電池和B電池結果對比見圖1。在0.2 C和0.5 C低倍率放電下,A電池和B電池基本沒差別,但在1 C和2 C高倍率放電下,B電池明顯優于A電池,體現出熱輥壓片的優越性。
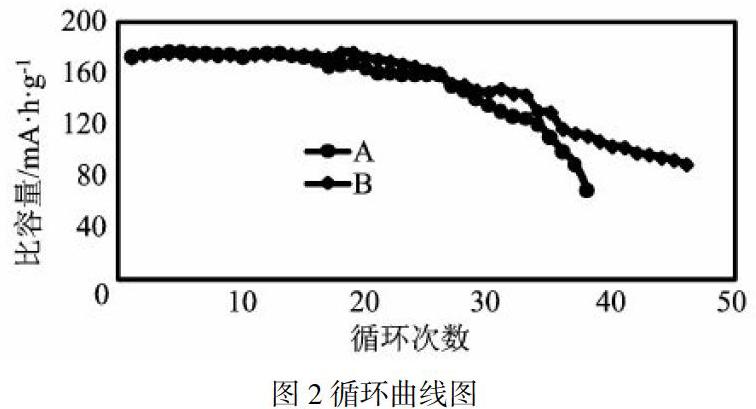
2.6循環壽命
在室溫25℃±2℃條件下將電池以0.2 C充電0.2 C放電進行循環測試,A電池和B電池結果對比見圖2。循環前期兩只電池基本無差別,但循環后期A電池明顯差于B電池,原因是25℃極片三元單晶結構破壞較多,晶間界面多,形成的SEI膜面積較大,消耗電解液較多,導致循環后期容量衰減較快。
3結論
相比于室溫壓片,高溫壓片使得粘結劑PVDF分子鏈交融更充分,較大程度地提高赫接強度,輥壓時只需較小的壓力,CNT、長鏈破壞較少,保持了較好的電子導電能力,同時三元顆粒單晶結構破壞少,晶間界對電化學阻抗貢獻少,兩種因素綜合影響改善了電池倍率放電和循環性能。在改善電池質量的眾多工藝方法中,熱輥壓片應是重要方向之一。
參考文獻:
[1]崔巍,唐致遠,李中延.鋰離子電池制片過程中輥壓工序的若干問題[J].廣東化工,2019,36(8);93- 94.
[2]劉斌斌,杜曉鐘,閆時建等.制片工藝對動力鋰離子電池性能的影響[J].電源技術,2018,42(6) ;788 -791.
[3]國思茗,朱鶴.鋰電池極片輥壓工藝變形分析[J].精密成形工程,2017,9(5);225-229.
[4]巫湘坤,詹秋設,張蘭等.鋰電池極片微結構優化及可控制備技術進展[J].應用化學,2018,35(9);1076-1091.
[5]王暈.PVDF粘結劑在鋰離子電池中的應用研究[D].上海:復旦大學,2013.
[6]李麗,許晶晶,韓少杰等.高電壓鎳錳酸鋰正極/電解液界面本征性質的研究[J].電化學,2016,22(6);582-589.
