大型港口機械制造企業(yè)電焊煙塵綜合防控措施
2020-12-22 10:22:48劉臻
勞動保護 2020年12期
劉臻
[上海振華重工(集團)股份有限公司,上海 200125]
0 引言
大型港口機械制造業(yè)屬于勞動密集型行業(yè),受目前生產制造工藝影響,作業(yè)人員較多從事焊接、涂裝、打磨等崗位。這些崗位作業(yè)人員長時間接觸電焊煙塵或粉塵,患職業(yè)病的概率較大。有統計研究表明,我國2009—2016 年主要職業(yè)病發(fā)病率是塵肺病最高,占比達到44.35%,機械行業(yè)發(fā)病占比靠前[1]。
對于電焊煙塵防治,傳統的措施是為作業(yè)人員配備呼吸類的個人防護用品,從而達到最基本的防護手段[2]。然而,個人防護用品的不按規(guī)定配置或使用不當,均會增加作業(yè)人員患塵肺病的風險[3]。本文從改進工藝或設備,推進本質健康安全的角度出發(fā),建議采用無毒或低毒材料為替代,推進工藝技術改革,配備專業(yè)煙塵吸附凈化裝置,優(yōu)化生產組織設計等方面綜合考慮,不斷將管理關口前移,為全面改善焊接作業(yè)環(huán)境提供參考。
1 過程與方法
1.1 研究對象
在某港口機械制造企業(yè),選取某鋼結構制造車間,車間內從事焊接作業(yè)的點位數不大于10 個,該車間內配備了移動式焊煙凈化機和分布式吸氣臂凈化裝置,以改善作業(yè)環(huán)境。
移動式焊煙凈化機,直接從焊接工作點附近捕集焊接煙塵,經吸氣罩進入機體內部處理后排放,定期清理機體內的灰塵。分布式吸氣臂,從焊接點位附近吸收煙氣,通過排風管經過濾筒除塵器統一凈化處理后,由離心風機排放。
1.2 方法
在車間內隨機選取3 組電焊作業(yè)點位,每個點位檢測3 次。其中,第一組(對照組)檢測點位A1、A2、A3,該組焊接作業(yè)點位未采取煙塵吸附措施,僅為自然通風;第二組(移動式吸附組)點位B1、B2、B3,該組作業(yè)時采用移動式焊煙凈化機吸附電焊煙塵。第三組(分布式吸附組)點位C1、C2、C3,該組作業(yè)時采用分布式吸氣臂凈化裝置吸附電焊煙塵。
每個焊接點位均為正常工況下作業(yè),按要求開啟相應的焊接煙塵吸附裝置,確保裝置正常有效運行。檢測儀器放置在作業(yè)人員附近,短時間定點采樣測量分析,每次采樣檢測時間為15 min。
1.3 檢測及數據處理
利用美國TSI DustTrak II 便攜式檢測儀,環(huán)境溫度32 ℃左右,濕度70%左右。根據GBZ 159-2004《工作場所空氣中有害物質監(jiān)測的采樣規(guī)范》[4]的要求,檢測焊接煙塵量,記錄數據,并將檢測濃度按照該標準,換算成8 小時的時間加權平均值(TWA),利用Microsoft Execl 軟件分析數據的平均值及標準差并做表。
2 結果
通過檢測儀器測量該鋼結構制造車間的焊接煙塵濃度情況,如表1 所示。
從表1 的檢測結果來看,對照組、移動式吸附組和分布式吸附組的焊接煙塵8 小時時間加權平均值(TWA)分 別 為3.23 mg/m3、1.98 mg/m3和1.55 mg/m3,3組測量結果均符合GBZ 2.1-2019《工作場所有害因素職業(yè)接觸限值第1 部分:化學有害因素》[5]中電焊煙塵(PC-TWA)不大于4 mg/m3的限值要求。采用了吸附裝置組的檢測結果明顯好于自然通風未采取措施的組。
3 討論
從檢測結果來看,對于僅用自然通風措施的對照組,測量的TWA 最高值達到3.75 mg/m3,接近GBZ 2.1-2019《工作場所有害因素職業(yè)接觸限值第1 部分:化學有害因素》的限值要求。一旦遇到低氣壓等空氣對流不良的天氣,就存在焊接煙塵濃度超標的風險。部分企業(yè)對大重型鋼結構制造車間的側方采取開窗的措施,利用自然通風增加換氣量,可以達到降低焊接煙塵濃度的作用。但該方法將煙塵無組織排放到大氣中,會對環(huán)境造成一定的影響,不符合生態(tài)環(huán)保的要求。因此,從工藝設備方面開展防控和治理工作十分有必要。
3.1 配備末端吸附處理裝置
從檢測結果看,對照組、移動式吸附組、分布式吸附組的焊接煙塵TWA 值分別為3.23 mg/m3、1.98 mg/m3和1.55 mg/m3。移動式吸附組比對照組減少38.9%,分布式吸附組比對照組減少52.0%。可見,使用了焊接煙塵吸附裝置的控制效果較明顯,且分布式吸附組比移動式吸附組降低焊接煙塵的效果更好。
另外, 移動式吸附組的平均值結果為1.98±0.45 mg/m3,相比其他兩組,標準差值較大,數值約占本組結果的23%。可能是由于焊接作業(yè)位置過長或不固定,作業(yè)人員在施焊過程中,移動式焊煙凈化機第一時間未跟隨焊接點位同時移動,或焊煙凈化機的吸風罩未按要求放置在焊接點周圍,導致檢測結果波動較大。分布式吸附組平均值結果為1.55±0.16 mg/m3,標準差值較小,表明該裝置吸附效果好,且使用過程中較穩(wěn)定。
在較大空間的制造車間內安裝分布式吸氣臂凈化裝置,工作功率較大,便于跟隨焊接作業(yè)點位移動,吸附除塵效果和穩(wěn)定性較強;在從事零星焊接且相對固定的工位,使用移動式焊煙凈化機,機身小巧,可以直接吸附煙塵處理,但需要作業(yè)人員根據焊接點位調整好吸附罩的角度,同時加強日常清灰等維護保養(yǎng)工作。另外,還可以配備具有煙塵收集處理裝置的可伸縮式工棚,實現外場較大區(qū)域范圍的焊接煙塵吸附處理。
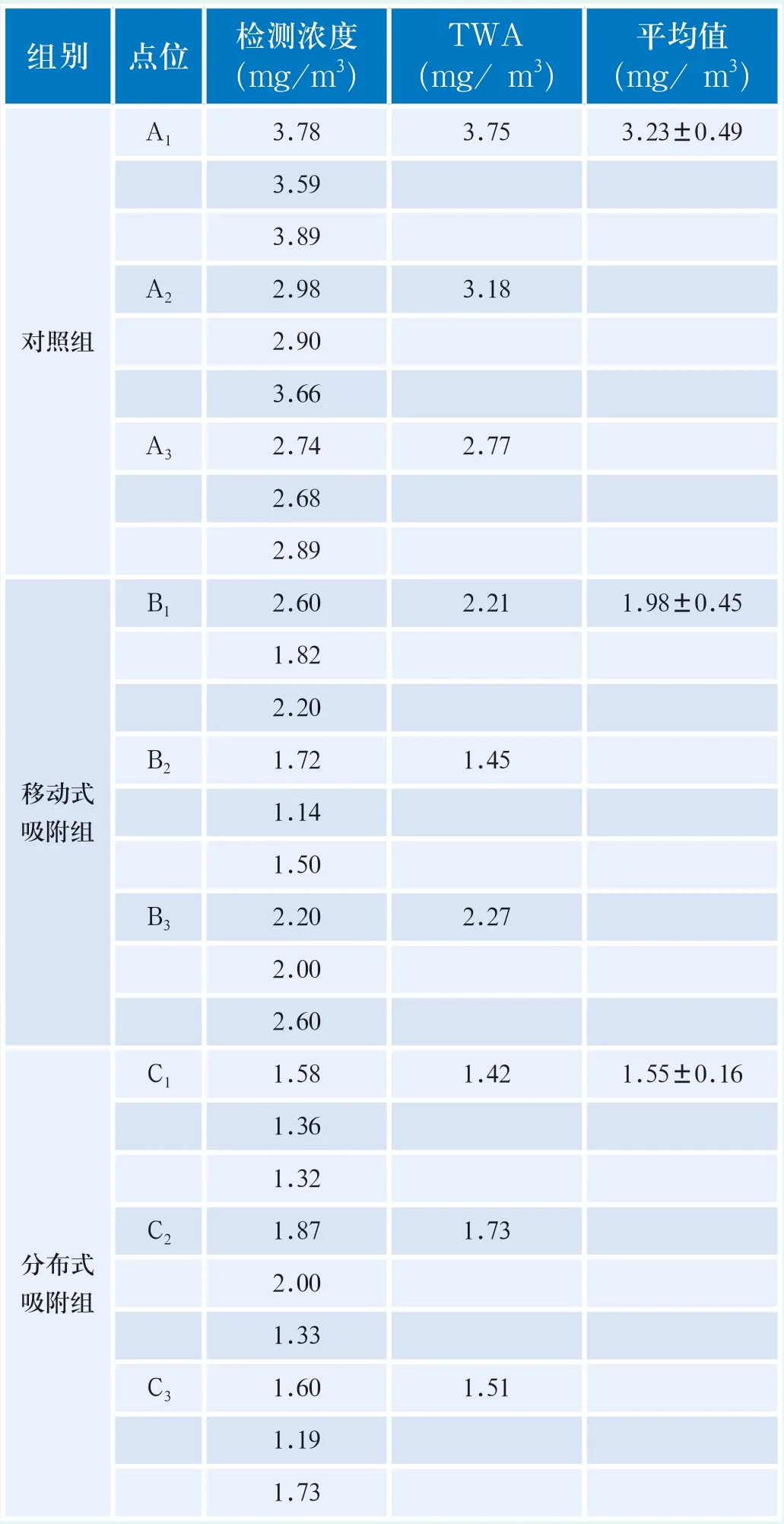
表1 焊接煙塵濃度檢測情況
因此,在選擇末端吸附處理裝置時,需要根據制造車間的規(guī)模、被焊接構件尺寸、焊接工藝、作業(yè)環(huán)境因素等綜合考慮,選用相適應的末端吸附處理裝置。
3.2 改進焊接工藝
目前大型港口機械制造行業(yè)的焊接作業(yè),由于產品和工藝特性影響,構件標準化程度較低,主要還是以手工焊或二氧化碳焊為主,焊接時的發(fā)塵量較高。
選用不同的焊接方法作業(yè)時,其焊接發(fā)塵量和焊接材料的發(fā)塵量也不相同,具體數據見表2 所示[6]。
在鋼結構制作的管片對接、大梁或立柱拼裝等標準化的制作工序中,可以使用配套的工裝件,調整成水平焊接的位置,如厚度8~16 mm 鋼板拼裝,焊接坡口垂直偏差度≤1.5°的,可使用“I 型坡口”焊接工藝代替“V型坡口”工藝,采用埋弧焊作業(yè)代替手工焊或二氧化碳焊為埋弧焊。焊接發(fā)塵量為10~40 mg/min,焊接材料的發(fā)塵量0.1~0.3 g/kg,相比手工焊或二氧化碳焊的發(fā)塵量顯著降低95%以上,可從源頭控制煙塵產生。同時具有較高機械化自動化、焊接質量穩(wěn)定、焊接生產率高、無弧光等優(yōu)點。
3.3 采用新材料替代
焊接過程中產生的有毒有害氣體,與焊材的成分、材質和作業(yè)環(huán)境有直接相關。目前使用的實心焊絲,基本都是在半成品鋼絲表面上鍍銅,增強焊絲與焊接觸處的導電性能及焊材防腐能力等[7]。但在焊接過程中,受高溫及電流等因素的影響,銅會被氧化后隨煙塵帶到空氣中,從而被作業(yè)人員吸入。
無鍍銅焊絲在焊接過程中,產生的煙霧幾乎不含銅,從源頭上減少了有害物質的產生,保障作業(yè)人員職業(yè)健康。歐美等國家已經有應用,國內部分生產廠家已有相關產品,在焊接條件允許的情況下,可優(yōu)先選擇無鍍銅焊絲。
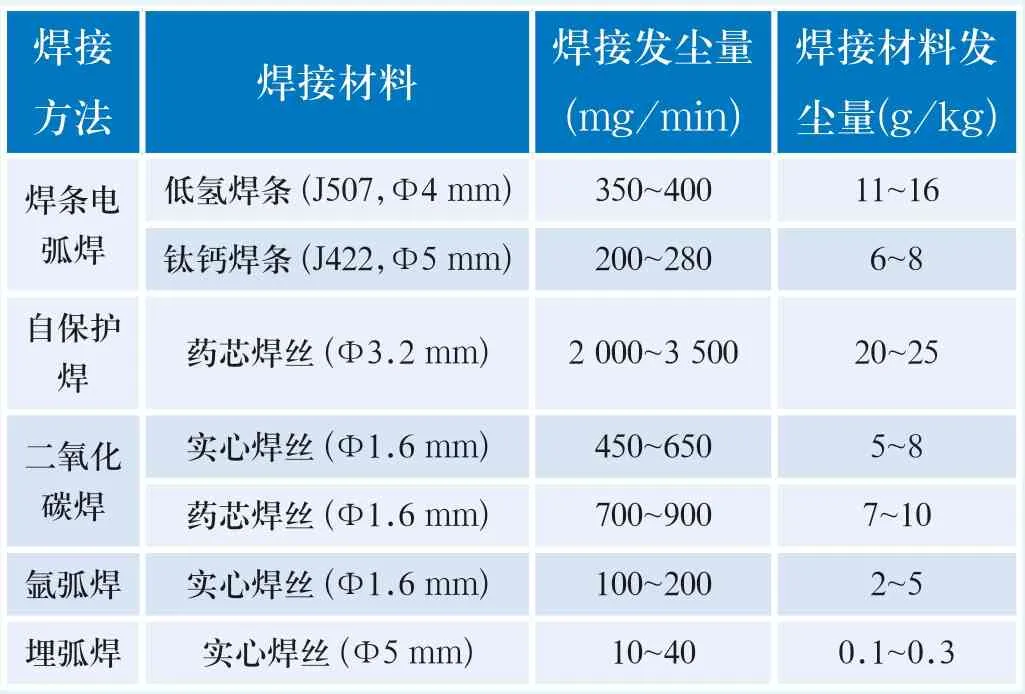
表2 各類焊接方法發(fā)煙量對比
3.4 其他
除此之外,企業(yè)可結合地方政府的要求,在焊接作業(yè)重點區(qū)域和場所,配備煙塵監(jiān)測報警儀器,設立煙塵濃度分級預警機制。按照預警等級,及時調整生產。
焊接煙塵治理是綜合性的課題,應當優(yōu)先從焊接材料替代、改進焊接工藝等源頭治理手段入手,根據鋼結構制造的實際情況,采取合適的焊接煙塵吸附裝置等控制措施,相比配發(fā)個人勞動防護用品,能夠更好地統籌生產質量、職業(yè)健康、生態(tài)環(huán)保等相關工作的共同開展,對推進企業(yè)升級轉型和高質量發(fā)展更加有利。
4 結論
本文從改進工藝技術、使用原材料替代、配備末端處理裝置等綜合管控方面得出以下結論:
(1)在鋼結構制作的管片對接、大梁拼裝等環(huán)節(jié),改進焊接工藝,使用埋弧焊替代手工焊或二氧化碳焊,能夠從源頭減少焊接煙塵的產生量。
(2)在焊接條件允許的情況下,可優(yōu)先選擇無鍍銅焊絲,從源頭上減少焊接煙塵中的銅等有害物質。
(3)在車間內改造末端吸附處理設備,能顯著吸附車間內焊接煙塵,移動式吸附凈化機適用于零星焊接且相對固定的工位,分布式吸氣臂適用于區(qū)域化焊接。
(4)在焊接作業(yè)重點區(qū)域,可配備煙塵監(jiān)測報警儀器,設立煙塵濃度分級預警機制,及時調整車間內生產量。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12