脲醛阻燃塑料馬桶蓋板成形工藝的改進*
2020-12-24 08:25:04魏夢雄
陶瓷 2020年11期
關鍵詞:工藝
魏夢雄
(廈門銥科塑膠精密模具有限公司 福建 廈門 361000)
脲醛塑料因其陶瓷感強、硬度高、耐劃傷、防霉、耐油、耐溶劑的特性,而被大量用來制造高檔馬桶蓋板,很受歐洲消費者的喜愛。
脲醛馬桶蓋板是運用模壓成形工藝生產出來的。在模壓成形蓋板時,由于脲醛塑料固化時有水和甲醛等小分子揮發物產生,這些揮發物留在制品內部,會使蓋板起泡,強度降低,給生產帶來很大困擾。
為解決這個問題,模壓成形時通常會在合模后增加一道排氣步驟。就是在模具閉合后適當時間內,壓機卸壓,模具開啟,將固化反應產生的揮發物排出后再次合模。
采用這種排氣工藝,雖然可以解決蓋板起泡問題,但是蓋板表面或多或少會出現排氣痕,影響蓋板表面品質。為確保蓋板外觀品質,必須增加一道拋光工序來拋去排氣痕。這樣不僅耗費人工,降低生產效率,而且蓋板的表面致密層會被破壞,影響蓋板使用壽命。
為此,筆者通過對脲醛塑料成形過程的固化反應機理和排氣痕產生原因進行深入分析,改進了排氣工藝,研究出“逐步加壓排氣法”,解決了蓋板表面出現排氣痕缺陷的難題。
1 脲醛樹脂結構和固化反應機理
1.1 脲醛樹脂的結構
脲醛樹脂英文名(Urea Formaldehyde Plastics),縮寫:UF。
結構式:
三維立體結構:
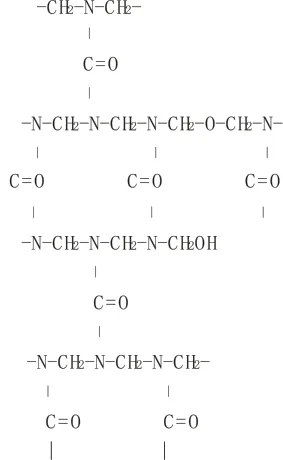
脲醛樹脂未固化前主要由取代脲和亞甲基鏈節或少量二亞甲基醚鏈節交替形成的多分散性聚合物,固化后才形成上述結構式描述的三維立體結構。實際上,脲醛樹脂固化后的結構是非常復雜的。
1.2 固化反應機理
生產脲醛蓋板使用的原料是脲醛模塑粉。脲醛模塑粉是由線型低縮聚度脲醛樹脂、α-纖維素、潛伏性固化劑、穩定劑、 脫模劑、著色劑等組成。
加熱、加壓時,潛伏性固化劑水解釋放出酸,酸性條件下,線型低縮聚度脲醛樹脂進行橫向交聯,形成網狀體型結構 。
脲醛樹脂固化時,發生下列的基本反應[1]:
1.2.1 分子鏈之間羥甲基和酰胺基的縮聚反應
1.2.2 分子鏈之間羥甲基和亞氨基的縮聚反應
1.2.3 分子鏈之間羥甲基和羥甲基縮聚反應生成醚鍵
1.2.4 分子鏈之間羥甲基和羥甲基縮聚反應生成亞甲基
脲醛樹脂的固化就是線型的分子鏈上的活性基團(-CH2OH、-NH-)之間,在加熱、加壓和固化劑的作用下,交聯形成三維網狀結構。同時會產生易揮發的低分子物--水和甲醛。
2 脲醛蓋板模壓成形生產流程和工藝
2.1 生產流程
脲醛模塑粉——預熱——加料——合模——排氣——固化(加熱、加壓)——開模——制品取出
2.2 成形工藝
2.2.1 模壓溫度(模具溫度)
脲醛模塑粉的模壓溫度在135~155 ℃。
2.2.2 模壓壓力
是指模塑粉完全充滿模具型腔所施加的必要壓力。
脲醛模塑粉的模壓壓力在14~56 MPa。
2.2.3 模壓時間指模塑料熔融體充滿模具型腔到固化定型所需的時間。
脲醛模塑粉模壓時間在30~60 s/mm。
2.2.4 排氣時間和次數
脲醛模塑粉的排氣時間和次數須通過試模來確定。
3 傳統排氣工藝和排氣痕
3.1 傳統排氣工藝
脲醛模塑粉固化時,會產生水和甲醛。在135~155 ℃的溫度條件下,水和甲醛會氣化和膨脹。但是在模具閉合和加壓狀態下,水和甲醛等揮發物被封閉在蓋板內部。成形完畢,模具打開時,蓋板表面所受壓力從二三十兆帕降到一個大氣壓 ,封閉在蓋板內部的水和甲醛氣化膨脹,蓋板表面就出現起泡現象。
為消除起泡現象,傳統成形工藝是在模具閉合后適當時間內,進行排氣(壓機卸壓,模具松開),排出水和甲醛,然后再閉合模具,次數從一次到多次,確保大部分的揮發物排出。在排氣過程中,隨著模具的開、合動作,脲醛塑料的體積也隨之改變,如圖1所示。
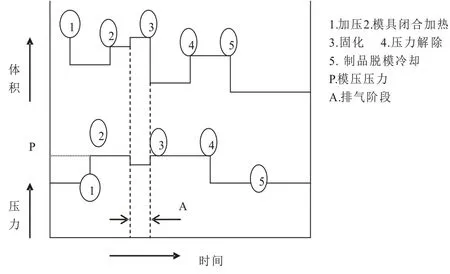
圖1 不溢式模具,壓力與體積隨時間變化示意圖(一個模壓成形周期)
3.2 排氣痕
所謂排氣痕,就是在蓋板光滑的表面出現幾處長寬不等、表面粗糙的痕跡。
傳統的排氣工藝,排氣步驟是在模具閉合后進行的。當壓機卸壓、模具開啟時,塑料內部積壓的揮發性氣體迅速擴散到蓋板的表面,然后順著模具的排氣槽瞬間逸出,氣體集中排出的位置就會出現排氣痕。
從圖1可可知,在排氣過程中,脲醛塑料所受的壓力發生了變化,脲醛塑料固化反應的速度因工藝條件的改變也發生變化。受這兩個因素的影響,脲醛塑料的體積和流動性在排氣過程發生較大變化。受多重變數的影響,在實際成形時,通過調整排氣時間和排氣次數,也很難做到既排了氣,又不產生排氣痕。排氣早,揮發物殘留多,蓋板會產生氣泡;排氣晚,排氣痕很明顯,用拋光方法也很難將氣痕去除。
4 排氣工藝的改進
傳統排氣工藝在排掉固化反應產生的揮發物時,也產生新的問題——排氣痕。既然排氣痕是模具閉合后開啟,揮發物集中瞬間排出造成的,那么,找到一種在模具閉合前將大部分的揮發物排掉的方法,就可解決排氣痕的問題。
為此,筆者對脲醛塑料從加料完畢到閉模這一過程,塑料的受熱、受壓、熔融、固化各個階段逐一研究 。研究表明,從脲醛塑料開始受壓(模具下模內塑料接觸到上模型芯)到脲醛塑料固化失去流動性這一段時間的長短,是決定蓋板是否起泡的關鍵。只要在這個階段將大部分的揮發物排出,閉模后不再排氣,蓋板表面也不會起泡。隨后,經過大量現場試驗,研究出“逐步加壓排氣法”,解決了脲醛蓋板成形的起泡和排氣痕難題。
“逐步加壓排氣法”的原理是適當延長塑料受壓到閉模這一過程(以熔融塑料能充滿型腔為前提)的時間,并在該時間段分幾次逐步升高模壓壓力,每升一次壓力,停留一段時間排氣,通過逐步提高模壓壓力,一步一步地將脲醛塑料內的揮發物擠壓出去。逐步加壓排氣法如圖2所示。
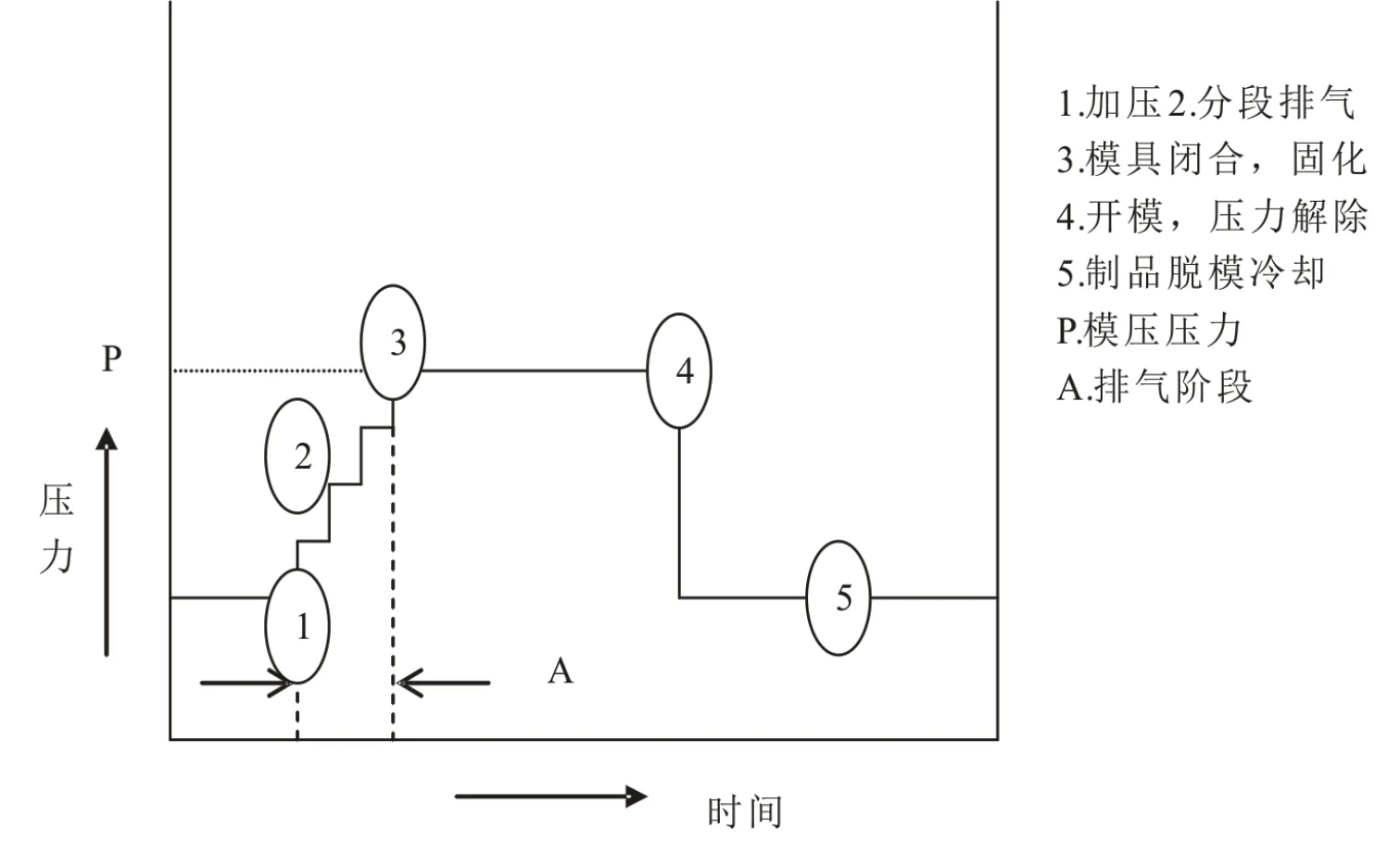
圖2 不溢式模具,逐步加壓排氣示意圖(一個模壓周期)
新的排氣工藝由于排氣步驟是在模具未完全閉合時進行的,脲醛塑料所受壓力是逐步提高,脲醛塑料體積也是在逐步變小,這樣模具內的揮發物排出是連續性的。如此一來不僅不會產生氣痕,而且由于蓋板固化均勻,蓋板的強度也比較高。
和原先的模壓成形工藝相比,新的“逐步加壓排氣法”的成形工藝,具有以下優點:
(1)減少后處理(拋光)的工作量,每套蓋板的人工成本降低25%。
(2)因拋光不良而造成的報廢蓋板沒有了,原料損耗也降低了。
(3)減少了人工拋光工序,有利于實現蓋板的自動化生產。
(4)由于致密表層未被破壞,蓋板的耐水性好。
(5)蓋板表面光滑,易清洗,污水不易滲入蓋板內部。
(6)脲醛塑料固化均勻,蓋板的物理、力學性能好,使用壽命長。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52