大塑性變形加工工藝對銀鎳材料性能的影響
2020-12-28 04:28:28許福太陳天來盤志雄盧小東
電工材料 2020年6期
關鍵詞:工藝
許福太,陳天來,盤志雄,盧小東
(佛山通寶精密合金股份有限公司,廣東佛山 528000)
引言
電接觸材料已有近100年的歷史,最初使用純銀、純金、純鉑作觸頭材料,20世紀40年代開始采用Ag、Cu、Au-Ag、Pt-Ir、Pd-Ag等合金,20世紀60年代以來發展了多元貴金屬以及各種貴金屬復合材料。銀基電觸頭產品具有較好的耐電磨損、抗熔焊和導電性、接觸電阻低且穩定,廣泛用于各種輕重負荷的低壓電器、家用電器、汽車電器、航空航天電器,是電觸頭行業中最為量大面廣的產品[1-2]。
AgCdO材料曾經是中低壓開關電器應用的主要電接觸材料,它具有優良的滅弧性能,在中等負荷開關中擁有“萬能觸點”之稱。然而,隨著電器開關對電觸點提出的小型化、高可靠性、長壽命等苛刻的性能要求,AgCdO材料不僅在抗磨損、抗熔焊、耐電弧浸蝕等性能指標上已顯露明顯不足,而且AgCdO觸點燃弧產生的Cd蒸氣有毒,不符合環保要求,已被歐盟出臺文件禁止使用[3-6]。
與AgCdO,AgSn02等觸頭材料相比,銀鎳材料不僅具有生產工藝簡單、加工周期短、成本低及良好的塑性與加工性能等優點,還具有良好的導電性,在整個電壽命周期表面接觸電阻較之銀氧化物要低且穩定,此外銀鎳材料含有的鎳元素可以在任何情況下適于焊接。盡管銀鎳材料應用廣泛,但常規的銀鎳產品硬度較低、強度低,材料的耐磨性、抗燒損性、抗熔焊性較差[7],電氣性能不穩定。因此,如何在不對環境造成威脅、不增加加工成本的基礎上,研發出加工性能良好、強度高、抗熔焊性強的銀鎳材料,成為目前研究的難點和熱點。
本研究的目的在于克服已有技術的不足,提出一種“大塑性變形”加工工藝,該工藝是在傳統的“混粉—燒結—擠壓”工藝的基礎上的進一步優化與完善。
1 試驗
傳統工藝流程如下:混粉—真空等靜壓—燒結—擠壓—拉拔—成品。本研究的簡要工藝流程如下:混粉—真空等靜壓—燒結—擠壓—大塑性變形加工—壓錠—燒結—擠壓—拉拔—成品。
試驗采用MICROMET2003型顯微硬度計測量線材硬度,采用CMT4304型電子萬能試驗機測量線材的抗拉強度與延伸率,采用TH2512A型直流電阻測試儀測量線材的電阻率,采用TG-328A型電光分析天平測量線材的密度,采用掃描電鏡分析線材的金相組織,采用SD-30A型鉚釘機分別打制成同規格的復合鉚釘,并裝配于繼電器上,使用河北工大制造的型式試驗平臺測試電壽命。
2 結果與分析
2.1 力學物理性能
采用傳統的燒結擠壓工藝與本工藝分別制備銀鎳(10)材料,取樣后按GB/T 5588—2017《銀鎳、銀鐵電觸頭材料技術條件》的要求進行測試各項性能,結果見表1。由表1可以看出:2#樣品的密度、抗拉強度、硬度、延伸率等指標均優于1#樣品,這是由于銀鎳材料經過大塑性變形后,材料的致密度增高,鎳粉與銀粉之間所形成的孔隙變得更小或更少,趨于理想的合金整體,材料的密度與延伸率升高;材料經過大塑性變形加工后,鎳質點細化,纖維強化的作用明顯,因而提高了材料的抗拉強度與硬度;可能是因為材料經過大塑性變形加工后,鎳質點細化,產生了更多的鎳質點均勻分布于銀基體組織中,這些質點形成更多的節點,在電流通過的過程中,這些節點或許成為障礙,導致材料電阻率有所升高。
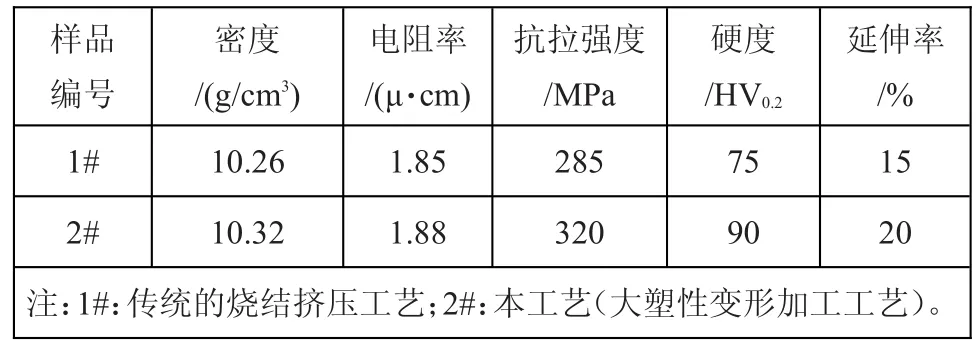
表1 不同工藝的銀鎳(10)材料力學物理性能對比
2.2 金相組織
采用傳統的燒結擠壓工藝與本工藝分別制備銀鎳(10)材料,材料的金相組織對比如圖1~圖4所示。由圖1與圖2可見,相比于傳統工藝,本工藝制備的銀鎳(10)成品線材,在橫截面上,鎳質點更加細小,分布更加均勻,質點聚集的現象更少。由圖3可看到,鎳質點粗細不一,長短不一,聚集現象嚴重,分布不均勻。在圖4中,雖然鎳質點的分布不算十分均勻,但相比于圖3,粗大的、長條狀的鎳質點聚集帶消失,質點分散性更好。說明經過了大塑性變形加工之后,聚集的鎳質點進一步分散,長條、粗大的聚集帶,變成細小的短纖維,材料分布不均組織得到了較好的改善。材料的組織結構決定材料的性能,也可以說,經過大塑性變形加工之后,銀鎳材料的性能也得到了提升。
2.3 電氣性能
2.3.1 電壽命
測試條件:AC 250 V/10 A,通斷比1∶1,測試頻率30次/min,純阻性負載,以測試達到10萬次作為通過標準。測試結果見表2。從表2可以看出,應用于密封型繼電器,采用傳統工藝制備的銀鎳(10)材料難以全部通過測試條件,測試結果波動大,非常不穩定;采用本工藝制備的銀鎳(10)材料,在本研究設置的試驗條件下均能夠通過測試,且表現穩定,說明經過大塑性變形加工后,材料的性能得到了較大改善。這再一次說明組織的均勻性對材料的電氣性能具有重要影響。

表2 不同工藝的銀鎳(10)材料電壽命對比
2.3.2 觸點表面形貌
圖5與圖6為傳統工藝制備的銀鎳(10)材料動、靜觸點,測試失效的樣品。
從圖5、圖6中可看到,失效樣品的觸點表面存在較多的銀珠,且周圍還有大量的黑色飛濺物。主要原因可能是繼電器在通斷過程中,產生的電弧造成環境與觸點表面的溫度持續升高,形成銀的熔池,鎳質點在分斷力的作用下,向觸點周圍飛濺,使得觸點表面的鎳含量減少,而銀含量增多,造成繼電器粘結失效。
圖7、圖8為本工藝制備的銀鎳(10)材料動、靜觸點,由于觸點材料本身的致密度、硬度等力學物理性能更高,在這種環境下,也有影響,但影響較小。雖然觸點周圍也有較多的飛濺物,但屬于正常飛濺,觸點表面較干凈,沒有銀珠的形成,沒有出現粘結失效的現象。
3 結論
(1)采用大塑性變形加工工藝,能夠改善銀鎳材料的組織,使其鎳質點更加細化,分布更加均勻,因而改善銀鎳材料力學物理性能。
(2)采用此工藝制備的銀鎳材料,電氣性能更加優良。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52