大型離心壓縮機(jī)焊接葉輪出口流道變形數(shù)值分析
2020-12-28 09:02:14韓龍徐甄真牛靖張建勛
焊接 2020年9期
韓龍, 徐甄真, 牛靖, 張建勛
(西安交通大學(xué),金屬材料強(qiáng)度國家重點(diǎn)試驗(yàn)室,西安 710049)
0 前言
大型離心壓縮機(jī)是發(fā)電、煉鋼、石化等行業(yè)的重要裝備,其葉輪通常采用焊接方式制造。在焊接葉輪的制造中,由于焊接及其焊后熱處理工藝導(dǎo)致的出口流道變形,使得壓縮機(jī)設(shè)備內(nèi)的流道內(nèi)壓力變化,導(dǎo)致效率下降、能耗升高,造成資源浪費(fèi)和環(huán)境污染[1-3]。
通常減小葉輪出口流道變形的改進(jìn)工藝為提高葉輪剛性、預(yù)留焊接收縮量等,但這些都存在材料選擇、收縮量難以預(yù)測(cè)的困難。這主要是因?yàn)楝F(xiàn)場(chǎng)試驗(yàn)過程涉及溫度控制、焊接電流、工匠技藝等諸多參數(shù),重復(fù)性差,并且對(duì)葉輪整體結(jié)構(gòu)造成的影響無法預(yù)估[4-5]。有限元分析具備傳統(tǒng)試驗(yàn)難以達(dá)到的優(yōu)勢(shì),預(yù)測(cè)焊接變形量,觀測(cè)模擬焊接過程。現(xiàn)在的有限元主要與試驗(yàn)相結(jié)合,應(yīng)用于分析復(fù)雜情況下的焊接變形或應(yīng)力,如采用復(fù)合熱源模型分析焊接變形,對(duì)不同焊縫厚度和不同焊接工藝參數(shù)進(jìn)行研究,尋找最佳焊接工藝參數(shù)和焊縫尺寸[6-11]。
文中使用Abaqus研究葉片與軸盤在焊接和熱處理過程中的變形過程和變形趨勢(shì),針對(duì)焊后流道高度變形量過大的問題,模擬并分析在流道口添加限位塊對(duì)焊接變形的影響,為實(shí)際大型離心壓縮機(jī)葉輪焊接制造中限位塊位置和數(shù)量確定提供重要的理論支持。
1 研究對(duì)象與方法
葉輪處在壓縮機(jī)設(shè)備的心臟部位,其作用是提高流體的壓力和流速。葉片通常設(shè)計(jì)為流線型,使流體在流入流出葉輪的過程中方向盡量保證一致,即保持流體的入射水平,減緩偽螺旋和無序現(xiàn)象對(duì)有序方向的影響[12-14]。文中研究的葉輪,如圖1所示,采用了分流葉片方式,即以一大一小兩個(gè)葉片為一組葉片,共11組,同時(shí)為了保證流體的入射水平,所有葉片相對(duì)輪盤都有30°以上的傾角,并保持一定的曲面。
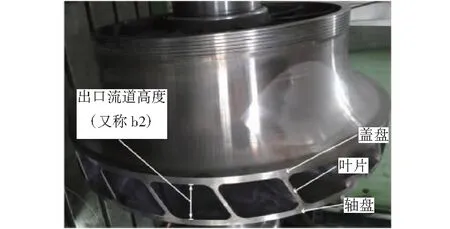
圖1 典型葉輪成品圖
葉輪材料為FV520B沉淀硬化不銹鋼(材料屬性如圖2所示),該材料密度和泊松比隨溫度變化的范圍較小,適用于溫度變化劇烈的工作環(huán)境中,是制造葉輪輪盤和蓋盤的主要材料[15-17]。力學(xué)性能達(dá)到最佳的調(diào)質(zhì)過程為:焊前1 050 ℃固溶和焊后調(diào)質(zhì)(850 ℃)+時(shí)效(560 ℃),調(diào)質(zhì)后密度為7.85 g/cm3,泊松比為0.3。由于蓋盤與葉片焊接后的裝配過程中可以調(diào)整出口流道尺寸(圖1中的b2),因此主要關(guān)注后焊接的軸盤與葉片之間的焊接和熱處理變形,不考慮蓋盤與葉片的焊接。
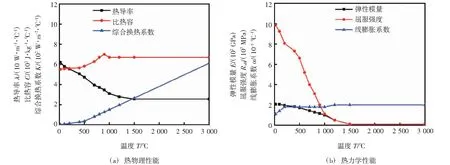
圖2 葉輪FV520B的材料性能參數(shù)
葉輪的焊接工藝采用焊條電弧焊(SMAW),電流極性為直流反接,焊接工藝參數(shù)見表1。
焊接完成后的消應(yīng)力處理過程為:升溫速率約為70 ℃/h,從200 ℃左右逐漸升到640 ℃,在640 ℃時(shí)保溫8 h,隨后在空氣中冷卻至200 ℃或室溫。
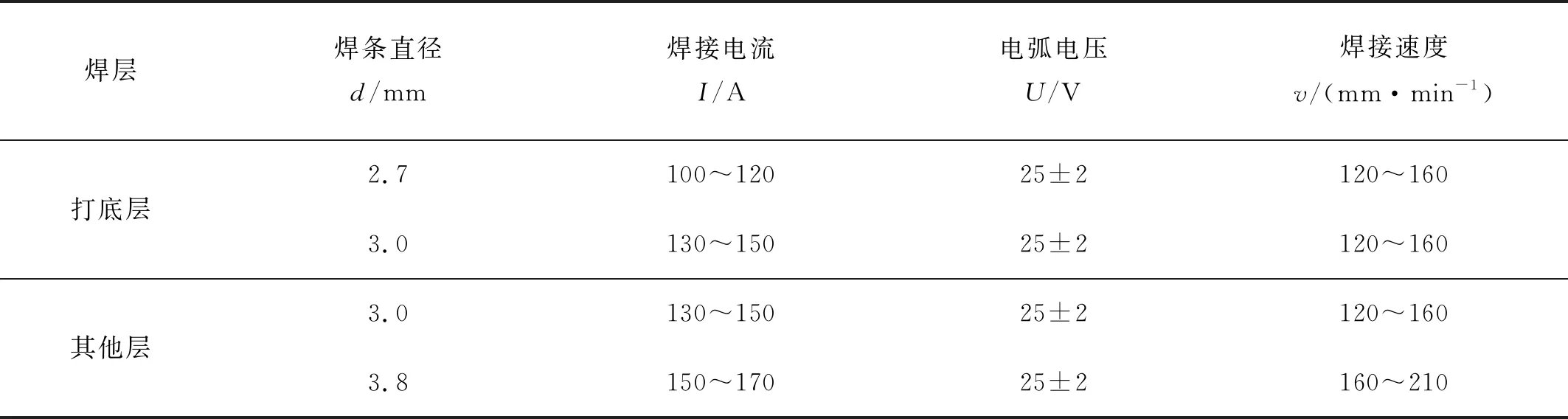
表1 焊接工藝參數(shù)
2 有限元建模
根據(jù)葉輪的旋轉(zhuǎn)對(duì)稱性,為了提高計(jì)算效率,選擇了1/11模型進(jìn)行有限元分析,如圖3所示,圖中的坐標(biāo)系為柱坐標(biāo)RTZ,R為徑向、T為環(huán)向、Z為軸向。為了獲取更加詳細(xì)的變形數(shù)據(jù),對(duì)出口流道區(qū)域進(jìn)行了細(xì)化,單元密度為3~5 mm,其余區(qū)域單元密度為15 mm,如圖4所示。熱分析時(shí)使用的單元類型為4節(jié)點(diǎn)線性傳熱四面體單元DC3D4,受力分析時(shí)使用的類型為4節(jié)點(diǎn)線性四面體單元C3D4。
考慮到現(xiàn)場(chǎng)作業(yè)為焊條電弧焊的多層填充方式,熔池狹窄,能量集中,熱源模型采用均勻體熱源[18]。
熱處理計(jì)算中考慮蠕變的影響,材料的蠕變方程如(1)式:
(1)

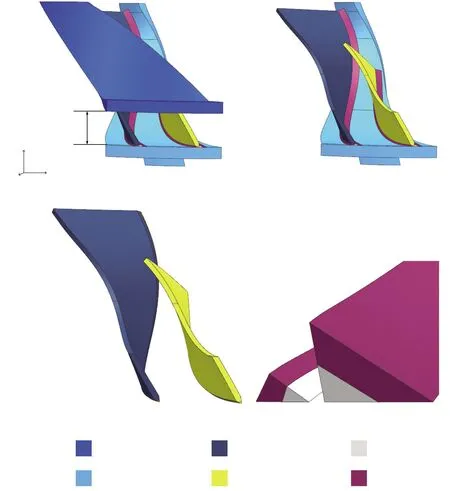
圖3 葉輪旋轉(zhuǎn)對(duì)稱模型
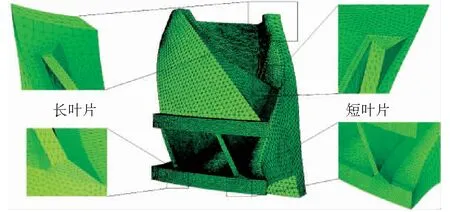
圖4 葉輪有限元網(wǎng)格劃分
3 模擬計(jì)算及分析
葉片與軸盤的焊縫為多層多道焊,在計(jì)算過程中將其簡化為兩層焊縫,第一層為焊接到總體焊縫厚度一半時(shí)的量,即為半厚度焊縫,簡稱半焊縫,第一層與第二層兩層相加即為全厚度焊縫,簡稱為全焊縫,雙層焊縫如圖3所示。同時(shí)根據(jù)葉片的傾斜角度將圖3中葉片左側(cè)的焊縫稱為銳角側(cè)焊縫,將葉片右側(cè)的焊縫稱為鈍角側(cè)焊縫。
在計(jì)算中,設(shè)計(jì)的焊接順序?yàn)椋合冗M(jìn)行整體預(yù)熱,再進(jìn)行半厚度焊縫的焊接和熱處理計(jì)算,然后進(jìn)行全厚度焊縫的焊接和熱處理計(jì)算。先焊接長葉片,再焊接短葉片。在實(shí)際作業(yè)過程中,因?yàn)槿~輪結(jié)構(gòu)特點(diǎn),先焊接銳角側(cè)焊縫,再焊接鈍角側(cè)焊縫會(huì)導(dǎo)致葉片傾倒,傷害葉輪結(jié)構(gòu),因此必須先焊接鈍角側(cè)焊縫,再焊接銳角側(cè)焊縫。熱處理順序與實(shí)際近似,區(qū)別僅在于因?yàn)樵O(shè)計(jì)了雙層焊縫,第一層焊縫的熱處理冷卻只降到200 ℃,全厚度焊縫的熱處理則冷卻至室溫。
葉輪應(yīng)力與變形計(jì)算采用熱力順序耦合方法,先進(jìn)行非線性瞬態(tài)熱分析,計(jì)算出瞬態(tài)焊接溫度場(chǎng),然后將溫度場(chǎng)作為載荷加載到變形計(jì)算的模型中,進(jìn)行非線性彈塑性計(jì)算,計(jì)算焊接熱過程引起的焊接變形和應(yīng)力變化。熱分析和受力分析過程均采用生死單元,焊接之前將要焊接的位置殺死,焊到某一道時(shí)將該道激活,按焊接順序依次激活間隙和各焊縫。
3.1 焊接溫度場(chǎng)結(jié)果
按實(shí)際焊接參數(shù)計(jì)算出熱流密度,分別在焊接過程中施加于相應(yīng)的焊縫上,焊接長葉片和短葉片的全厚度焊縫的溫度分布分別如圖5a和圖5b所示,紅色區(qū)域?yàn)闇囟雀哂? 500 ℃的熔池區(qū)域。
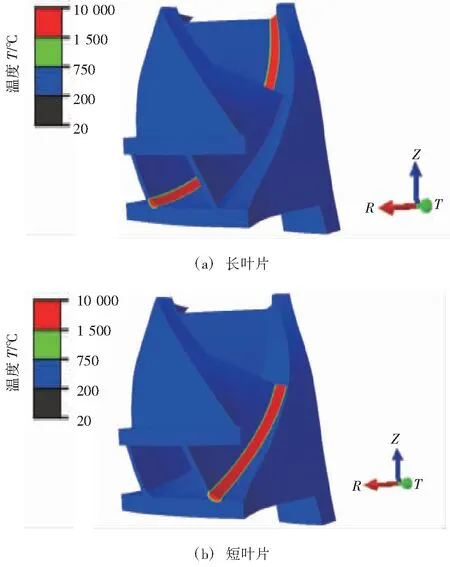
圖5 全厚度焊縫焊接溫度場(chǎng)分布圖
3.2 葉輪焊接變形分析
圖6a~圖6d分別是葉輪完成全部的焊接和熱處理流程后的徑向變形、環(huán)向變形、軸向變形和總變形云圖。其中徑向正向變形時(shí)為膨脹值,反向變形時(shí)為收縮值;環(huán)向正向變形值為沿軸盤圓周逆時(shí)針變形值,反向?yàn)檠貓A周順時(shí)針變形值;軸向方向?yàn)閳D6中Z軸方向,正向?yàn)檠剌S盤圓心向蓋盤圓心。徑向變形全部為收縮變形,收縮最大值為2.9 mm,位于靠近出口端的蓋盤和葉片區(qū)域;環(huán)向變形的最大值為2.0 mm,位于靠近進(jìn)口端的短葉片焊縫區(qū)域;軸向變形以Z軸負(fù)向變形為主,Z軸負(fù)向變形最大值為3.3 mm,位于蓋盤上部;總變形最大值為3.9 mm,位于蓋盤上部,軸盤底部的總變形最小。
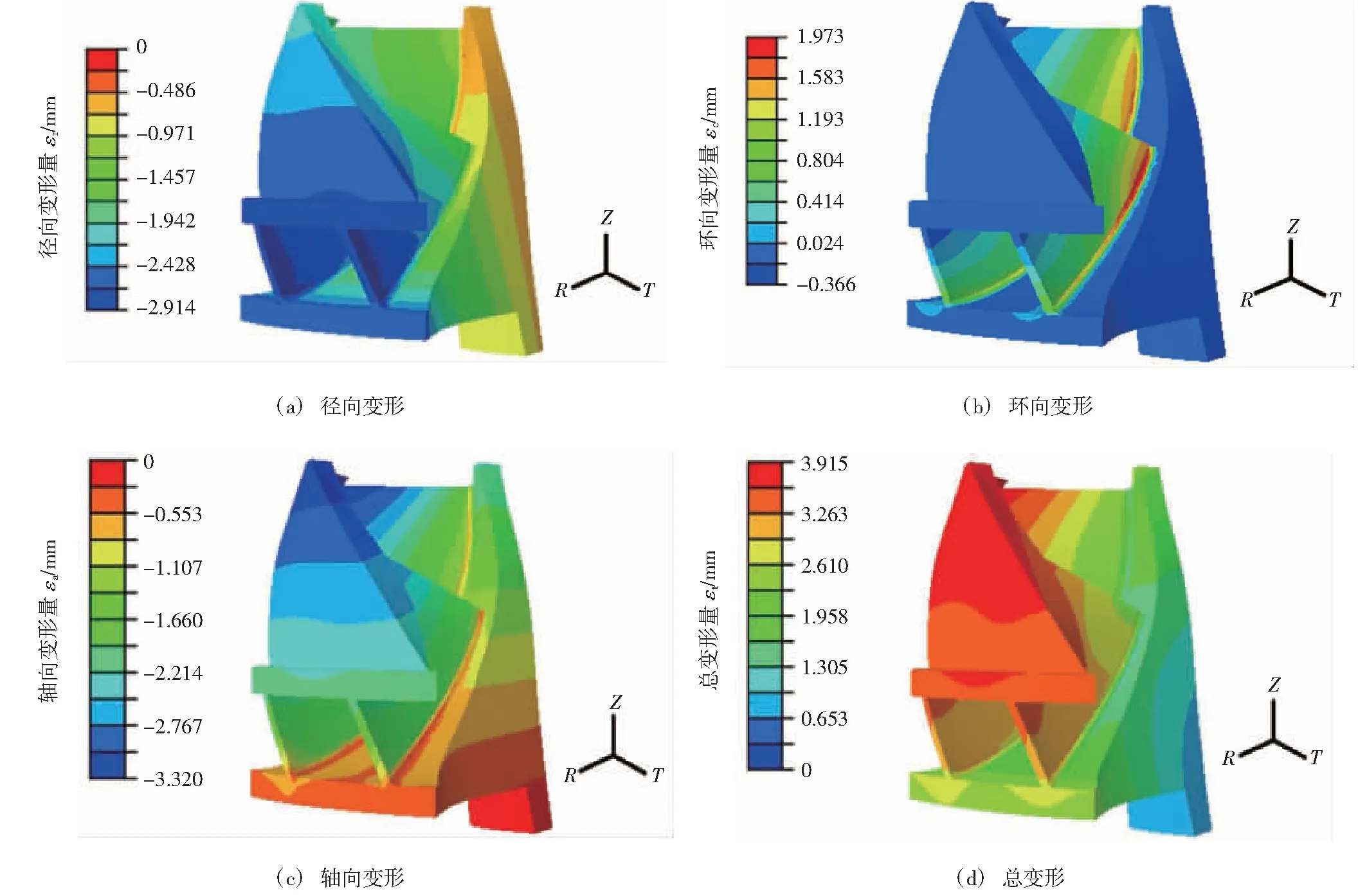
圖6 全厚度焊縫熱處理冷卻至室溫時(shí)的變形
圖7為焊接和熱處理后流道高度變形的直觀示意圖。焊接和熱處理冷卻后,上端向下大幅變形,下端向上小幅變形,出口端收縮。焊接后上端和下端變形曲線在葉片和焊縫處出現(xiàn)峰值,上端變形曲線呈倒W形,下端變形曲線呈W形,導(dǎo)致焊縫處流道高度收縮量較小,流道高度變形曲線也呈倒W形,葉片處流道高度收縮量較小。由于先焊長葉片,而且長葉片焊縫比短葉片焊縫長,所以長葉片處的下端變形波動(dòng)比短葉片大。
圖8為半厚度焊縫和全厚度焊縫焊接和熱處理后出口端尺寸流道高度的變形對(duì)比。從圖8可以看出,半厚度焊縫焊接和熱處理后,出口端流道高度的收縮量較小,約為0.3 mm左右,半厚度焊縫焊接和熱處理后的流道高度變形曲線基本重疊,變化不大。全厚度焊縫焊接后,流道高度曲線大幅下移至1.4 mm處,說明出口端進(jìn)一步收縮。全厚度焊縫熱處理冷卻至室溫后,流道高度總共縮小了2.3 mm。實(shí)際測(cè)量的全厚度焊接和熱處理后的變形量與計(jì)算結(jié)果的近似值達(dá)90%以上,還原度極高。
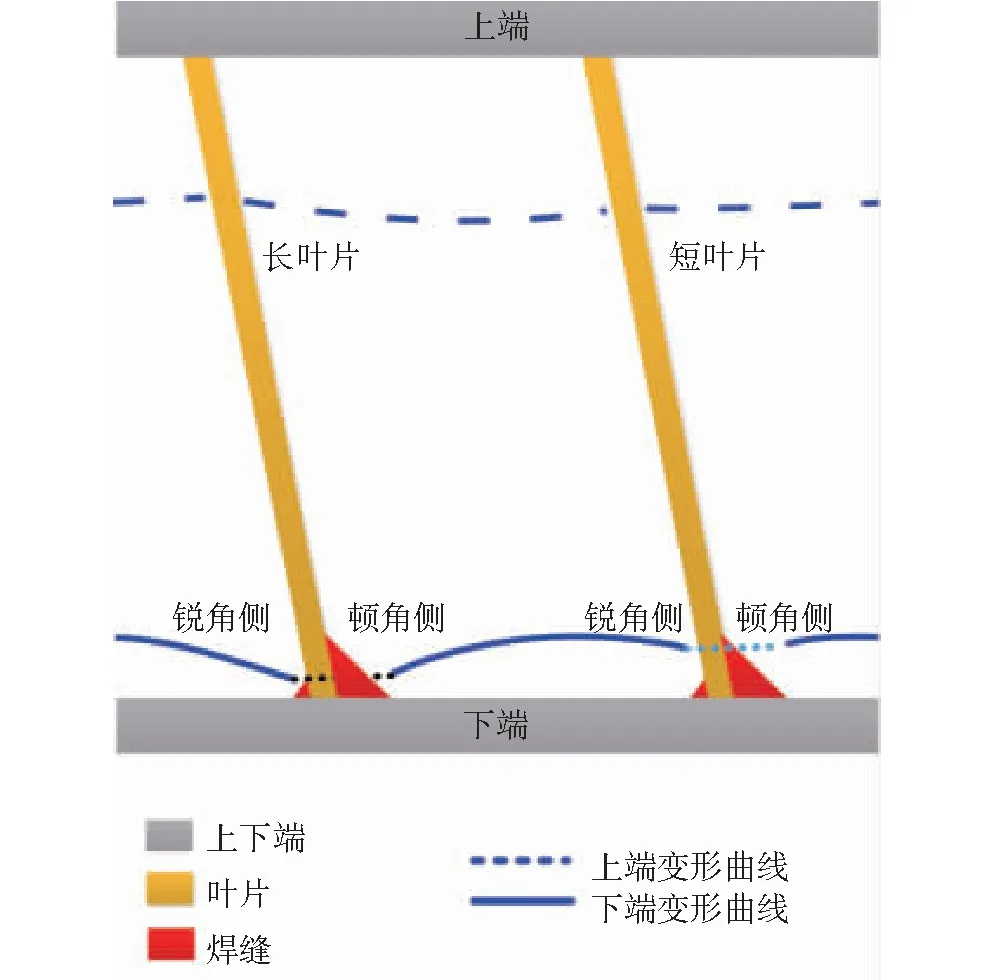
圖7 葉輪焊接變形圖
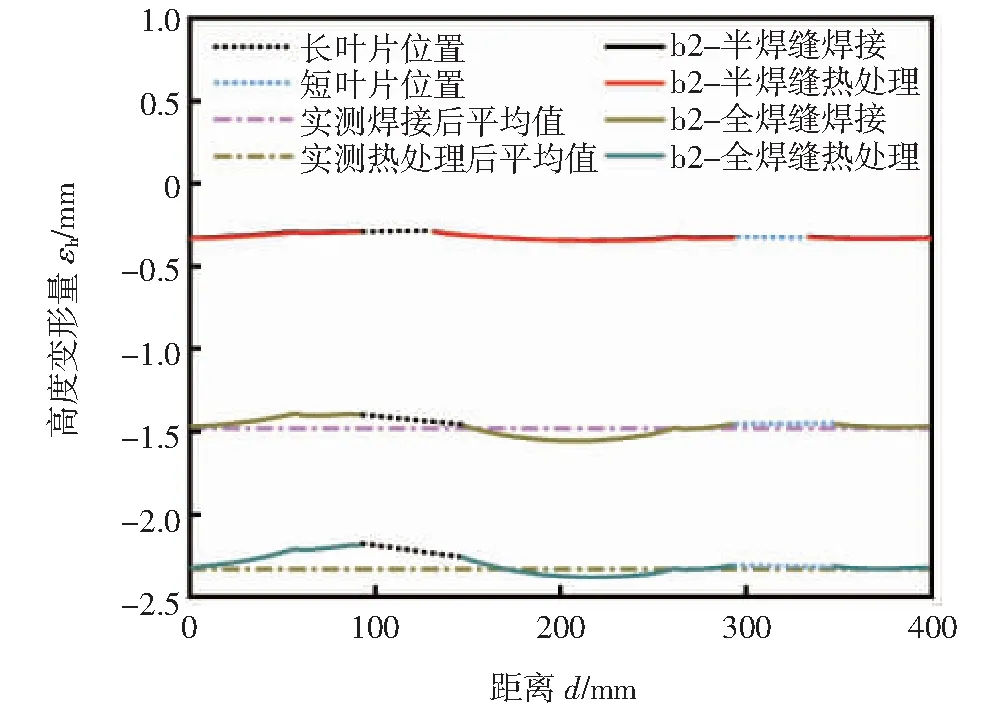
圖8 葉輪流道高度變形圖
以上圖例數(shù)據(jù)說明:①該葉輪在經(jīng)過焊接熱處理,冷卻至室溫后,出口流道收縮,b2變形幅度可達(dá)2.3 mm;②在焊接變形過程中,葉片起到了支撐作用。在長葉片處比短葉片處減少了0.2 mm的收縮量;③結(jié)合壓縮機(jī)設(shè)計(jì)原則,在出口側(cè)設(shè)計(jì)限制性工藝措施以減少b2收縮量,同時(shí)還需要保證出口側(cè)變形量的一致性,以及符合現(xiàn)場(chǎng)的作業(yè)條件。
4 限位塊方案的對(duì)比分析
通過模擬計(jì)算分析可知,在軸盤外圓處施加限制條件可以減緩焊接熱處理后出口流道的縮小趨勢(shì),由此提出通過限位塊來控制變形的思路。圖9為優(yōu)化工藝后的模型,其中限位塊材料為30Cr2Ni4MoV。

圖9 加限位塊后的1/11葉輪模型
為了找出最佳的工藝方案,設(shè)計(jì)了6種限位塊分布情況,并進(jìn)行了模擬分析。圖10為了更清晰地表現(xiàn)出口流道變形量隨著葉片分布位置不同的變化趨勢(shì),展示量2/11模型。按圖1的順時(shí)針順序,圖10中的①區(qū)域?yàn)殚L葉片至短葉片區(qū)域,②區(qū)域?yàn)槎倘~片至長葉片區(qū)域。圖10顯示了6種限位塊情況下出口流道高度縮小量分布圖(b2變形),其中縱軸的負(fù)值指焊接熱處理后出口流道為壓縮變形。其中,長、短葉片鈍角側(cè)均加限位塊(簡稱D法)和長、短葉片銳角側(cè)均加限位塊(簡稱R法)的流道高度變形曲線形狀相似,長葉片鈍角側(cè)加限位塊(簡稱LD法)和短葉片銳角側(cè)加限位塊(簡稱SR法)的流道高度變形曲線形狀相似,短葉片鈍角側(cè)加限位塊(簡稱SD法)和長葉片銳角側(cè)加限位塊(簡稱LR法)的流道高度變形曲線形狀相似。6套方案中D法和R法的變形幅度最小,同時(shí)整體變形波動(dòng)較小。
圖11統(tǒng)計(jì)了這6套方案在圖10中①和②區(qū)域的流道高度變形最大和最小值。可以看出,增設(shè)限位塊能顯著減小流道高度變形。對(duì)比兩種全限制條件方案(即D法和S法),流道高度變形都僅為原始流道高度變形(NO)的50%左右,且變形曲線的變化趨勢(shì)與不加限制條件時(shí)類似,都較為平緩。兩套方案的主要區(qū)別在于變形最小值位置不同,對(duì)于實(shí)際生產(chǎn)影響不大,可按實(shí)際作業(yè)條件進(jìn)行選擇。隨著限位塊數(shù)量的減少,流道高度的變形曲線出現(xiàn)了明顯變化。LD,LR,SD,SR,這4套方案的曲線圖雖然區(qū)別較大,不過同一方案下的最值差距高達(dá)1 mm,且同時(shí)變形曲線的波動(dòng)隨限位塊減少而增加。從離心機(jī)的三維模型理論可得,此4套方案不適用于實(shí)際工業(yè)生產(chǎn)中。
圖12為增設(shè)D法限位塊方案的葉輪在焊接熱處理后的實(shí)際測(cè)量數(shù)據(jù)和模擬計(jì)算結(jié)果的比較,結(jié)果表明兩者接近,說明限位塊的安裝和分布方式有效的減少了出口處流道變形問題。通過以上圖示數(shù)據(jù)表明添加限位塊后:①能起到減小b2收縮量的效果,但是出口側(cè)整體的b2變化曲線振幅會(huì)明顯增大,不利于葉輪的穩(wěn)定性;②從圖10中可以發(fā)現(xiàn)b2的最小收縮位置從葉片處轉(zhuǎn)移到限位塊處;③限位塊的總量提升可以提高b2曲線的平穩(wěn)性,雖然模擬計(jì)算時(shí)出口側(cè)葉片兩側(cè)可以同時(shí)加裝限位塊,但考慮到現(xiàn)場(chǎng)焊接作業(yè)大多使用船型平臺(tái),D法方案比R法方案更有優(yōu)勢(shì)。
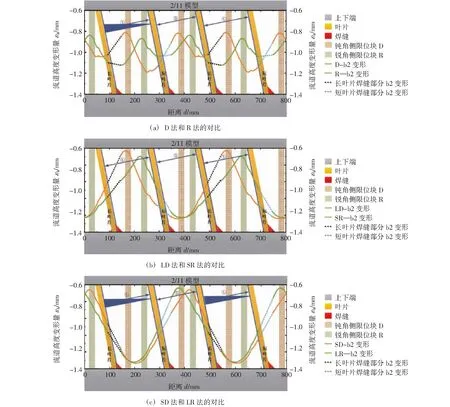
圖10 6種限位塊情況的對(duì)比
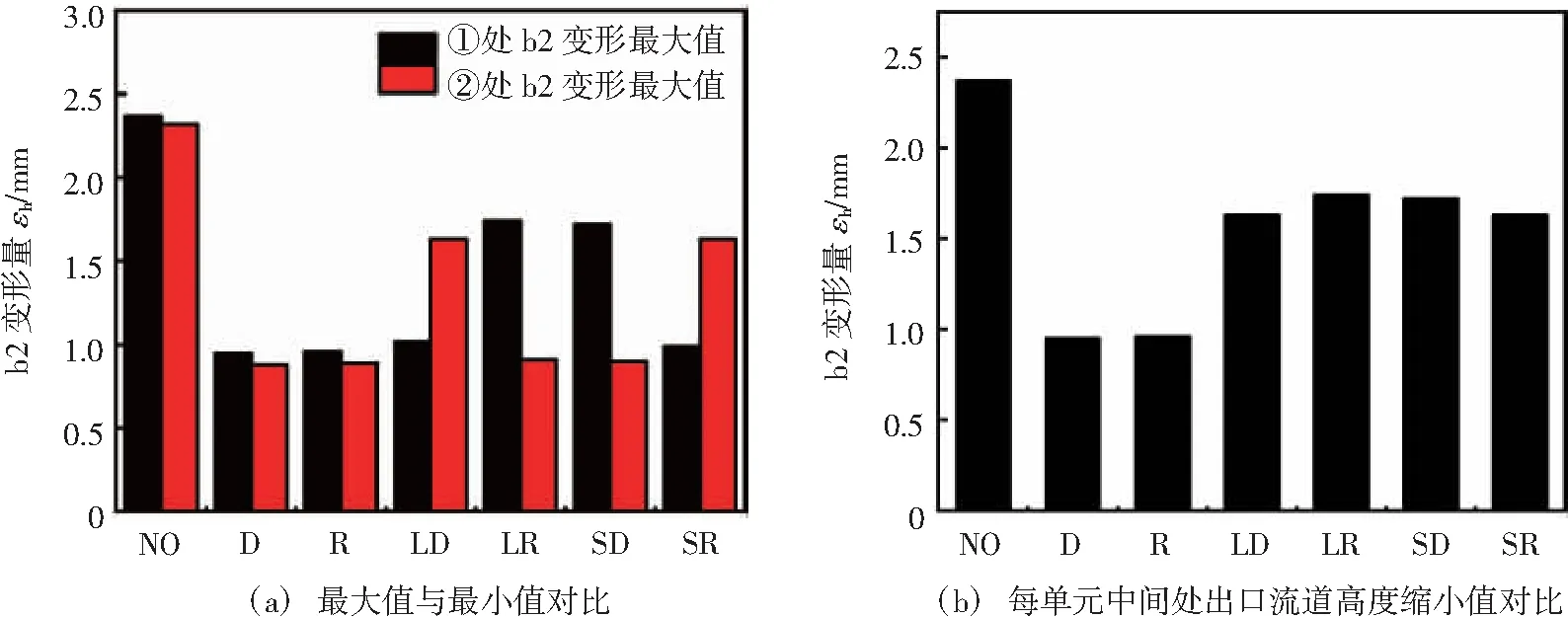
圖11 限位塊對(duì)出口端流道變形特征值的影響
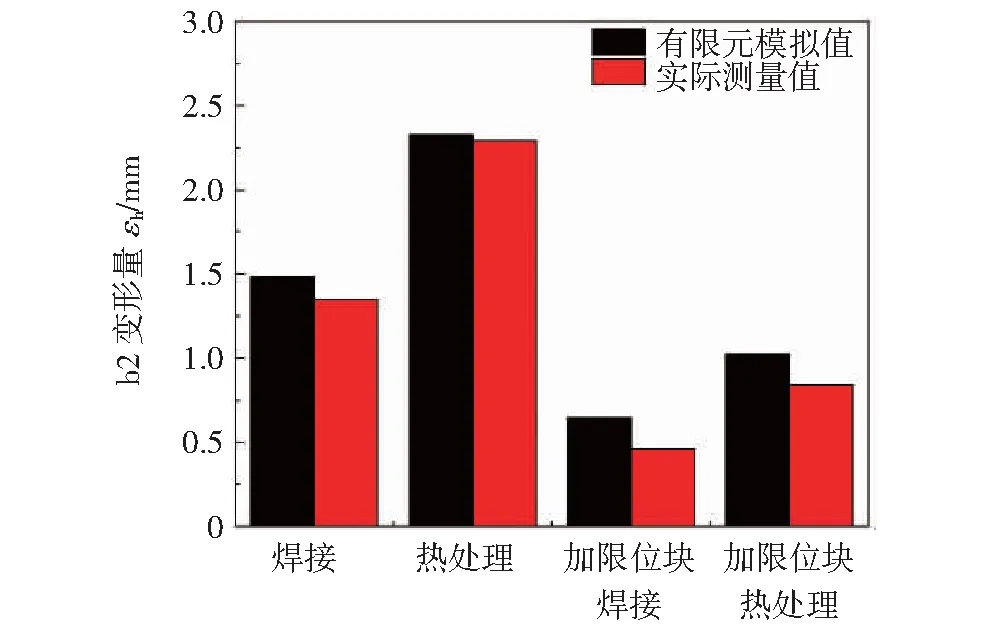
圖12 有限元模擬與實(shí)際測(cè)量對(duì)比圖
5 結(jié)論
(1)采用有限元方法建立了壓縮機(jī)焊接葉輪溫度場(chǎng)與變形的有限元模型,其計(jì)算結(jié)果與實(shí)測(cè)數(shù)據(jù)吻合良好,能夠預(yù)測(cè)葉輪的焊接與熱處理變形。
(2)葉輪焊接及熱處理后出口流道變形主要是由蓋盤變形引起,流道出口高度變形在2.3 mm左右。
(3)提出并設(shè)計(jì)了加裝限位塊以優(yōu)化出口流道變形的焊接方案,通過數(shù)值模擬對(duì)比分析表明,增設(shè)限位塊后出口流道高度的焊接變形量可減小50%左右、葉輪總體變形振幅下降。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
