微間隙焊縫磁光圖像磁荷理論建模檢測分析
2020-12-28 09:02:16甄任賀熊建斌周衛
焊接 2020年9期
甄任賀, 熊建斌, 周衛
(1.廣東技術師范大學,廣州 510635; 2.廣東工業大學,廣州 510006)
0 前言
磁光檢測技術主要應用于飛行器蒙皮鉚釘下的微小裂紋和腐蝕缺陷的無損檢測[1-2]。近年來,把該技術應用在激光焊接領域,眾多學者進行了系列研究:高向東等人[3]對微間隙低碳鋼焊縫,采用多信息理論優化卡爾曼濾波算法,對焊縫進行了分析研究,獲得較高的焊縫跟蹤檢測精度。 莫玲等人[4]利用RGB彩色和HSV彩色磁光圖像提取焊縫邊緣,并與直接利用灰度磁光圖提取焊縫邊緣做對比,得出利用彩色磁光圖提取邊緣更為準確的結論。Gao等人[5]通過改變焊縫勵磁強度的大小和改變焊接的速度來研究焊縫的跟蹤檢測情況,得出勵磁強度能影響焊縫的檢測、但焊件運動的速度影響焊縫檢測不明顯的結論。從這些已發表的研究焊縫磁光圖的文獻來看,都涉及到利用磁光圖過渡帶提取焊縫位置的問題,提取的方法均為先通過各種算法確定焊縫兩側的邊緣,然后把兩側邊緣的中間位置認定為焊縫的中間位置,再利用這個中間位置進行焊縫的跟蹤檢測分析,但這些研究均未解釋為何該位置對應實際的焊縫中心。
為解決上述問題,先利用磁荷理論,研究在外直流恒定磁場對焊件焊縫勵磁作用下,微間隙鐵磁焊縫的近表面漏磁場的分布特征,接著把磁光傳感器放置在焊縫近表面附近,磁光傳感器能把對應位置的漏磁場分布特征狀況轉化為磁光圖像顯示出來,通過研究磁光焊縫圖像與對應的漏磁場分布關系,最后確定焊縫磁光過渡帶中心對應實際的焊件焊縫中心。
1 磁光效應原理
磁光效應的工作原理為:當單色的偏振光通過施加有外磁場的磁光介質時,偏振光的震動面將旋轉一定的角度Ψ,其大小由方程(1)表示,工作原理如圖1所示。
Ψ=αBL
(1)
式中:B為磁旋光介質中外加磁場的磁感應強度;L為磁旋光介質中輸入的偏振光已通過磁旋光介質的路程;α為磁旋光介質材料的費爾德(Verdet)系數。
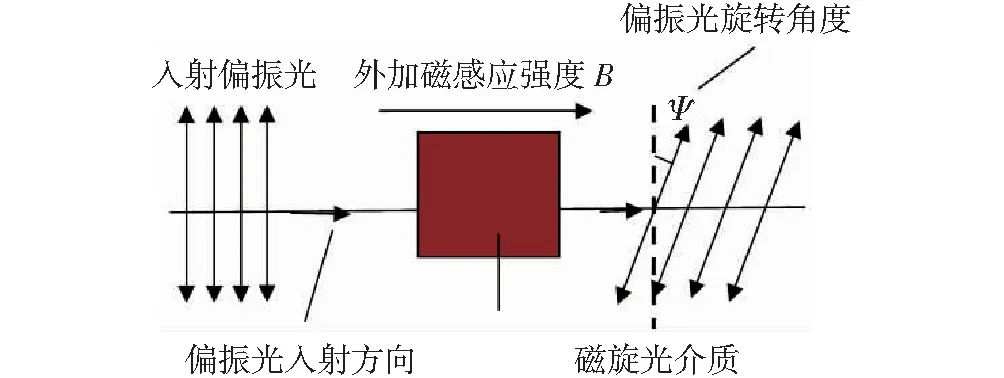
圖1 磁光效應工作原理示意圖
2 微間隙焊縫漏磁場磁荷模型
2.1 焊縫磁光成像測量裝置
為研究鐵磁焊件焊縫漏磁場分布及利用磁光傳感器檢測漏磁場分布狀況,建立圖2所示的測試試驗圖進行測試試驗。圖中,在鐵磁焊件下方放置能調節直流大小的直流電磁鐵,如果在電磁鐵的勵磁線圈上施加上合適的直流電流時,將會有如圖2所示的磁路磁通通過焊縫兩側,該磁路磁通在焊件焊縫兩側產生相應的正負磁荷,這些磁荷于是在焊縫的表面會產生相應的漏磁通Φ2。建立如圖2所示的直角坐標系,X軸沿著焊件表面方向,Y軸垂直平分焊縫。如果把磁光傳感器放置在焊縫的近表面上方,由于磁光傳感器的易軸方向為Y軸方向,因此它能把漏磁場的Y軸方向,即垂直分量的漏磁場磁感應強度以磁光圖像的形式檢測出來。

圖2 磁光傳感器測量焊縫漏磁場分布示意圖
2.2 磁荷理論研究焊縫漏磁場分布規律
為研究在外加磁場作用下鐵磁焊件焊縫漏磁場近表面的分布規律,把圖2的焊縫局部圖放大重畫為圖3所示(為方便表達焊縫口磁荷分布特征以便于分析,特意放大焊縫裂口形狀)。由磁荷理論,圖3中微間隙焊縫的漏磁通Ф2認為是由焊縫相對的兩側面,由于帶有正負極性的磁荷帶感應產生。這里設鐵磁焊縫為無限長度的矩形槽形狀,該矩形槽的槽寬是2b,而焊件厚h,同時假設焊件表面沒有磁荷分布。在圖3所示的示意圖中,用η表示為磁荷帶的面寬度;H是焊縫漏磁場的磁場強度;而μ0表示為真空磁導率;ρ為焊縫側磁荷帶的面密度;r1,r2表示為磁荷到測量點的位移。

圖3 微間隙焊縫帶偶極子示意圖
根據圖3,焊縫壁上寬度為dη的面上攜帶極性為正的帶偶磁荷,將在測試點P處產生磁場強度為:
(2)

同樣,負極性的帶偶磁荷將在P點具有如下的磁場強度:
(3)
把H1和H2分別在X軸和Y軸進行分解,得到:
(4)
(5)
(6)
(7)
對dHx積分,求得總的磁場強度X軸分量Hx:

(8)
(9)
(10)
同理,總的磁場強度Y軸分量為:
(11)
M=[(x+b)2+(y+b)2][(x-b)2+y2]
(12)
N=[(x+b)2+y2][(x-b)2+(y+h)2]
(13)
當焊縫很深時(由于焊縫的寬度≤1 mm,因此實際的焊件的厚度均滿足),有:
(14)
(15)
焊件近表面的實際磁場是Ф1和Ф2合成,但由于Ф1對焊縫兩側具有對稱性,而磁光傳感器的測量點通常壓得離焊件焊縫很近,Ф1離測量點相對很遠,它對磁光成像的影響可忽略不計,因此,磁光成像的效果認為僅由式(14)、式(15)式決定。由于磁場強度的X軸分量不影響磁光成像,因此僅需要考慮其Y軸分量。
由式(15),為分析方便,設比值ρ/(2πμ0)取1,焊件焊縫寬度同樣取0.1 mm,其它條件不變,僅改變磁光傳感器離焊縫的高度,Hy的分布規律如圖4所示。從圖4可以看出,沿Y軸分布的磁場強度具有如下特點:①沿焊縫中心具有對稱性,當X>0時,磁場強度取負值;當X<0時,取正值;②由圖4,并結合方程(15)可以看出,磁場強度關于Y軸具有對稱性;③當減少磁光傳感器到焊縫的距離時,磁場強度沿Y軸的變化更加明顯;④當X>0時,磁場強度有一個極小值,當X<0時,有一個極大值;⑤在焊縫中心點附近,隨著水平方向的變化,磁場強度的變化近似具有線性。

圖4 磁光傳感器提離高度變化時焊縫兩側的HY變化圖
3 焊縫表面磁場磁光傳感器檢測驗證
圖4反映了磁場強度在Y軸上隨離焊縫提離高度變化時的變化規律,為驗證該分布規律,利用圖2所示的裝置示意圖進行搭建試驗裝置并進行檢測試驗,對于焊縫小于0.1 mm的碳鋼焊件,圖5為通過磁光傳感器得到的彩色磁光圖,從5圖可以看出,盡管焊件原件表面看起來很新,但它其實還是存在表面不平整等因素,利用磁光傳感器的測量也存在干擾噪聲,因此仔細觀察,在整張焊縫彩色磁光圖中,存在比較明顯的干擾噪聲。仔細從左往右觀察圖5,其亮度的變化為先比較亮,逐漸變暗,到某個區域為最暗,接著又逐漸變得比較明亮,顏色由黑逐漸變為橙色,中間位置為橙色,然后在圖像的右邊,顏色由橙色逐漸變得明亮,其中有一個部分顏色最為明亮,接著亮度逐漸變暗,顏色表現為逐漸由較淺的橙色逐漸變紅。 把圖5進行灰度變換和中值濾波處理后獲得圖6所示的灰度磁光圖。

圖5 焊縫彩色磁光圖

圖6 焊縫灰度磁光圖
圖6也存在類似彩色圖5這樣的變化規律,不過是左邊為黑色,右邊為淺灰色,亮度的變化從左到右為先灰度較淺,逐漸變深,到最黑區域后又逐漸變淺,經中間位置后逐漸變得明亮,到最明亮區域后,又逐漸變暗。對圖6處于中間位置附近的第300行進行灰度分布提取,獲得如圖7所示的焊縫灰度磁光圖沿圖像中由暗區域逐漸過渡到明亮區域的灰度分布曲線。

圖7 微間隙焊件磁光灰度圖灰度分布曲線
由于磁光灰度圖中的灰度值與磁光傳感器中的線偏振光的偏振角成線性關系[6],由公式(1)可知,偏振光的偏振角與對應位置的磁感應強度成線性關系,因此可以認為該灰度分布曲線對應著磁光傳感器測量位置的磁場分布。把圖7曲線與圖4曲線相比較,可以看出,由磁荷模型推導出的焊縫近表面磁場分布規律與利用磁光傳感器實際測出的曲線相符合(圖7曲線中,灰度值大的位置對應磁場強度為正的位置,灰度值小的部分對應磁場強度為負的位置)。另外,由圖4可以看出,焊縫中心線對應的Y軸方向的磁場強度值為0,該位置對應著磁光圖中過渡帶的中間位置。因此,只要想方設法提取焊縫磁光圖中中間過渡帶的中間位置,該位置對應實際焊件的中心,這樣,也就從理論上解決了焊縫中心的識別問題。
4 結論
(1)利用磁荷理論建立的焊縫磁荷分布模型,能解釋焊縫近表面的磁場分布規律。
(2)利用磁光傳感器測量焊縫近表面的磁場分布時,離焊縫越近,則顯示焊縫過渡帶的特征更加明顯。
(3)焊縫磁光圖中焊縫過渡帶中間的位置對應著實際焊縫中心對應的位置,因此可以利用磁光傳感器進行焊縫磁光圖像提取,只要提取焊縫磁光圖中過渡帶中間位置,即可認為該位置對應實際的焊件焊縫中心,因此可以運用磁光傳感器對微間隙焊縫進行跟蹤檢測。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
海峽科技與產業(2016年3期)2016-05-17 04:32:12
