可重復使用熱防護材料應用與研究進展
2020-12-29 02:34:28黃紅巖蘇力軍雷朝帥李健張恩爽李文靜楊潔穎趙英民裴雨辰張昊
航空學報 2020年12期
關鍵詞:結構
黃紅巖,蘇力軍,雷朝帥,李健,張恩爽,李文靜,楊潔穎,趙英民,裴雨辰,張昊
航天特種材料及工藝技術研究所,北京 100074
隨著未來重復使用飛行器飛行速度的不斷提升,服役環境趨于惡劣,飛行器的熱防護問題已成為制約其發展的瓶頸問題之一[1-3]。各國在大力開展重復使用高馬赫數飛行器(Ma≥4)研究的同時,也積極開展熱防護材料及技術的相關研究[4-8]。如美國國家航空航天局(National Aeronautics and Space Administration, NASA)針對第三代空天飛機應用的選材研究計劃[4];20世紀90年代,美國開展用于驗證超高溫陶瓷(Ultra High Temperature Ceramics, UHTC)材料在真實再入環境中性能的SHARP飛行試驗[5];為了評估用于高速運輸機(Supersonic Transport, SST)持續超聲速和高超聲速飛行的機身材料和燃燒室材料,歐洲多國聯合開展的高速飛行輕質先進材料的氣動與熱載荷相互作用計劃(ATLLAS)[6];為了支持超聲速/高超聲速運輸推進系統項目(HYPR),日本工商部制定了長達8年的研究計劃用來研究高超聲速飛機用的耐高溫材料等[7]。
高馬赫速重復使用飛行器表面溫度極高,要求熱防護材料滿足輕質、高效、耐高溫、抗氧化、可重復使用等需求[8],對材料的綜合使用性能要求高,研制難度很大。
本文將主要對國外典型高馬赫數飛行器熱防護材料技術的應用現狀以及研究進展進行介紹,并對未來可重復使用熱防護材料的發展方向及需要解決的問題進行探討。
1 熱防護方式分類
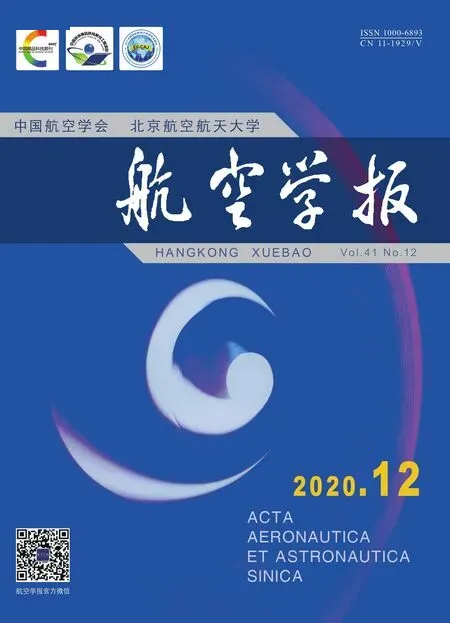
如表1所示,目前用于高馬赫數飛行器的熱防護方式主要分為3類:主動式、半主動式及被動式[9-18]。
1.1 主動式熱防護
主動式熱防護是通過泵驅動的方式,利用冷卻劑來阻隔或帶走氣動熱,控制進入結構的熱流量,從而保證內部結構不超溫運行的防熱方式,適用于高熱流長時工作環境。主動式熱防護按冷卻形式可以分為:氣膜冷卻、發汗冷卻、對流冷卻等形式[9-11]。
主動冷卻的特點是冷卻能力強,具體表現在2個方面:一方面,在相同的熱流作用下,降低對熱防護材料的最高耐溫要求;另一方面,對于相同的熱防護結構,如果有主動冷卻參與,則會提高熱防護系統的熱載荷承載能力。但是,主動冷卻往往需要攜帶大量的冷卻劑及較為復雜的泵送控制系統,會減小飛行器的有效載荷。
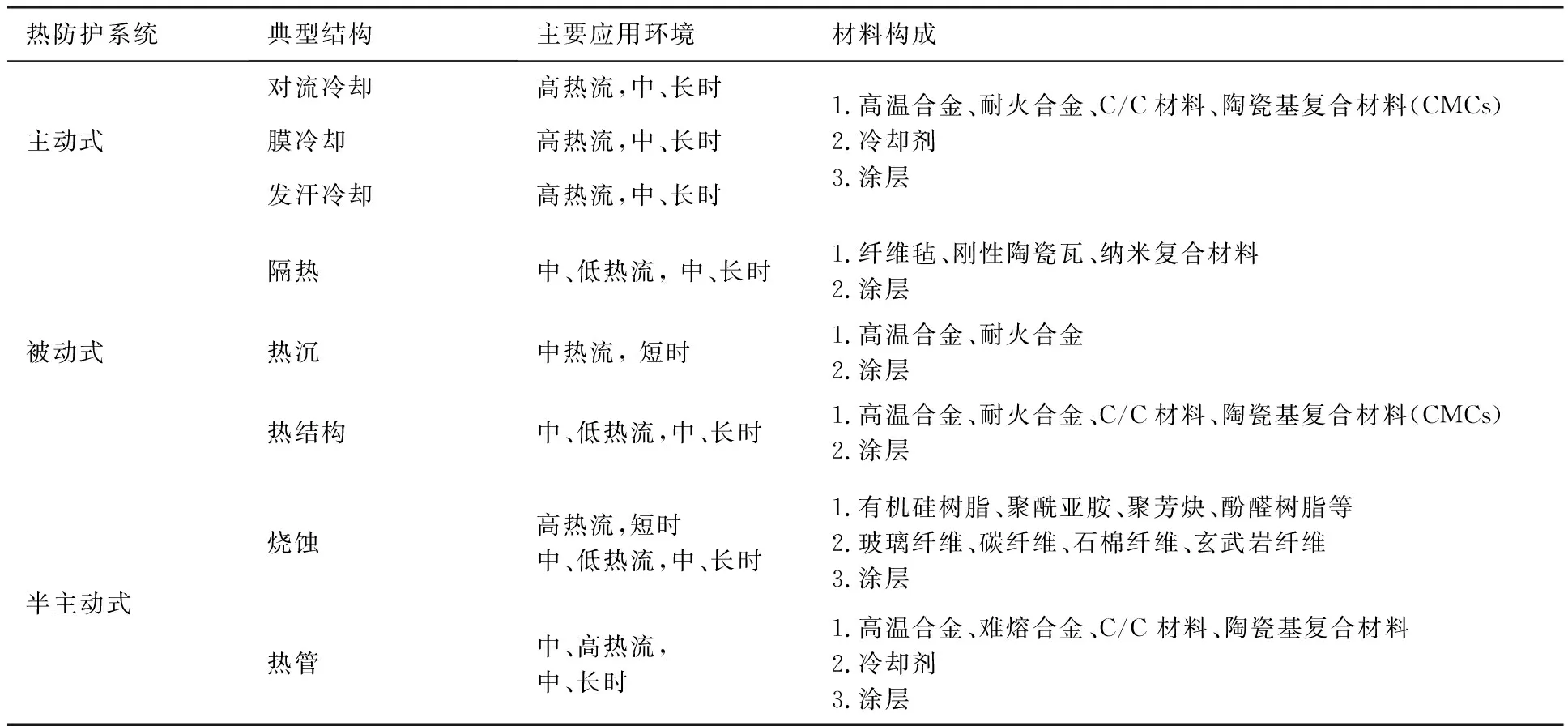
表1 熱防護系統及典型材料[9-18]Table 1 Thermal protection systems and typical materials[9-18]
1.2 被動式熱防護
被動熱防護主要是依靠防熱結構和材料本身將熱量吸收或輻射出去,不需要工質,這種方案簡單可靠,目前被廣泛采用。被動熱防護主要分為隔熱式、熱沉式和熱結構式[12-14]。
對于被動式熱防護方案,材料在非燒蝕使用邊界內使用過程中結構及性質基本不發生變化,系統結構簡單,可重復使用性好,是目前技術屬成熟度及可靠性較高的熱防護方案。但對于高熱流、長時熱防護環境來說,則存在熱防護性能不足的問題。
1.3 半主動式熱防護
半動式熱防護是一種介于主動熱防護與被動熱防護之間的熱防護方案,主要采用熱管結構和燒蝕結構兩種形式[15-16]。
半動式熱防護具有較高的熱防護效率,但存在結構相對復雜(熱管)、重復使用性不理想(燒蝕)等問題
2 高馬赫數飛行器可重復使用熱防護材料應用研究進展
對于目前的高馬赫數可重復使用飛行器而言,針對不同的飛行環境、時間、任務要求以及同一飛行器的不同區域,相應的熱/力載荷均大不相同,因此,適用的可重復熱防護模式及材料方案也有所區別。本節將結合典型高馬赫數可重復使用飛行器熱防護方案,對相關可重復使用熱防護材料及研究進展進行介紹。
2.1 X-15
X-15飛行器是1958年由北美航空公司制造的早期火箭動力高超聲速(Ma≥5)驗證機,并在此后數十年的約177次飛行試驗中涉及了幾乎所有高超聲速研究領域,為后續“阿波羅”登月等載人太空計劃及航天飛機的發展提供了大量數據[19]。如圖1所示,飛行器最高飛行馬赫數最高達到6.72,飛機長15.4 m,高4.7 m,翼展6.7 m,機身大面積溫度在500~650 ℃之間,因而采用在室溫至650 ℃(1200 ℉)范圍內具有良好抗拉強度的Inconel X合金作為熱結構來滿足氣動熱/力載荷需求,并通過調整蒙皮的厚度(2.54 mm)來獲得熱沉,使其在飛行過程中機身溫度維持在安全溫度之下。其中,飛行器翼前緣部位氣動加熱較為嚴重(將近700 ℃),但通過實心Inconel X合金前緣結構的采用,獲得了足夠大的熱沉,從而保證了飛行器的穩定運行[20],X-15項目的順利實施,加速了非燒蝕熱防護材料的發展,以及可重復使用熱防護材料方案在航天飛機項目中的推進。

圖1 X-15火箭動力飛行器[19]Fig.1 Rocket-powered vehicle: X-15[19]
2.2 SR-71
SR-71即“黑鳥”高空察機,是由洛克希德公司研制并于1964年完成首飛的第一款突破熱障的實用型噴氣式飛機。該款飛行器可在30 km以上的高空以馬赫數3.3的速度進行超音速巡航,該機長32.7 m,高度5.64 m,翼展16.9 m,機身大面積溫度在280~330 ℃之間(華氏500~650 ℉,見圖2)[21]。飛行器采用了典型的熱結構方案,起飛約30分鐘左右即達到熱平衡狀態,飛行時間大于1小時,由于傳統鋁合金已無法承受該溫度量級,飛行器采用了耐高溫性能更好的B120鈦合金作為機身主要結構,其重量占飛行器結構總重的93%以兼顧熱防護及減重的目的,而機身采用的黑色涂裝則可將大量的氣動熱以輻射的形式發射至背景環境中。與此同時,蒙皮內部采用柔性纖維氈作為內隔熱層,以保持內部相對低的溫度。值得一提的是,機載燃油容積占到了整個機身容積的2/3及機翼內部容積的1/2,在進入燃燒室之前均被用來對于重點高溫區域(如起落架,座艙等位置)進行冷卻[22]。

圖2 SR-71其黑色涂裝的鈦合金熱結構[21]Fig.2 Black coated titanium alloy thermal structure of SR-71[21]
2.3 航天飛機
1969年繼“阿波羅”登月之后,NASA提出了建造一種可重復使用航天運載工具的需求,并于1972年確立了包含可回收火箭推進器、不可回收外掛燃料儲箱以及可多次重復使用軌道器的航天飛機方案,以實現可重復空天往返。如圖3[23]所示,軌道器長度37.2 m,高度17.3 m,翼展23.8 m。軌道器在完成任務后經過大氣層返回地面的過程中,最大馬赫數將達到23,會經歷嚴酷的氣動加熱,如表2所示,其加熱區域可大致分為前緣、迎風面及背風面三類區域[23-24]。

圖3 航天飛機[23]Fig.3 Space shuttle [23]
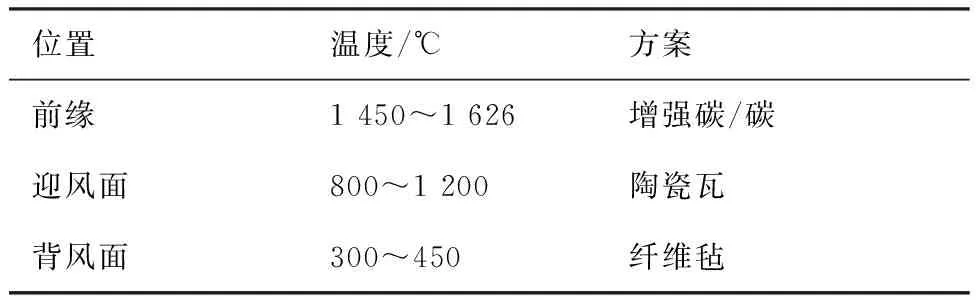
表2 航天飛機熱防護系統[23-24]Table 2 Thermal protection system of shuttle[23-24]
2.3.1 鼻錐及翼前緣-增強C/C材料(Reinforced Carbon-Carbon, RCC)[25]
RCC為碳纖維增強碳基體材料,由酚醛樹脂多次浸漬碳纖維織物并裂解形成。在實際使用過程中為了增強材料的抗氧化性,使材料多次可重復使用,會在其外層通過高溫固相溶滲的方式形成一層灰白色的SiC層。成型后的材料表面呈灰白色,密度約1.65 g/cm3,彎曲強度約620 bar,抗拉強度約310 bar,可在-156~1 648 ℃范圍內正常使用[26]。
該材料為優良的熱結構材料,可同時承受前緣嚴酷的氣動熱/力載荷。但材料本身并不具備隔熱功能,導熱系數大,在使用過程中會迅速達到熱平衡狀態使內外兩面溫度幾乎一致,所以往往需要在中空RCC翼前緣結構與鉚接金屬板之間填充內隔熱層,如耐溫及隔熱性能良好的剛性陶瓷瓦或由鎳基合金層包裹的氈類材料,以滿足該區域的熱防護需求。
值得一提的是,雖然RCC材料具有良好的熱/力性能,但材料脆性大,本身的抗沖擊問題一直未得到有效解決,雖然在哥倫比亞號事故之前,團隊工程師就開始注意到該項問題,并通過針對性增加內隔熱層強度及耐溫性等方式來消除可能出現的翼前緣小型擊穿孔洞所帶來的影響,但是,由外掛燃料箱脫落的保溫泡沫對左翼前緣形成的擊穿,還是導致了飛行器在再入過程中因高溫氣流的涌入而發生的飛行器解體。而隨后的試驗也進一步證明了RCC材料在應對直接撞擊過程中的性能不足(如圖4所示)[27]。
圖4 RCC翼前緣沖擊試驗[27]Fig.4 Impact test of RCC leading edge[27]
盡管如此,RCC材料仍然是為數不多可供選擇的翼前緣熱防護材料,因而在后續的航天飛機運輸任務中,該類材料仍被用于翼前緣熱防護結構中。但NASA在后續的任務中逐步發展了在軌飛行器裂紋及孔洞修復的相關技術,以應對可能產生的安全隱患[28]。
2.3.2 迎風面-剛性陶瓷瓦
剛性陶瓷瓦是航天飛行器熱防護系統中隔熱材料的典型代表,主要在飛行器迎風面熱防護系統中大量使用。1981年4月,世界上第一架航天飛機 “哥倫比亞”號試飛成功,其表面裝配的兩萬四千余塊剛性陶瓷瓦,標志著其作為航天飛機主體熱防護系統的巨大成功。隨后數十年,航天飛機迎風面的大面積隔熱均采用了這種材料,并隨航天飛機完成了130余次飛行任務。美國對剛性陶瓷瓦的研制工作始于20世紀60年代,并始終處于世界領先水平[29]。
剛性陶瓷瓦熱防護系統的主體功能主要通過兩個部分實現,即表面高發射率涂層和多孔剛性基體。前者為致密的高發射率表面,可將熱面大部分熱量發射回背景環境,同時抵抗氣流沖刷。后者為耐高溫短纖維搭接形成的微米多孔結構,孔隙率達90%以上,具有輕質、耐溫、低熱導率的特點,是優良的隔熱材料。但隔熱瓦為剛性基體,脆性大,形變及碰撞均會導致其碎裂。因而該類材料不能直接粘貼于金屬蒙皮表面,需要使用應變隔離墊進行粘接[30],并在瓦與瓦之間預留一定的縫隙來解決蒙皮與外防熱層變形匹配以及透氣的問題(如圖5所示)[31]。
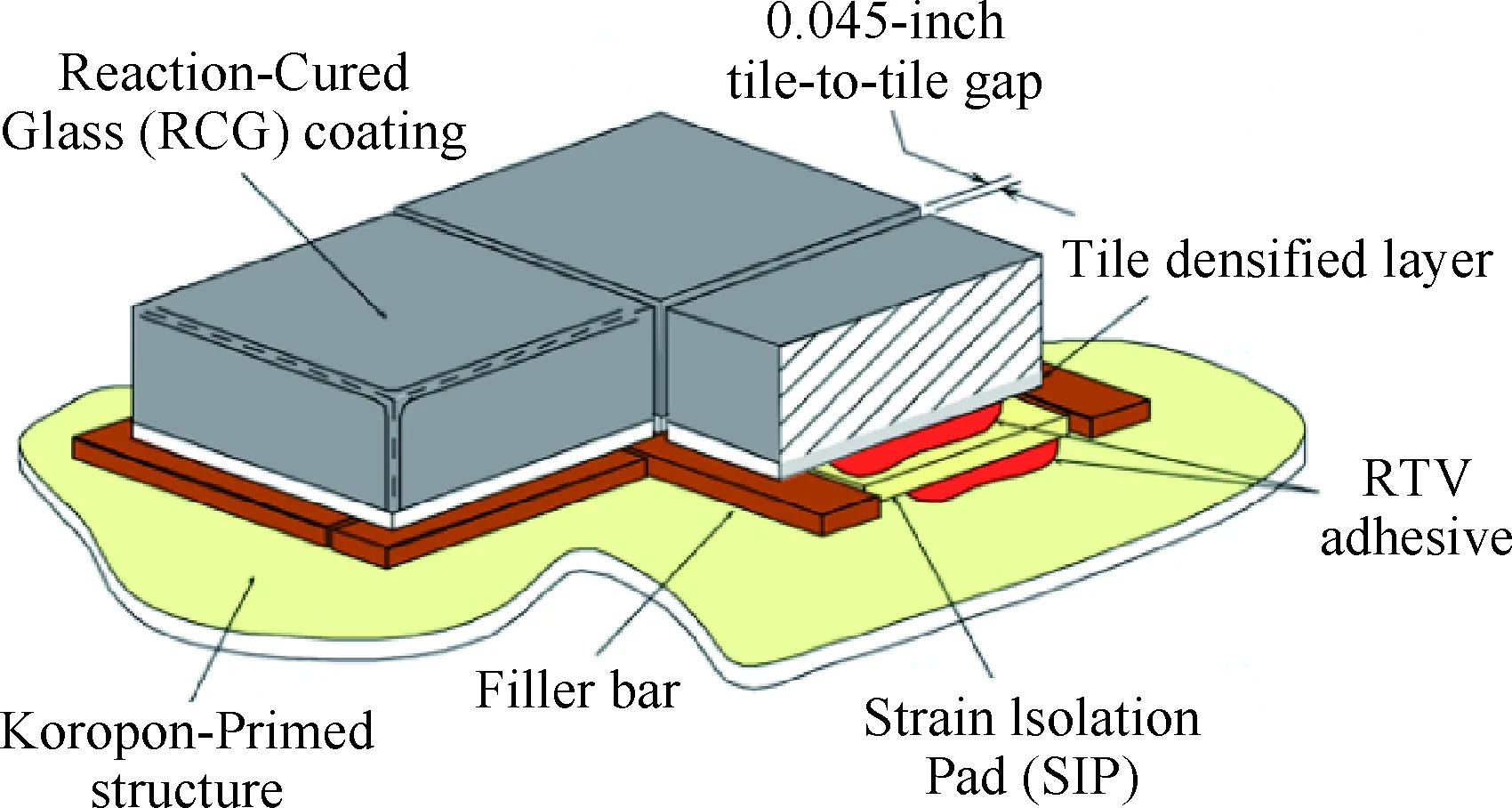
圖5 典型隔熱瓦熱防護系統[31]Fig.5 Typical tile thermal protection system [31]
綜合來看,在整個航天飛機項目里共使用了五種剛性陶瓷瓦:LI-900、LI-2200、FRCI-12、AETB-8、BRI-18。
第一代陶瓷瓦LI-900、LI-2200為純石英纖維瓦[32],由洛克希德公司于20世紀70年代研制,為1~3 μm的石英短切纖維經高溫燒結而成,采用硅溶膠作為無機粘接劑實現搭接,可根據工藝參數實現密度調控。其中LI-900因其質輕、熱導率低等優點成為了整個航天飛機項目中使用面積最大、用量最多的陶瓷瓦材料(見表3[33-37]),LI-2000組成與LI-900基本一致(含少量SiC粉末用于抗紅外輻射),主要用于強度要求更高的前窗、艙門區域,但存在密度大的問題。與此同時,LI系列的純石英瓦基體與后續研制的TUFI抗沖擊涂層匹配性很差,使得其抗沖擊問題一直沒有得到有效解決,也是該類陶瓷瓦在后續可重復使用飛行器外部熱防護方案中較少使用的重要原因[29]。
FRCI-12[33]為石英纖維和硼酸硅鋁纖維組成的二元體系,由NASA埃姆斯中心于20世紀80年代 研制,主要用于解決LI-2200密度過大的問題,屬二代陶瓷瓦。第一代瓦由于采用硅溶膠做為粘接劑,成型后的纖維將穿插于粘接劑基體中,這種結合方式會使得纖維本身的強度變弱,并在高溫時變得更脆弱。而第二代陶瓷瓦FRCI則在石英纖維中摻入了平均直徑在11 μm左右的硼酸硅鋁纖維(Nextel fibers),一方面,硼酸硅鋁纖維具有更高的軟化和燒結溫度,可提升材料的耐溫性;另一方面,硼酸硅鋁纖維中含有14%的氧化硼,可不依賴額外粘接劑而燒結,這種燒結方式能夠更好地保持纖維原有強度,與此同時,氧化硼相比于SiO2粘接劑還可以維持石英纖維的高溫穩定性,最終使得材料在隔熱性能基本不變的基礎上,拉伸強度提升三倍(FRCI-12 VS LI-2200),實現對LI-2200 的大量替換,且最高使用溫度提升近100 ℃。高硼酸硅鋁纖維含量的提升在提升耐溫性的同時,也會提升瓦的熱導率和熱膨脹系數,所以最佳比例一般在20%左右,但仍然使得FRCI-12的抗熱震性能不如純石英纖維的LI瓦,且其熱導率也高于LI-900(見表3),在一定程度上限制了其大面積應用[34]。
AETB-8[35]瓦屬于第三代剛性瓦,由美國Ames中心于20世紀90年代研制,是在FRCI瓦的基礎上改進衍生而來。一方面,在AETB瓦的研制過程中發現,用直徑為2~4 μm的硼酸硅鋁纖維替代原有11 μm的硼酸硅鋁纖維,會使其與直徑為1~3 μm的石英纖維在制備過程中混合更為均勻,從而保證在相同硼酸硅鋁纖維摻混量的基礎上,瓦的強度及耐溫性均顯著提升。另一方面,AETB瓦還在基體中引入了2~4 μm氧化鋁纖維來對FRCI瓦中硼酸硅鋁纖維進行部分替代,使體系內氧化硼含量維持在一個相對較低的值,由于氧化鋁纖維具有更高的耐溫性,且氧化硼的含量得到進一步減少,使得瓦的耐溫性得到進一步提升,但這種提升在一定程度上犧牲了瓦的力學強度(如表3所示)。與此同時,纖維種類與直徑的調整雖然大幅提升了材料的耐溫性和耐久性,但相比于大直徑(11 μm)硼酸硅鋁纖維,小直徑(2~4 μm)纖維的使用對材料熱膨脹系數的影響更為顯著。因此需要結合實際使用需求對材料纖維種類及用量進行綜合調整[36]。BRI-18[37]為波音公司于本世紀初研制,是由60%~80%的石英纖維與20%~40%的氧化鋁纖維組成的二元纖維體系,采用0.1%-1%的含硼粉末(碳化硼等)作為燒結劑,同時使用少量碳化硅粉末作為抗輻射劑。相比于Ames中心研制的AETB瓦,BRI瓦采用B4C粉末作為燒結劑(高溫產生氧化硼)來替代硅酸硼鋁纖維,可實現體系中氧化硼含量的大幅降低,并達到良好的燒結效果,避免了大直徑(11 μm)硼酸硅鋁纖維的使用。另外,通過優化纖維取向使大量纖維沿平面方向排布,進一步降低了厚度方向的固相傳熱,最終使得材料在具有與AETB瓦相似耐溫性的同時具有更低的導熱系數(見表3[33-37])。關于涂層的選擇,第一代陶瓷瓦主要采用的是RCG涂層[38],第二代及第三代陶瓷瓦則逐漸采用增韌單層纖維隔熱涂層(Toughened Uni-piece Fibrous, TUFI)。如表4所示[38-40],二者均具有高發射率組分,主要區別在于RCG涂層更為致密,但只在基體表面形成薄薄的一層(約0.3 mm),而TUFI涂層的沉積質量更高,顆粒尺寸更小,不同于RCG涂層附著于瓦體表面的沉積模式,TUFI涂層會滲入瓦基體內部約3 mm厚,并由外及里形成密度逐漸減小的梯度分布結構(如圖6[39]所示),這種融合結構會大幅提升瓦的強度和抗沖擊能力,當受到破壞性沖擊時TUFI涂層處理后的瓦更傾向于形成凹坑而不是直接碎裂。如圖7[39]所示,圖中紅框區域為采用TUFI涂層后的陶瓷瓦在軌道器飛行任務后的狀態,相比于紅框外的采用RCG涂層的陶瓷瓦,其表面狀態良好,而其他陶瓷瓦則均存在不同程度的微粒撞擊損傷[39]。但是,由于航天飛機大面積使用的LI瓦與TUFI涂層匹配性不好[39],這種TUFI涂層+三代瓦的組合在航天飛機的應用范圍較小。剛性陶瓷瓦具有輕質、耐溫、隔熱性能良好、可重復使用等優勢,但也存在易碎、裝配工作量大、檢修和維護周期長成本高、吸水后結冰易開裂脫落等問題。這些問題給后期航天飛機的使用帶來了不小的麻煩。其中,每次熱防護層維護檢修需要耗費近4萬工時[41],大大延長了航天飛機的發射間隔,降低了任務執行效率[42]。涂層技術、自動化裝配及加工技術的發展,在一定程度上緩解了這些矛盾,使得剛性隔熱瓦在后續一些高馬赫數型號發展中仍然被沿用,如X-43A(3.66 m×1.53 m單次飛行,見圖8[28,44])、X-51(7.26 m×0.58 m單次飛行,見圖8)、 X-38(7.3 m×3.8 m,項目終止)、X-37B(8.9 m×4.3 m 重復飛行,見3.4節)等,但如表5所示,相關飛行器在尺寸上比航天飛機軌道器小很多,因而剛性隔熱瓦系統的裝配、維護問題并不如航天飛機突出[41,43-44]。

表3 航天飛機用隔熱瓦性能參數[33-37]Table 3 Performance parameters of insulating tiles for space shuttle[33-37]
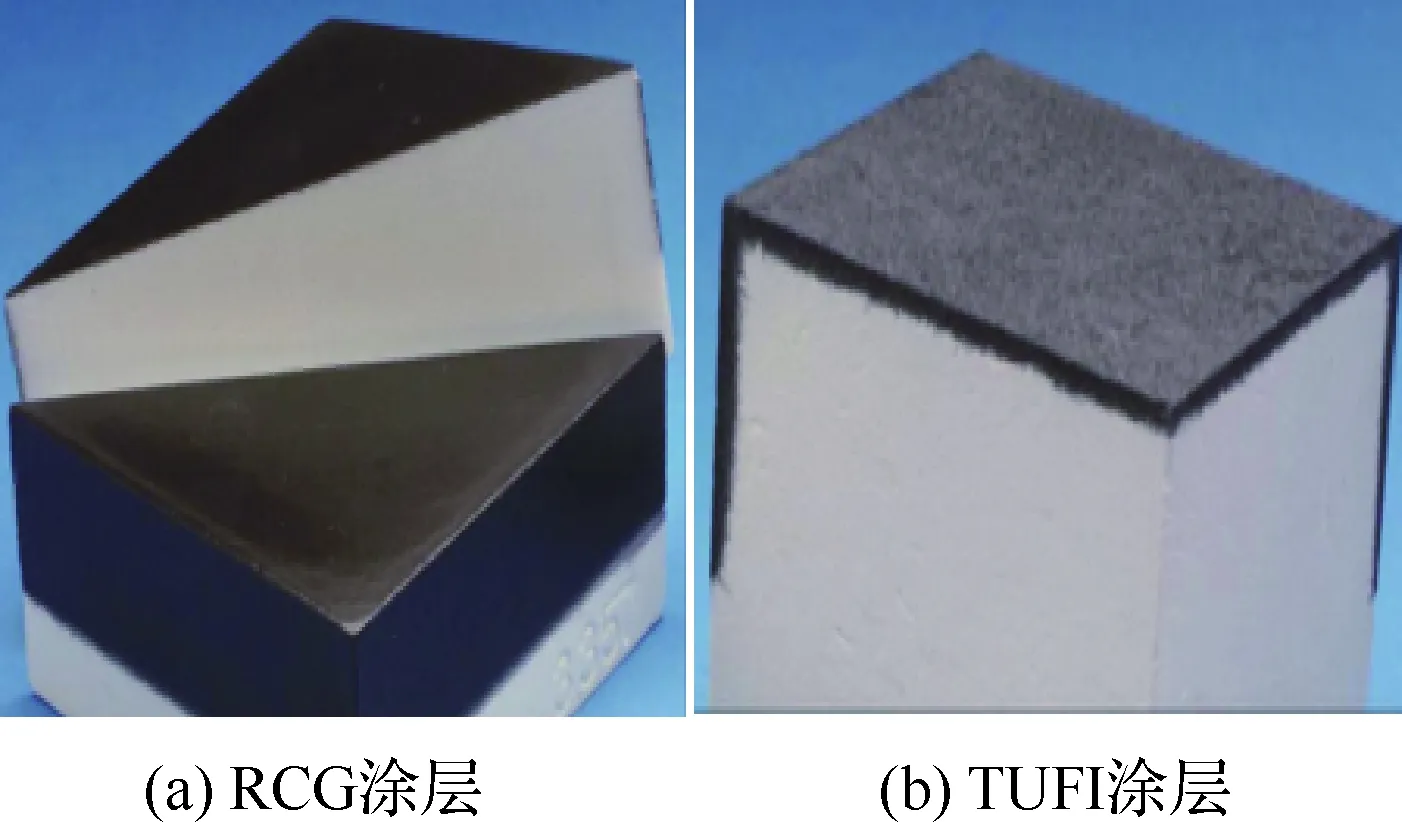
圖6 RCG涂層與TUFI涂層對比[39]Fig.6 Comparison of RCG and TUFI coating[39]
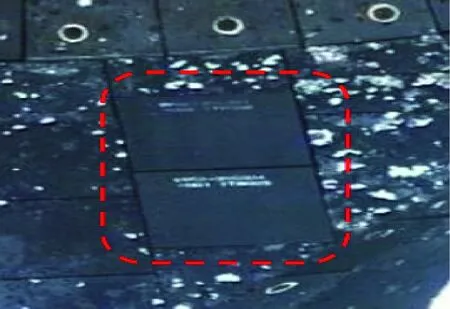
圖7 3次任務后的TUFI涂層[39]Fig.7 TUFI coating after three missions [39]

表4 RCG及TUFI涂層性能參數[38-40]Table 4 Performance parameters of RCG and TUFI coatings[38-40]
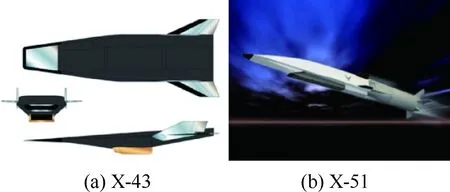
圖8 X-43及X-51概念圖[28, 44]Fig.8 Concept figures of X-43 and X-51[28, 44]
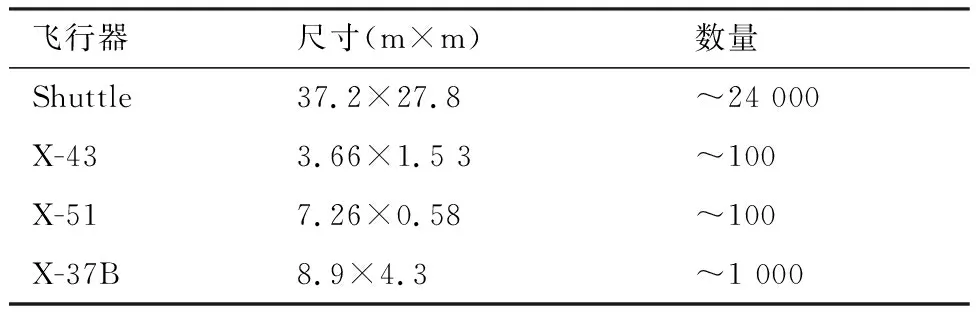
表5 隔熱瓦在各飛行器中應用情況[41,43-44]
2.3.3 背風面-柔性隔熱氈
相比于剛性隔熱瓦,由有機或陶瓷纖維經梳理、編織而成的高孔隙率柔性隔熱氈在成本、裝配、單元尺寸、應變協調以及維護和更換方面具有顯著優勢,可大幅減少后期維護時間及經費的投入。早期柔性隔熱氈(Advanced Flexible Resuable Surface Insulation, AFRSI)結構如圖9所示,其表面層為石英織物,芯層為石英氈,底層為S-玻璃纖維織物。通過由石英線及E-玻璃線縫合成型,可形成夾層結構;表面采用C-9涂層增強,涂層成分包括Ludox硅溶膠及SiC高發射率填料。AFRSI重復使用溫度為650 ℃,一次性使用溫度為760 ℃。后續又采用Nextel織物及纖維代替石英材料,將使用溫度提升至1 204 ℃,并被命名為高溫柔性可重復使用絕熱材料(AFRSI-HT)[45]。
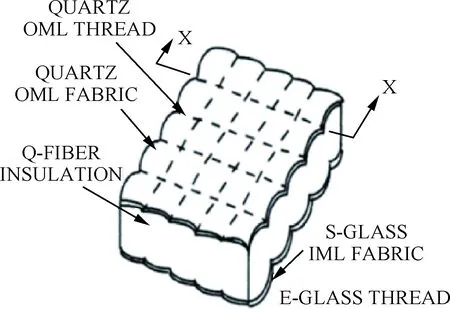
圖9 AFRSI結構圖[45]Fig.9 Structure figure of AFRSI[ 45]
然而,需要指出的是,由于AFRSI、AFRSI-HT的表面粗糙度較高及本身承載能力弱等問題,盡管材料耐溫隔熱性能優異,但往往只限應用于氣流沖刷相對緩和的飛行器背風面。此外,從航天飛機歷次飛行任務中出現的情況來看,過于柔性的基體使得不同結構單元間在不均勻氣流沖刷的過程中容易出現臺階,而臺階的出現所產生的湍流會使得局部氣流沖刷變得更為嚴酷,嚴重時會導致氈體脫落。因而,對于更為嚴酷的氣動環境,如迎風面,則需要對材料性能進行進一步的優化[46]。后續,根據航天飛機背風面隔熱氈的應用經驗,NASA又陸續發展了TABI (Tailorable Advanced Blanket Insulation)、CFBI (Composite Flexible Blanket Insulation)、CRI (Conformal Reusable Insulation)等維形及抗沖刷性更強,可用于飛行器背風面、迎風面側面的纖維氈類隔熱材料,其中CRI在現役飛行器X-37B中得到了應用驗證(如表6所示)[47-49]。
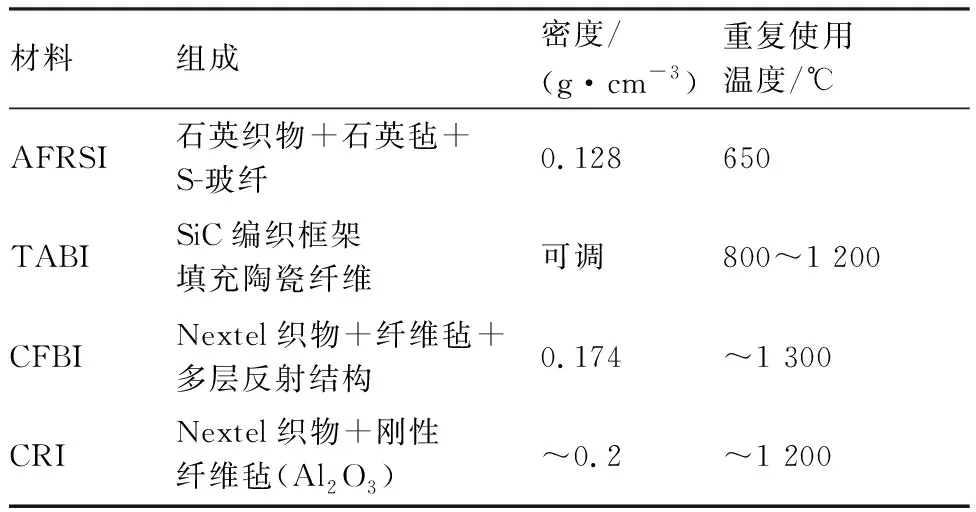
表6 纖維氈隔熱材料參數[47-49]Table 6 Parameters of fiber felt insulation materials[47-49]
整個航天飛機項目持續數十年,為航天技術的發展做出了里程碑式的貢獻,其熱防護系統布局及材料體系對后續飛行器的發展產生了深遠的影響。但以熱防護系統為代表,遠超預期的飛行器維護周期與密集的設計發射任務之間形成了巨大的沖突,這也使得航天飛機在運行過程中受任務壓力的影響,積累了大量安全隱患。總之,舉世矚目的航天飛機計劃給后續飛行器及相關技術的發展提供了良好的技術借鑒,同時也留下了大量需要研究和思考的地方。
2.4 X-33
X-33是1996年NASA在航天飛機基礎上著手研制下一代太空飛機背景下誕生的驗證機,飛行器開創性地采用塞式發動機推進模式,可實現矢量動力控制及單級入軌后再入返回,由于該種設計模式實現了完全可回收,將大幅降低衛星發射成本。雖然最后受制于經費及燃料艙制造技術的限制,飛行器的飛行試驗最終未能進行,但NASA在機身熱防護系統設計以及材料的研制上仍然做了大量開創性的工作[50]。
不同于航天飛機功能上的“兼顧性”,星球大戰計劃背景下誕生的X-33主要是對將更多的衛星以更為廉價、快速的方式送入預定軌道的相關技術進行驗證,因而提出了在安裝和維護上都更為便捷快速的熱防護系統方案。如圖10[2]所示,X-33機身長度20.3 m,高5.9 m,翼展22.6 m,采用了不同于航天飛機的氣動外形—更大的表面積使再入過程中各區域的氣動熱更為溫和(最大飛行馬赫數約為13),飛行器本身無載人需求,安全容限相對低,豐富了飛行器在熱防護材

圖10 X-33概念圖[2]Fig.10 Concept figure of X-33[2]
料選擇上的多樣性。其中,對于氣動熱/力負載最為嚴酷的鼻錐、翼前緣區域,以及氣動熱/力較為溫和的背風面區域,X-33仍然沿用了與航天飛機軌道器相同的方案,即RCC和柔性隔熱氈方案。而對于氣動熱/力較為嚴酷的迎風面,則采用了全新的熱防護系統—金屬TPS(鉚接式熱防護系統)[51]。
金屬TPS的研制由NASA Langley中心于20世紀70年代負責,并于90年代隨X-33的研制達到高潮,經歷由金屬蓋板式TPS到金屬多層壁式TPS到最終的盒式金屬TPS結構[52]。金屬TPS最大的特點是通過結構設計將承力結構和隔熱結構進行了分工,利用面板承受力載荷并通過外壁或支架將之傳遞至機體,同時利用隔熱芯層實現隔熱作用。
如圖11[52, 53]所示,典型盒式金屬TPS結構如下,外殼由上下兩層面板(①、②)及褶皺側面板(⑤)組成封閉結構,其中上下面板為兩層金屬板與金屬蜂窩構成的夾心結構,內置內隔熱芯層(④)。其中,底部鈦蜂窩面板上打有小孔用于透氣,并用400目的隔板封住起防水作用。上下面板均有外延的唇緣(⑦)用于解決裝配過程中TPS單元之間的密封問題。面板的四角設有專門的鉚接通道,通過螺釘將底面板與飛行器骨架進行連接(③),隨后用纖維隔熱材料將通道填滿并用外蓋(⑧)封住上面板的通道孔,便于拆卸。(相關參數見表7[52])。
金屬TPS概念的提出相比于傳統隔熱瓦具有如下特點:(1)結構上將承載與隔熱分離,這種通過結構上“分工”的方式一定程度上實現了材料功能的集成,且增加了選材的豐富性;(2)飛行器無需額外氣動外殼,且材料耐久性更好,無需防水,降低了維護成本;(3)抗沖擊性更好,可保護空間運輸系統免受雨蝕、微流星體和空間碎片撞擊;(4)采用機械連接,相比于粘接在檢修、拆卸、裝配上更為可靠。(5)利用外延唇緣搭接和金屬熱膨脹實現平板間的縫隙密封,無需填充額外密封材料(見表8[12, 40, 52-55])。
該結構具有良好的綜合使用特性,并在后續多平板陣列真空加熱、雨蝕、低速撞擊、高速撞擊、噪聲、電弧風洞、超音速(F-15)帶飛等綜合試驗中表現出了良好的使用性能[52]。
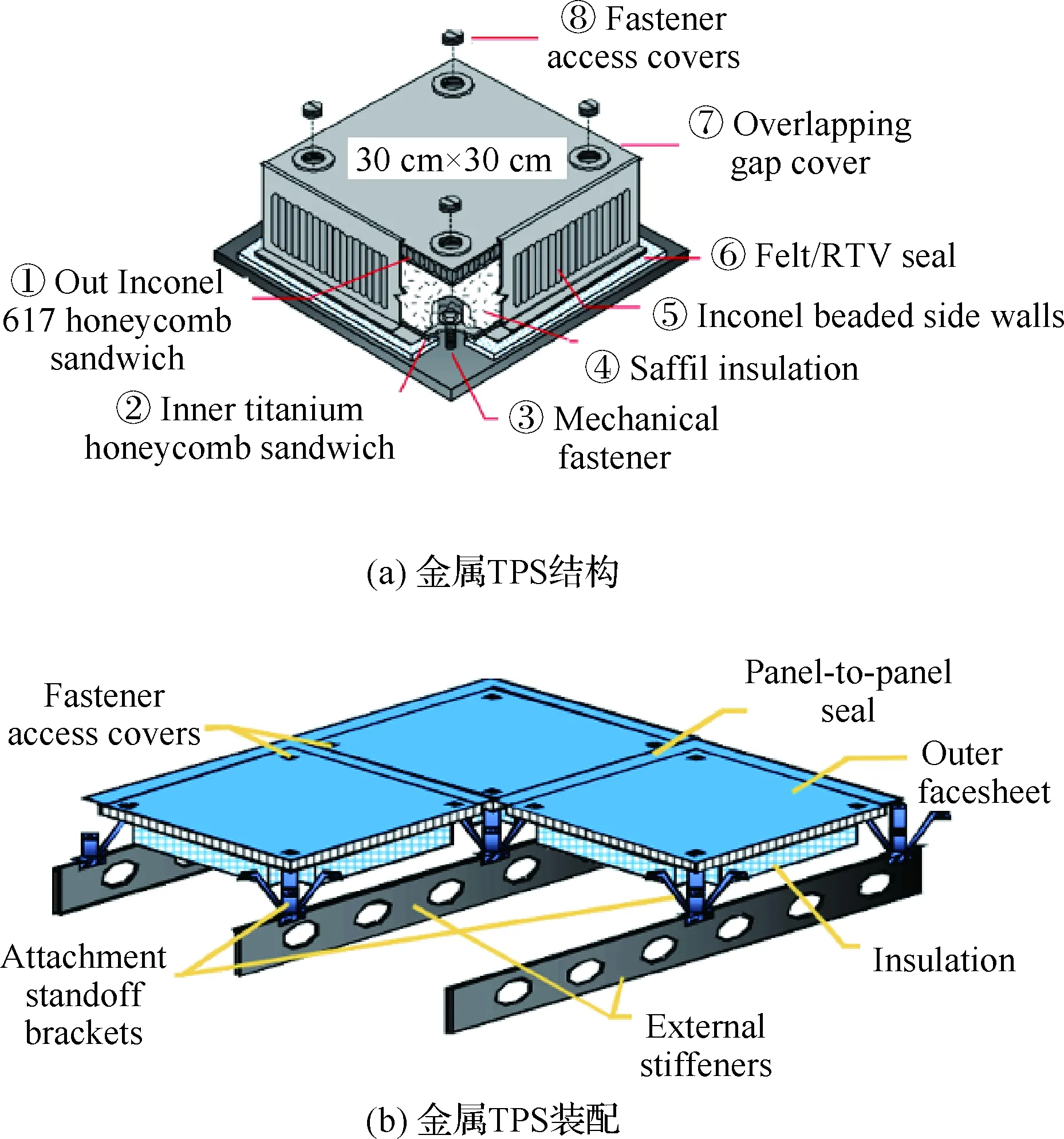
圖11 典型金屬TPS結構及裝配圖[52, 53]Fig.11 Typical metallic TPS structure and assembly figure[52, 53]
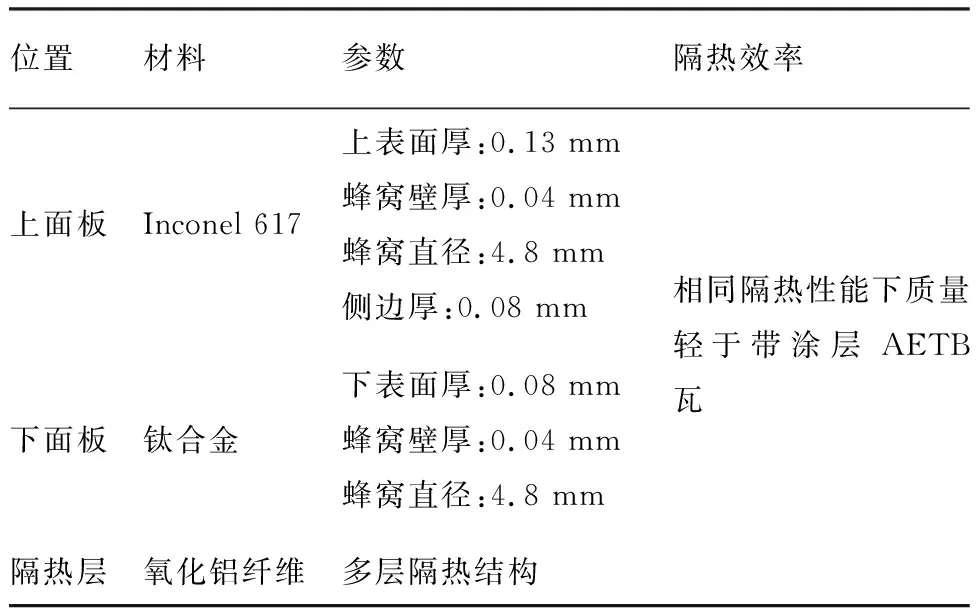
表7 金屬TPS主要結構相關參數[52]Table 7 Main structural parameters of metallic TPS[52]
隨后的發展中,Langley中心在此基礎上又提出了ARMOR TPS(Adapatble, Robust, Me-tallic, Operable, Reusable TPS)的概念[53],對金屬TPS材料的底部連接方式、面板金屬種類、內部支架、側壁結構、密封方式及內隔熱材料進行了改進,進一步提升了該類TPS結構的耐溫性、隔熱效率及裝配便利性(如圖12[53]所示),并成為了20世紀初期高馬赫數飛行器(如X-33、X-37B)熱防護材料的主要備選方案[54]。由于纖維氈的耐溫性要優于高溫合金面板,所以面板所采用的合金種類決定了該金屬TPS的耐溫性,一般在900~1200 ℃左右。雖然X-33最終并沒有進行在軌飛行試驗,但NASA在X-33項目中對金屬TPS的可重復使用性方面做了大量的考核試驗,驗證了材料良好的可重復使用性。
當使用溫度進一步升高,金屬材料會逐漸顯現出氧化及不可逆形變的問題。對于更高的使用溫度,通過采用耐熱及抗氧化性能更好的陶瓷基復合材料(Ceramic Matrix Composites, CMCs),可進一步提升整體使用溫度。不同于美國在金屬TPS方面所具備的豐富研究經驗,歐洲則在陶瓷基蓋板TPS的研究上具有更高的技術成熟度。
陶瓷蓋板式TPS(相關參數見表9[40,56-58])的概念最早起源于歐洲的Hermès航天飛機項目(見3.7.2節),由賽峰集團(SAFRAN)提出,并先后在法國國家太空研究中心(Centre National d'Etudes Spatiales, CNES)“Generic Shingle”項目及歐空局(European Space Agency, ESA)“Future Launcher Preparatory Program”項目中獲得支持,經歷數十年發展已進行多輪地面重復考核試驗,并在歐空局IXV (Intermediate eX perimental Vehicle)大氣返回試驗飛行器迎風面熱防護中實現飛行驗證(2015年2月,如圖13[56]所示)。

表8 陶瓷瓦與金屬TPS主要參數[12, 40, 52-55]Table 8 Main parameters of ceramic tile and metallic TPS[12, 40, 52-55]
圖12 ARMOR TPS單元件(密度11.7 kg/m2)[53]Fig.12 Photo of ARMOR TPS (density 11.7 kg/m2)[53]
如圖14[2,57]所示,該材料典型結構分為兩個部分:一方面,C/SiC陶瓷面板(含加強筋)、鉚接支架組成承力部分,承擔氣動力并由支架將力傳遞給機體;另一方面,由熱密封墊、輕質隔熱芯層組成隔熱部分,阻止氣動熱向內部傳遞[57]。
同時,為解決面板和機體結構間的應變協調問題并提供足夠的支撐,CMCs蓋板式TPS采用了特殊設計的應變支架,如圖15[58]所示,應變支架通過整塊金屬片切割加工成特定結構,該結構可在傳遞面板載荷的同時,實現X/Y/Z三個方向的彈性協調應變,協調應力變化。與此同時,為了同時滿足隔熱及不同溫度下的熱應變需求,支架與螺釘之間還需要設計添加隔熱墊圈及彈性墊圈等,以保證良好的熱橋阻斷及應變性能[58]。

表9 陶瓷瓦與CMCs TPS主要參數[40,56-58]Table 9 Main parameters of ceramic tile and CMCs TPS[40,56-58]
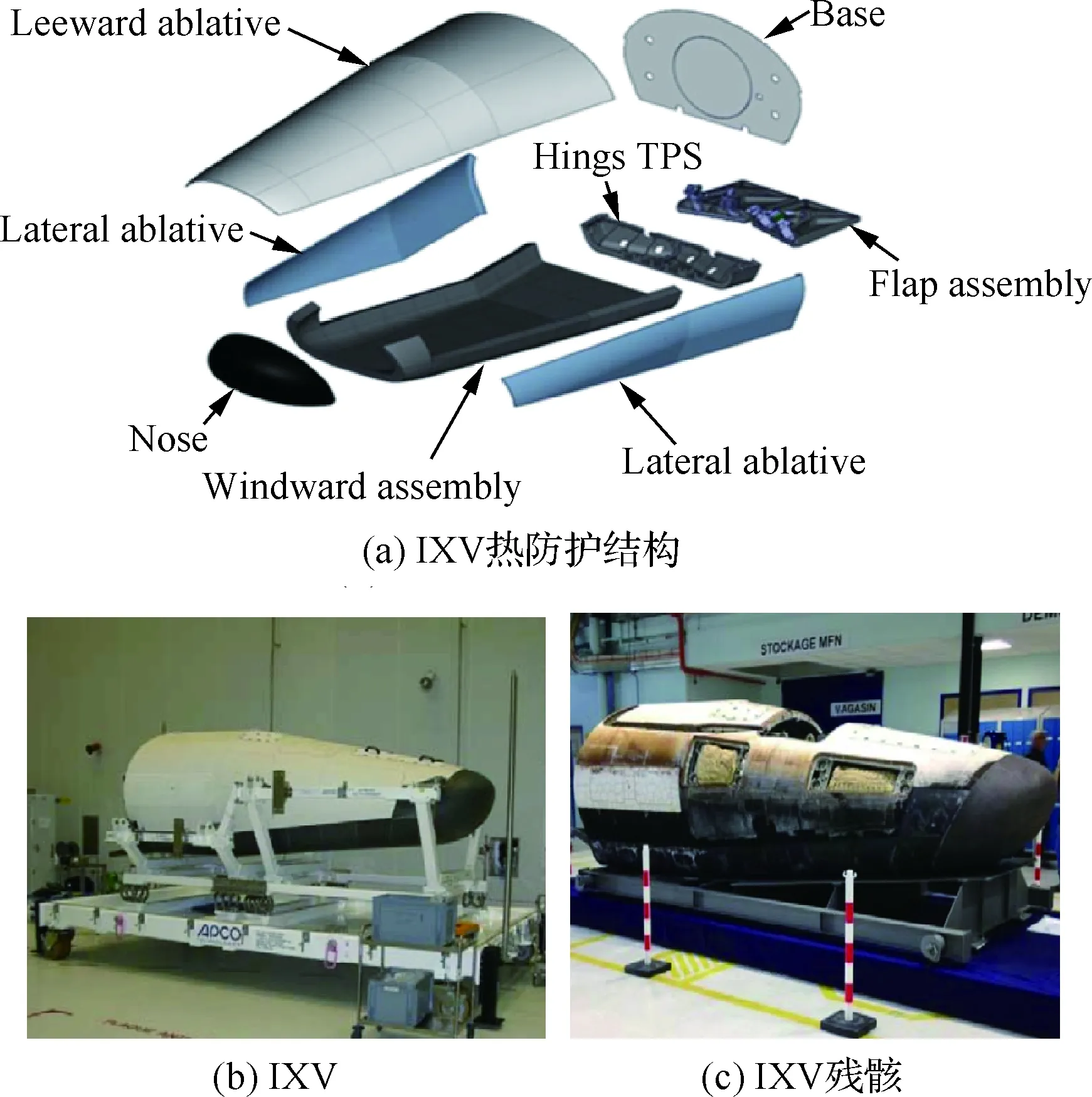
圖13 IXV熱防護結構及實物圖[56]Fig.13 TPS structure and photos of IXV[56]
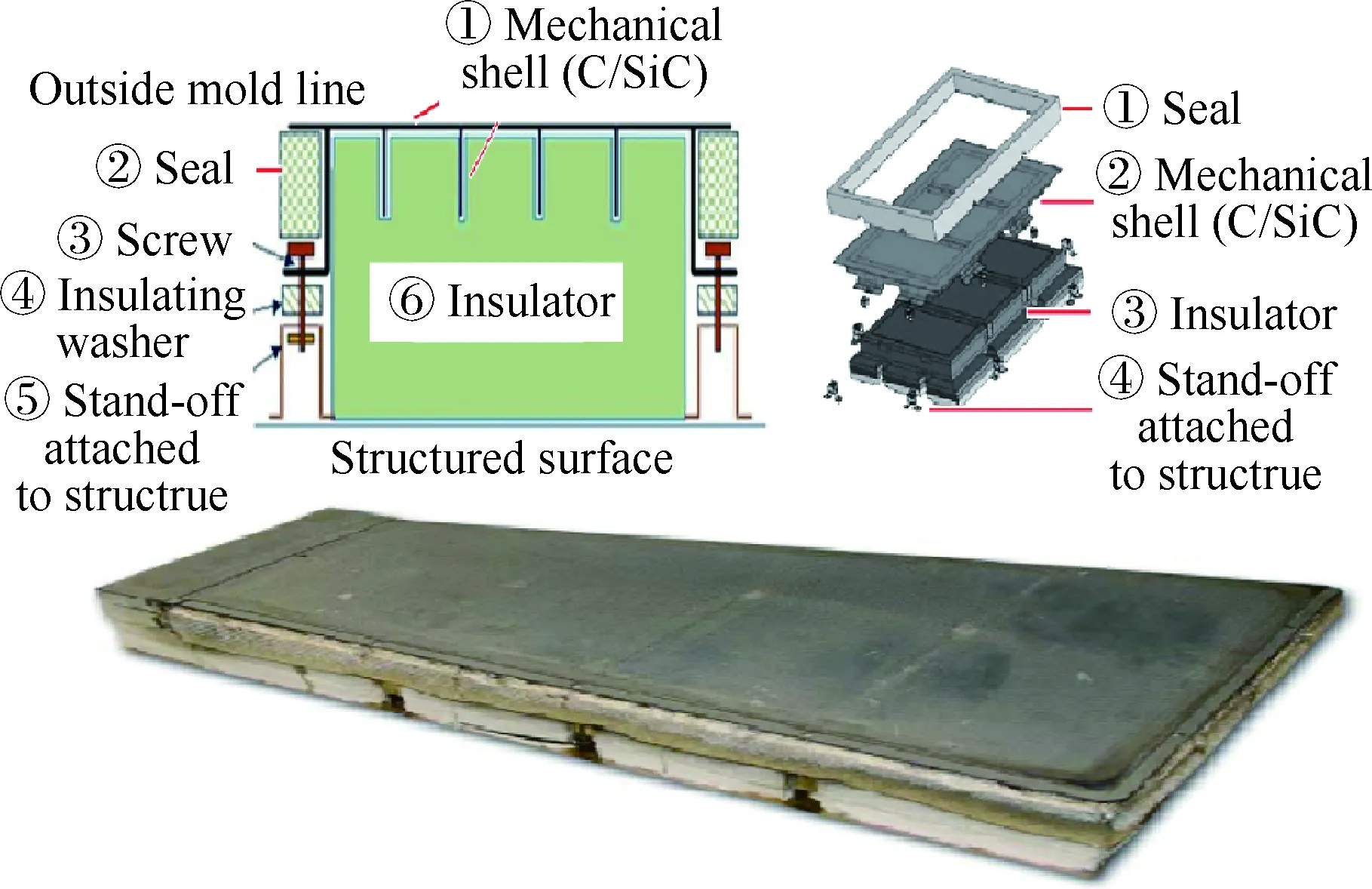
圖14 CMCs蓋板式TPS[2, 57]Fig.14 CMCs shingle TPS[2, 57]
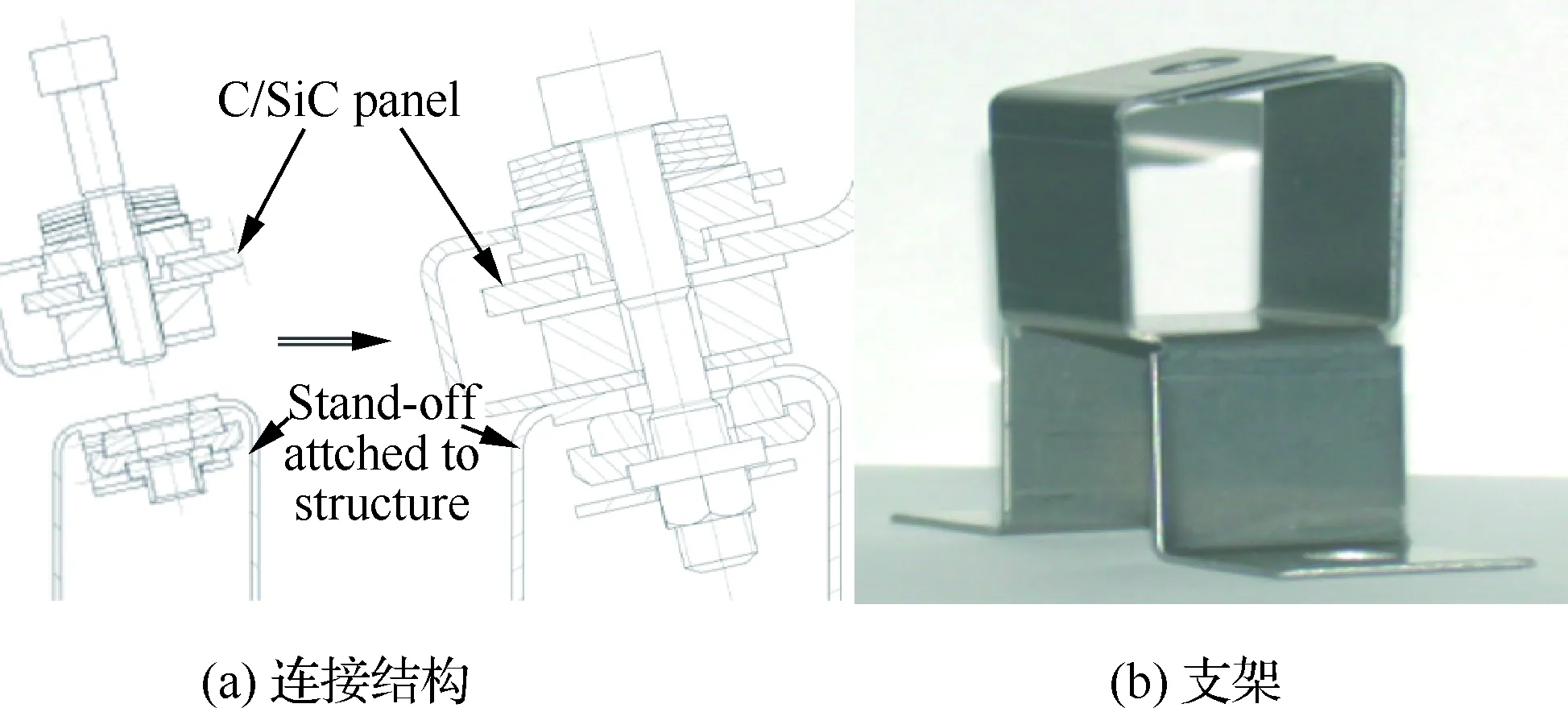
圖15 底座連接結構及支架[58]Fig.15 Attachment mechanism of substructure and stand-off[58]
對于面板之間的連接與密封,采用熱密封加額外連接支架的方式,可有效解決邊界密封的問題(見圖16[59])。
對于內隔熱層,除傳統的耐溫纖維氈之外,由于該部分無需承載,相比于純纖維棉的輕質隔熱層,通過多層結構和抗輻射纖維結構的使用可實現隔熱性能的進一步提升。如圖17[60]所示,在多層內隔熱材料研究方面,德國MT航空航天公司發展了一種內隔熱用多層材料(Internal Multi-screen Insulations, IMI),材料由纖維織物包覆、縫合形成整體結構,其上部由反射屏與纖維氈層疊形成多層結構,下部采用隔熱性能優異的納米隔熱材料提升中低溫區隔熱性能,通過使用不同耐溫等級纖維織物最終形成兩類不同使用溫度(995、1 600 ℃)的隔熱材料[60]。
除此之外,通過采用非紅外透明纖維的方式獲得的非透明纖維氈(Opaque Fibrous Insulator, OFI),同樣可以提升纖維氈的隔熱性能,可以作為IMI方案的代替方案,獲得更好的整體性,通過采用氧化鋁/氧化鋯/二氧化硅纖維混編的方式,外部包裹耐高溫織物,可得到長時使用溫度在1 500~1 600 ℃的內隔熱材料[61]。
以金屬TPS及陶瓷基TPS為代表的熱防護材料,通過結構設計的方式實現了材料結構/功能特性的有效整合,形成了高效熱防護方案。其中,保證力學載荷向機體結構的有效傳遞以及熱載荷的有效阻隔,是該類材料在結構設計及材料選擇上的核心問題。
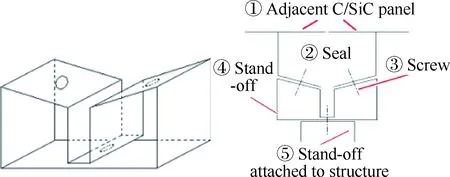
圖16 相鄰面板連接支架及組裝結構[59]Fig.16 Stand-off for panel-panel and its assembly structure[59]
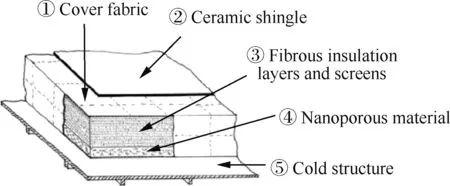
圖17 多層結構隔熱材料示意圖[60]Fig.17 Schematic figure of multi-screen insulation materials[60]
2.5 X-37B
X-37B驗證機最早源于NASA和美國國防部的X-37項目,該項目于1999年啟動,旨在驗證下一代可重復使用空天往返運輸技術。飛行器外形及飛行剖面與航天飛機相似(如圖18[53]所示),最大飛行馬赫數約25,不同的是飛行器采用無人控制模式,可作為良好的空天往返及高超聲速技術試驗平臺。最初的計劃中,X-37項目將對包括先進熱防護系統在內的近40項技術進行驗證(如圖19[53]所示),以解決地面試驗無法驗證真實高超聲速環境下,飛行器熱防護及控制等系統的可靠性問題[62]。
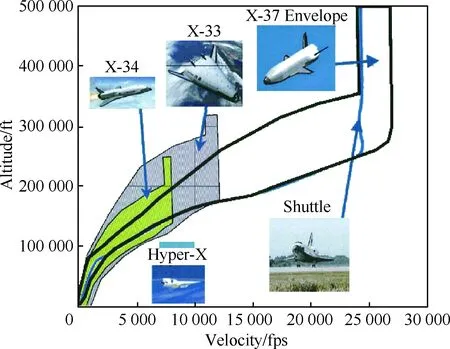
圖18 各飛行器飛行剖面圖[53]Fig.18 Flight profile of vehicles[53]
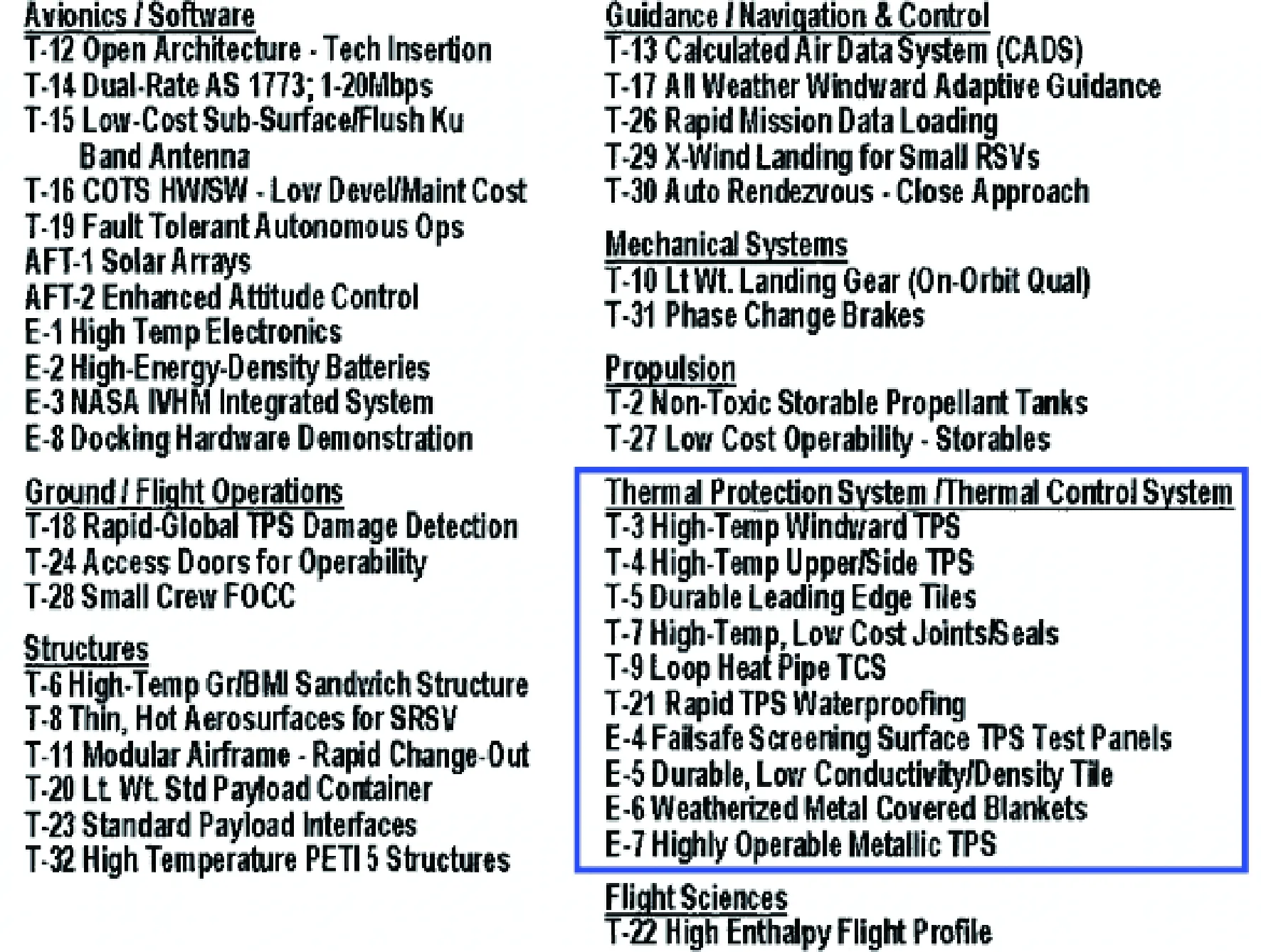
圖19 X-37項目擬展開的技術驗證[63]Fig.19 Technical verifications to be carried out for X-37 project[63]
如圖19所示,熱防護方面,X-37將計劃對翼前緣(T-5、T-9、T-21)、迎風面(T-4、T-7、T-21)、背風面(T-3、T-7、T-21)等典型區域的熱防護材料技術進行驗證,展開耐久性翼前緣瓦(T-5)、耐久性低密度低熱導率陶瓷瓦(E-5)、陶瓷基多孔材料快速疏水技術(T-21)、耐候性隔熱氈(E-6)以及高效可裝配金屬TPS(E-7)等技術驗證[63]。
該項目于2004年轉交至美國國防高級研究計劃局(Defense Advanced Research Projects Agency, DARPA)成為保密項目。項目分為兩個階段進行:(1)X-37 ALTV(進近和著陸試驗機);(2)X-37B OTV(X-37B軌道試驗機)。其中,X-37 ALTV主要用于解決飛行器返回著陸過程中的無人導航、定位及控制問題,在其85%縮比驗證機X-40A進近和著陸試驗相關技術基礎上進行(如圖20所示),并在2006年左右完成相關驗證及數據收集,為后續X-37B的最終外形及分系統提供優化支撐。X-37B長8.9 m,高2.9 m,翼展4.3 m,將與一個可重復使用的推進器一起組成兩級入軌、水平降落的可重復使用航天器(見圖21[64])。
從披露的數據來看,使用中的X-37B飛行器有兩架,迄今為止共進行了5次飛行任務(截至2019年12月,如表10所示)。隨著X-37B項目的順利實施,其重復使用次數、單次任務時間逐漸增加,美國軍方對該項目周期進行了無限期延長,從側面反映了包括高超聲速熱防護系統技術在內的相關可重復使用飛行器技術已趨于成熟[65]。
熱防護技術方面,X-37B“適當”地采用了新材料技術,在部分沿用航天飛機熱防護技術的同時,在鼻錐、翼前緣、背風面大面積熱防護、方向升降舵、副襟翼等區域還首次對新材料進行了飛行驗證,如表11[66]所示。

圖20 X-40A自由飛行試驗[64]Fig.20 Drop tests of X-40A[64]

圖21 X-37B再入返回[64]Fig.21 Reentry return of X-37B[64]
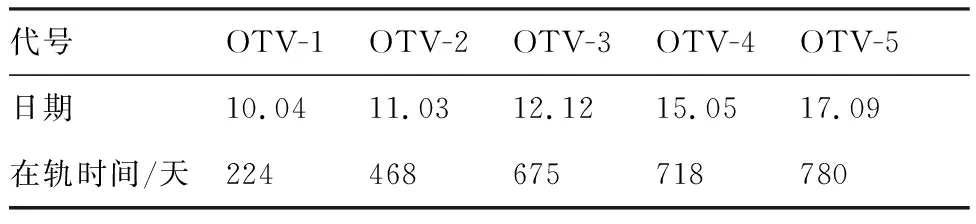
表10 X-37B飛行試驗及持續時間[65]Table 10 Flight test and duration of X-37B[65]

表11 航天飛機與X-37B熱防護材料對比[66]Table 11 Comparation of thermal protection materials between space shuttle and X-37B[66]
2.5.1 翼前緣區域—整體增韌抗氧化復合材料(TUFROC)
如圖18所示,X-37B再入階段所面臨的氣動熱環境是目前可重復使用飛行器中最嚴酷的。由于X-37B具有比航天飛機更小的翼面,其翼前緣溫度高達1 650 ℃。區別于航天飛機翼前緣RCC熱結構外殼內部填充AETB隔熱瓦的“薄殼式”(見圖4)熱防護方案,X-37B在翼前緣部位采用了Ames中心的最新研制的一體化防隔熱成果——整體增韌抗氧化復合材料(Toughened Uni-piece Fibrous Reinforced Oxidation-Resistant Composite, TUFROC)方案[67]。
如圖22所示,TUFROC的主體結構為防熱碳帽與隔熱基體一體化的二元結構,綜合了碳材料的耐高溫性能,以及硅基多孔陶瓷瓦的高效隔熱性能。其主要功能通過三個部分來實現:梯度處理表面、抗氧化難熔碳層、隔熱基體[68]。
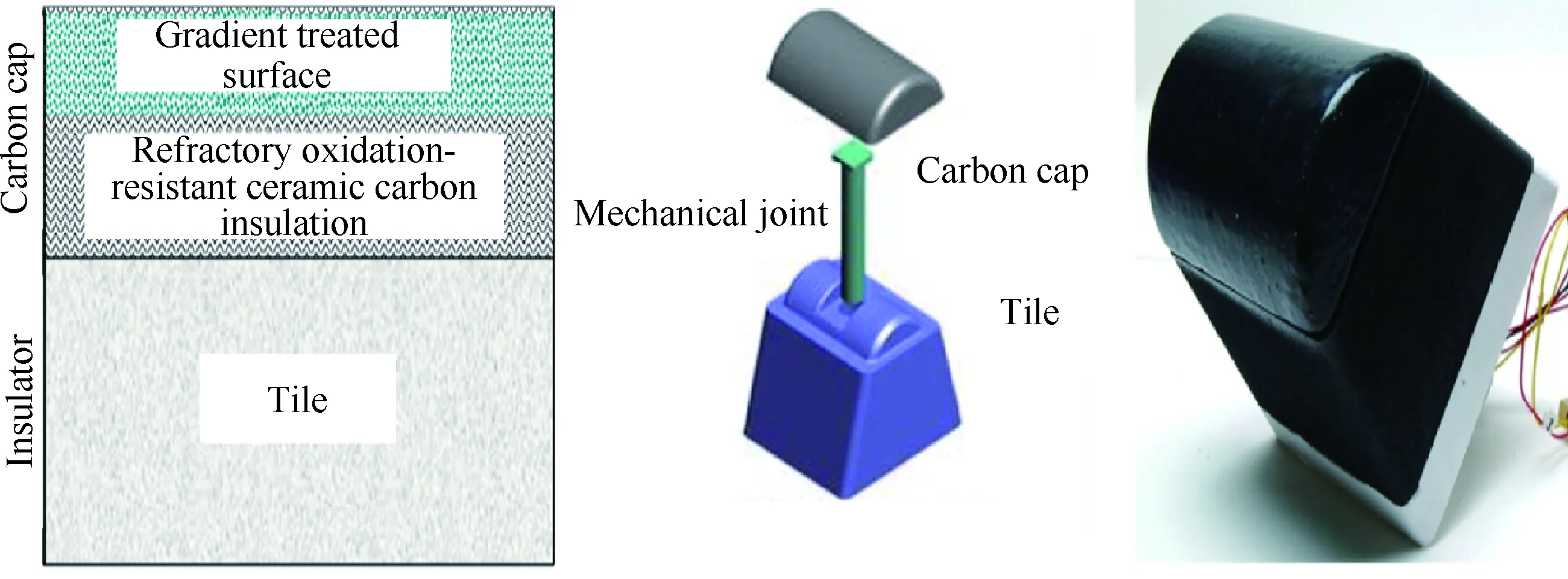
圖22 TUFROC示意圖及結構圖[68]Fig.22 Photo of TUFROC and its structure[68]
梯度處理表面(RCG+HETC)[69]:表面處理上,TUFROC表面涂層技術充分利用并發展了航天飛機隔熱瓦的技術成果,通過RCG涂層與HETC (High Efficiency Tantalum-based Ceramics)涂層復合使用的方式來處理表面。其中HETC涂層是與TUFI涂層類似的高發射率(ε大于0.9)、低催化效率梯度涂層,起到高發射、低催化、抗沖擊的效果。不同的是HETC涂層在TUFI涂層的基礎上,添加了TaSi2來滿足更高的涂層使用溫度并緩解涂層的熱膨脹。與此同時,在HETC涂層處理后的外表面,還復合使用了高發射率、低催化效率的RCG涂層,并在配方上進一步增加了RCG涂層的高溫粘度,形成更為致密的表面層來阻止氧的進入,起到保護碳瓦的作用。值得一提的是,RCG涂層本身與碳瓦存在高溫熱匹配問題,但HETC涂層的使用很好地緩解了這種熱匹配問題,使得經HETC涂層處理后的碳瓦除具有良好的抗沖擊、高發射、低催化性能外,還能與表面致密的RCG涂層相匹配,起到良好的環境隔離效果[68]。
抗氧化難熔碳瓦[70]:碳基材料是良好的耐高溫及抗熱輻射材料,但存在熱導率高、抗氧化性差的問題。在TUFROC方案中,通過采用SiOC抗氧化陶瓷層包裹短纖維多孔碳瓦的方式形成TUFROC的碳帽,可有效實現碳瓦的抗氧化,與此同時,多孔結構的保持在一定程度上有效緩解了碳材料熱導率高的問題,且大幅降低了材料整體密度、制備周期及制備成本。區別于航天飛機翼前緣的RCC結構,TUFROC的碳帽還具有一定的隔熱效果,其具體使用厚度取決于其下部隔熱基體的最高耐溫溫度。
隔熱基體:隔熱基體位于TUFORC下部,主要承擔高效隔熱功能,因而采用低密度的剛性隔熱瓦,一般為輕質、強度好、耐高溫性能優異的AETB瓦,經TUFI涂層處理后[71],通過機械連接與碳帽進行連接。為了解決剛性陶瓷瓦與碳帽之間的熱膨脹系數差異,會在連接處粘接有機高分子過渡層,隨使用過程逐漸分解形成無機過渡層實現熱匹配。
如表12[25,72]所示,與RCC材料相比,TUFROC密度為其1/4,制造周期縮短為RCC材料的1/3至1/6,制造成本為其1/10,且具有比RCC薄殼式結構更好的抗沖擊性能。因此,該材料代替RCC材料在X-37翼前緣區域的成功應用也成為了X-37B高性能熱防護技術中最為突出的進步[73]。
除X-37B翼前緣外,TUFROC材料技術還成為了多款在研可重復飛行器的首選材料方案,如Dream Chaser等。與此同時,除需要使用鈍頭結構的翼前緣、鼻錐等區域外,TUFROC材料技術在尖銳前緣技術方面也取得了重要的進展(見圖23),目前報導的短時試驗環境溫度已超過1 900 ℃(3 500 ℉),有望在未來高馬赫數飛行尖銳前緣等區域進一步拓展應用范圍[74]。
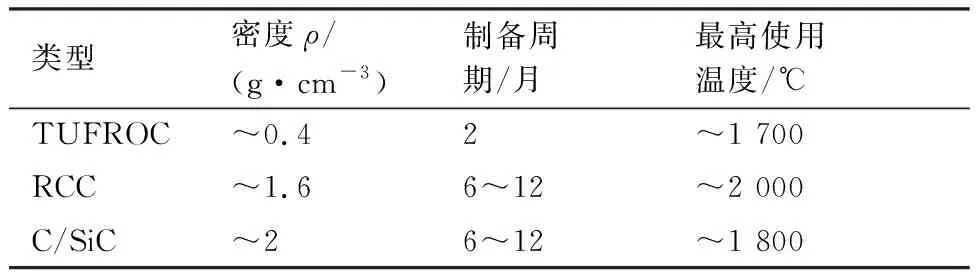
表12 高超聲速飛行器高溫區防熱材料[25, 72]

圖23 尖銳型TUFROC[74]Fig.23 Sharp-structured TUFROC[74]
2.5.2 背風面—保形隔熱氈(CRI)[49]
區別于航天飛機背風面所使用的柔性隔熱氈,X-37B在其背風面首次使用了由Boeing公司研制的“保形隔熱氈(CRI)”。與柔性隔熱氈類似,CRI也是采用隔熱芯層與韌化外表面通過陶瓷線縫合而成,但不同的是,CRI采用了帶有一定剛性的氧化鋁多孔纖維織物作為隔熱芯層。這一改變使得材料具有一定的承載能力,在制備和使用的過程中可以保持良好的外表面平整度,可大幅減少飛行器飛行過程中,由于表面不平整而帶來的額外阻力和沖刷作用。與此同時,材料本身保持良好的應變協調性(下表面不做硬化處理),可進行大尺寸裝配(見圖24[49])。
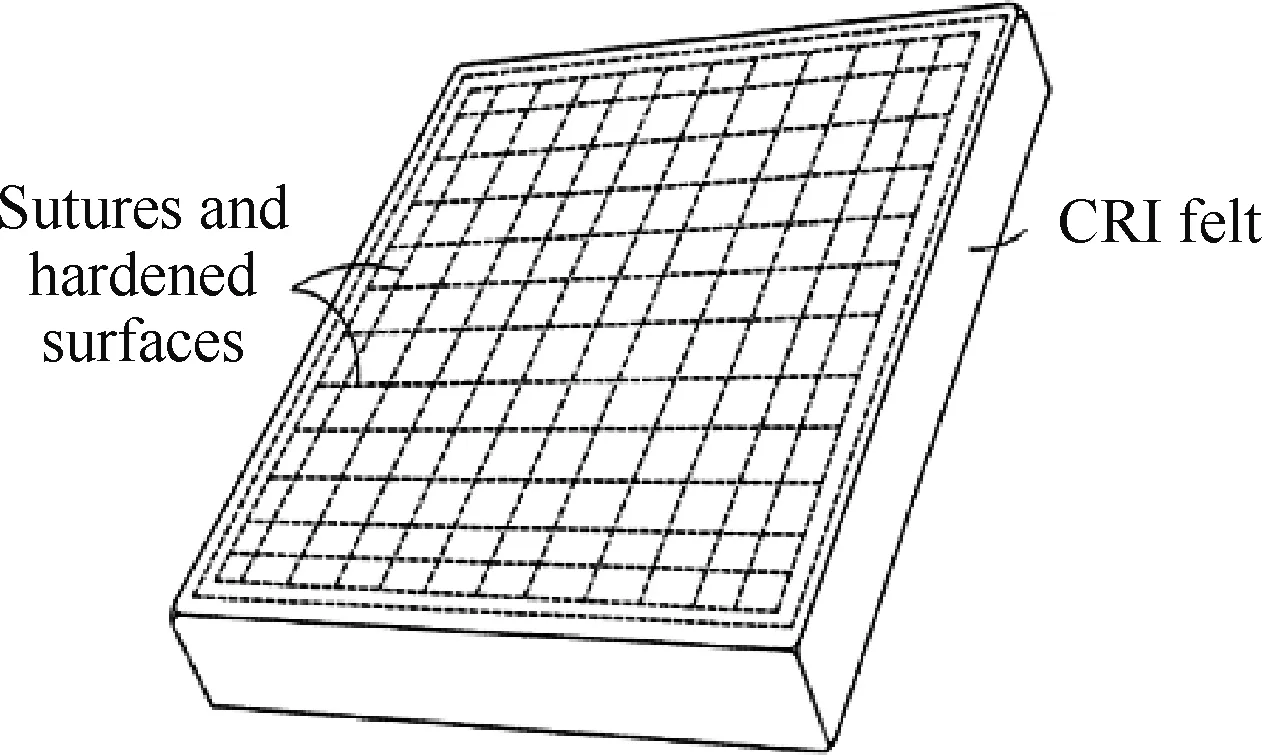
圖24 保形隔熱氈(CRI)結構示意圖[49]Fig.24 Structure photo of CRI[49]
2.5.3 控制面—碳/碳(Advanced Carbon-Carbon, ACC)、碳/碳化硅(C/SiC)復合材料[75]
區別于航天飛機,X-37B具有更小的尺寸,這使得其控制面(襟副翼、尾翼等)區域厚度薄至2.54~12.7 cm(1~5英寸),受體積空間上的限制,由傳統的金屬或者高分子復合材料包覆剛性陶瓷瓦及隔熱氈的方式在材料加工上滿足尺寸及性能要求將極為困難,必須在設計上采用更為優異的熱結構材料。因此,X-37控制面研制的主要機構采用了C/C材料及C/SiC材料并行研制的方案。
C/C材料為先進碳/碳材料(Advanced Carbon-Carbon, ACC),其制備工藝與航天飛機使用的RCC基本相似,由碳纖維多次浸漬裂解前驅體形成C/C增強材料,后通過與RCC相同的方式反應滲入一層SiC層,所不同的是ACC采用了商品化的T-300碳纖維來代替原RCC所采用的rayon 纖維,一方面該纖維已停產,另一方面T-300碳具有更高的強度,可提升ACC的拉/壓強度,如圖25[62, 76]所示。
C/SiC材料為T-300碳纖維增強SiC基體的陶瓷基復合材料,通過化學氣相滲透(Chemical Vapor Infiltration,CVI)的方式進一步致密化,隨后在表面覆蓋環境障涂層,實現材料制備[62](見圖26[62])。
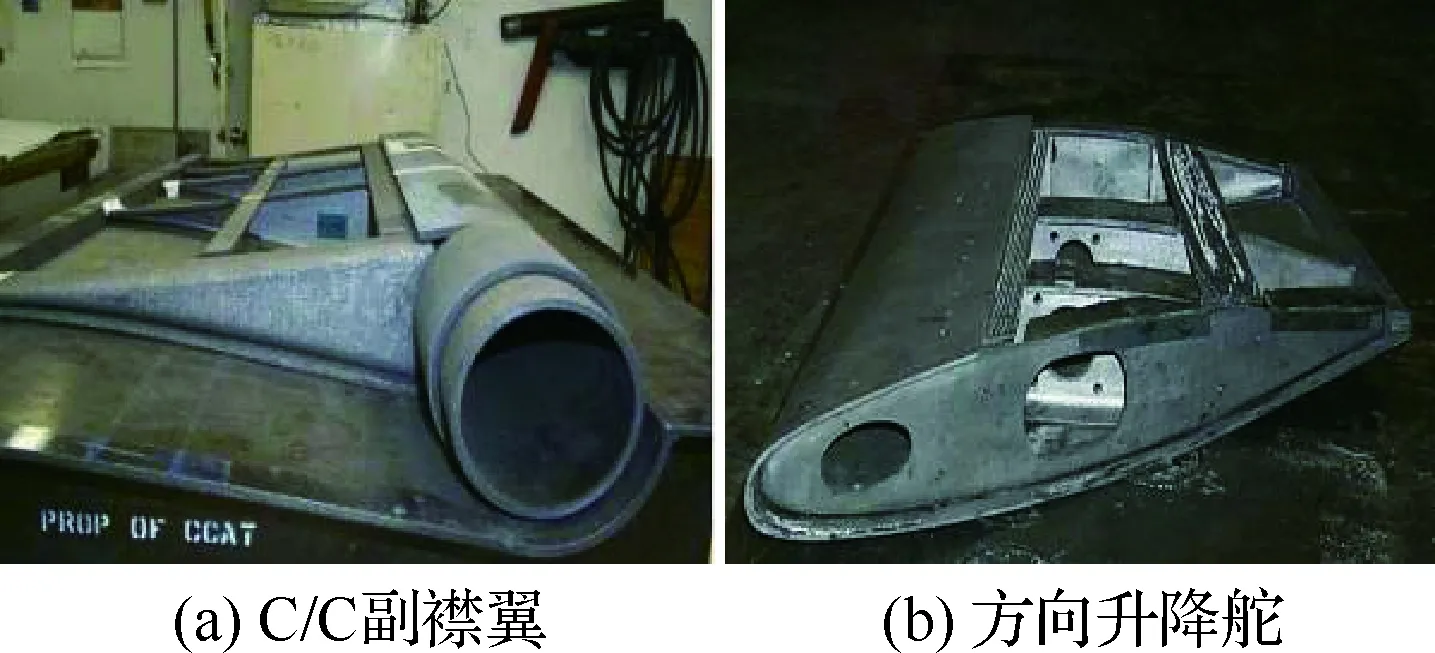
圖25 ACC結構件[62, 76]Fig.25 ACC structural parts [62, 76]
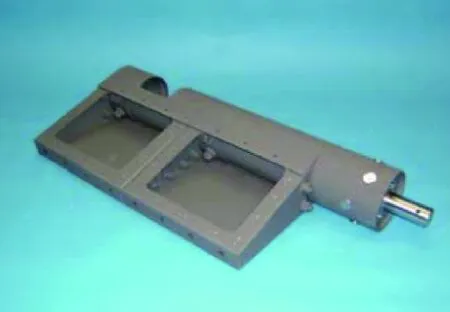
圖26 C/SiC副襟翼試驗件[62]Fig.26 C/SiC flaperon test article[62]
2.6 美國商業航天項目—Commercial Crew Program(CCP)
為了重新具備將人類送入太空的能力,美國國家航空航天局(NASA)與波音公司(Boeing)、太空探索技術公司(SpaceX)和內華達山脈公司(SNC)三家商業公司合作,來設計和制造一種能夠將宇航員送往國際空間站的運載工具。
2.6.1 波音公司(Boeing)—“Starliner”(CST-100)[77]
Starliner是波音公司正在開發的一種能夠運輸7人的太空艙。如圖27[77]所示,太空艙將由一個一次性使用的熱防護大底和一個可重復使用的外殼組成,可提供10次載人飛行。太空艙外殼將由BRI-18瓦和FRSI/AFRSI氈來提供可重復使用部分的熱防護工作,一次性使用的隔熱大底將采用波音輕質燒蝕材料(Boeing Lightweight Ablator, BLA)。但與阿波羅太空艙不同,Starliner將帶著降落傘和安全氣囊著陸,且由于返回艙將從空間站發射,Starliner可以考慮比阿波羅太空艙更多的返回路徑。
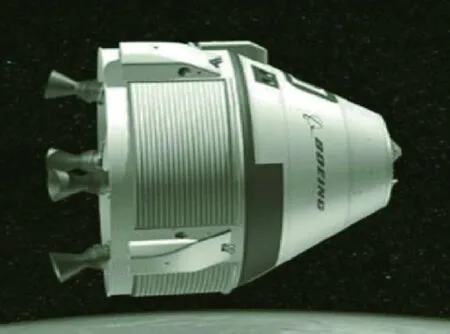
圖27 Boeing公司Starliner太空艙[77]Fig.27 Boeing’s Starliner capsule [77]
2.6.2 空間探索公司(SpaceX)—“龍飛船(Dragon Capsule)”[78-79]
如圖28所示,龍飛船是SpaceX公司用于向空間站運送貨物或宇航員的太空艙,目前已完成多項貨運任務。其主體隔熱方案為酚醛浸漬碳燒蝕材料(Phenolic Impregnated Carbon Ablator, PICA)。PICA是一種低密度的燒蝕材料,在火星和星塵探測器中成功使用過。PICA從近地軌道返回地球的熱防護效率非常好,這使得它成為大多數燒蝕材料的有力競爭者。由于目前“龍飛船”的大底及外殼熱防護均采用燒蝕材料(大底:PICA-X, 背風面:SPAM),因此,雖然其太空艙內部可以重復使用,但其熱防護系統并不具有可重復使用性(見圖28[78-79]),需要在使用后進行更換。
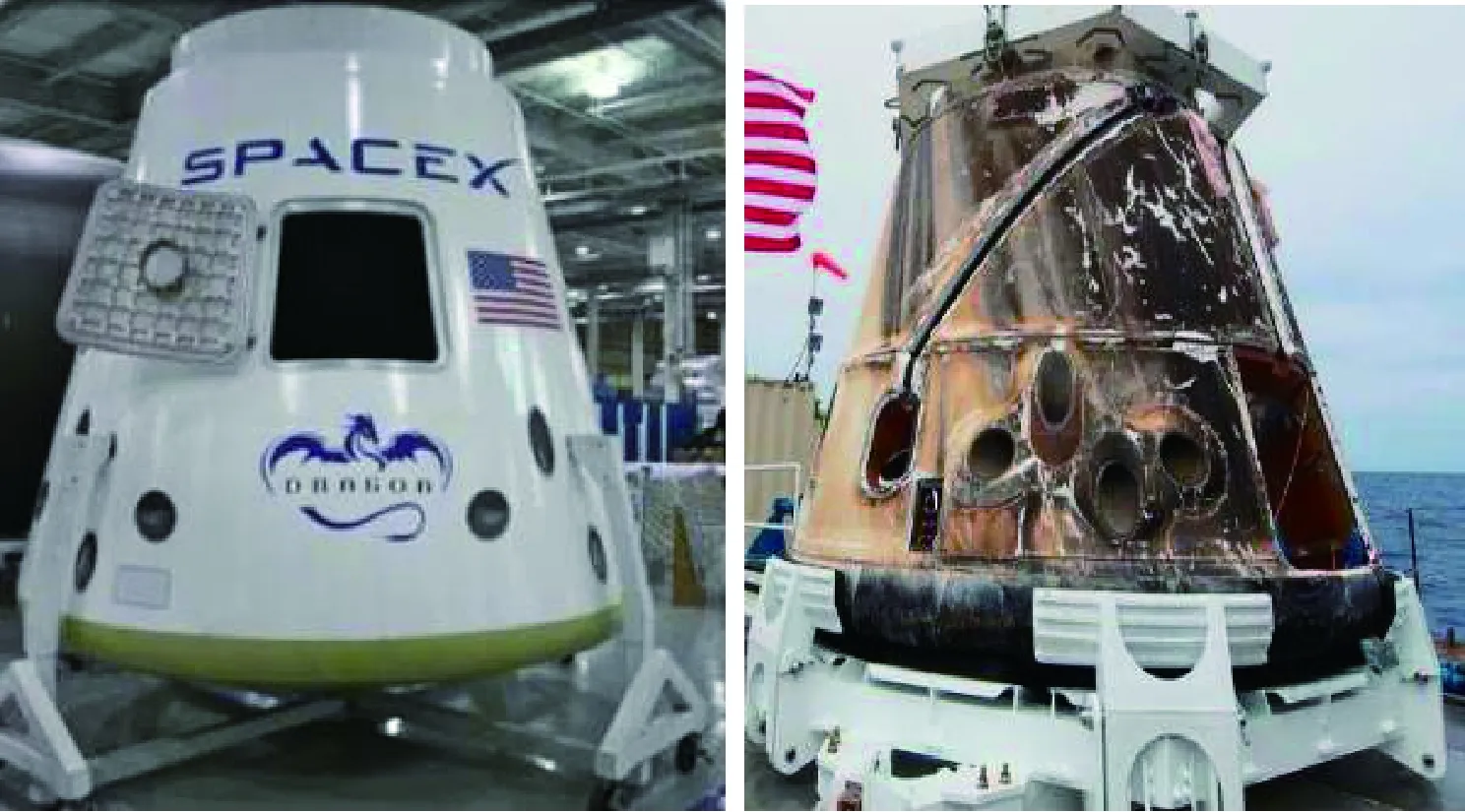
圖28 Space X公司龍飛船[78-79]Fig.28 Space X’s Dragon Capsule[78-79]
2.6.3 內華達山脈公司(SNC)—“追夢者(Dream Chaser)”[80]
如圖29[80]所示,由內華達山脈公司負責研制的“追夢者”與之前所提到的太空艙不同,它是一種擁有升力體外形的宇宙飛船。該飛船全長約12 m,可將7名宇航員送至國際空間站和近地軌道,并采取水平著陸的方式返回,可高效運送具有時效性的試驗樣品。熱防護方面,其整體采用了可重復使用熱防護系統方案。飛船底部迎風面采用黑色的AETB瓦,整體密度約為0.45 g/cm3。在熱流較為溫和的頂部背風面區域則主要采用白色AETB瓦及FRSI隔熱氈。而對于諸如鼻錐、翼前緣、副翼等高熱流區域,則采用TUFROC材料來進行熱防護。

圖29 內華達山脈公司“追夢者”宇宙飛船[80]Fig.29 SNC’s Dream Chaser spacecraft[80]
2.7 其他飛行器大面積熱防護
2.7.1 蘇聯—“暴風雪”號航天飛機[81]
暴風雪號航天飛機,是蘇聯于20世紀80年代研制發射并首次實現自動飛行的航天飛機,尺寸與美國航天飛機相當。熱防護系統方面,其基本沿用了美國航天飛機的熱防護材料方案,大量使用石英陶瓷瓦、柔性氈做為其大面積熱防護方案,并使用RCC材料作為其鼻錐及翼前緣熱防護方案。
2.7.2 法國—“Hermes”航天飛機[82]
Hermes是20世紀歐洲太空局計劃研制,并于1983年由法國國家空間研究中心確定方案的一款航天飛機(圖30[82]),長17.9 m,翼展11 m,高5.1 m,直徑3.4 m,是一種可以重復使用的有翼高超聲速滑翔機,上升時由火箭提供動力,重復使用次數>30次,因技術及經費原因最終取消。
飛行器采用升力體結構,較美國航天飛機尺寸更小,氣動熱環境與美國航天飛機類似。熱防護材料方案上,法國國家空間研究中心在充分吸收美國航天飛機經驗的技術上,展開了進一步研制工作。
較為突出的是在TPS研究上,為了避免隔熱瓦所帶來的諸多裝配及維護問題,在以隔熱瓦作為備選項的基礎上,Hermes更傾向于選擇更為高效的“蓋板式”TPS作為飛行器整個下表面及部分上表面的熱防護方案,與金屬TPS相區別的是,研究團隊發展了在比強度、抗氧化性、質量效率等方面更具優勢的陶瓷基復合材料蓋板,且在內隔熱層的選擇上發展了更為高效的多層內隔熱體系,為后續材料體系的發展奠定了良好的基礎,相關熱防護技術已于2015年歐空局IXV項目中完成飛行試驗驗證(見2.4節)。
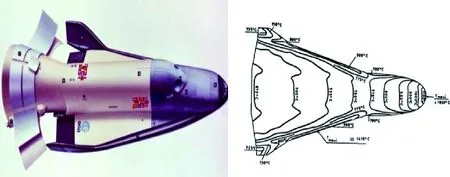
圖30 Hermes飛行器[82]Fig.30 Hermes shuttle [82]
2.7.3 英國—“霍托爾(Hotol)”、“云霄塔(Skylon)”[83-85]
云霄塔空天飛機(圖31),全長83.3 m,翼展25.4 m,是由英國提出的一款能夠實現水平起降、單級入軌的空天飛機,與早年的霍托爾空天飛機項目相繼承。飛行器通過兩臺“佩刀”發動機以5馬赫左右的速度飛出大氣層,隨后借助火箭發動機加速至25馬赫,此階段機身大面積溫度不超過855 K。返回階段,通過表面溫度反饋和飛行軌跡調整,可控制飛行器大面積最高溫度不超過1 100 K。
由于飛行器再入過程中可根據表面溫度主動調整姿態及軌跡,實現速度控制,因而氣動熱環境相對溫和,飛行器采用硬殼式熱防護結構。如圖32[85]所示,波紋陶瓷蓋板構成機身外殼,通過支架與機身骨架連接傳遞載荷;蓋板下方由多層隔熱層組成隔熱結構,阻止熱量向內傳遞,同時向外輻射熱量。飛行器設計重復使用次數為200次,期間熱防護材料在返回段高溫暴露時間約100小時。

圖31 云霄塔空天飛機[84]Fig.31 Skylon spaceplane [84]
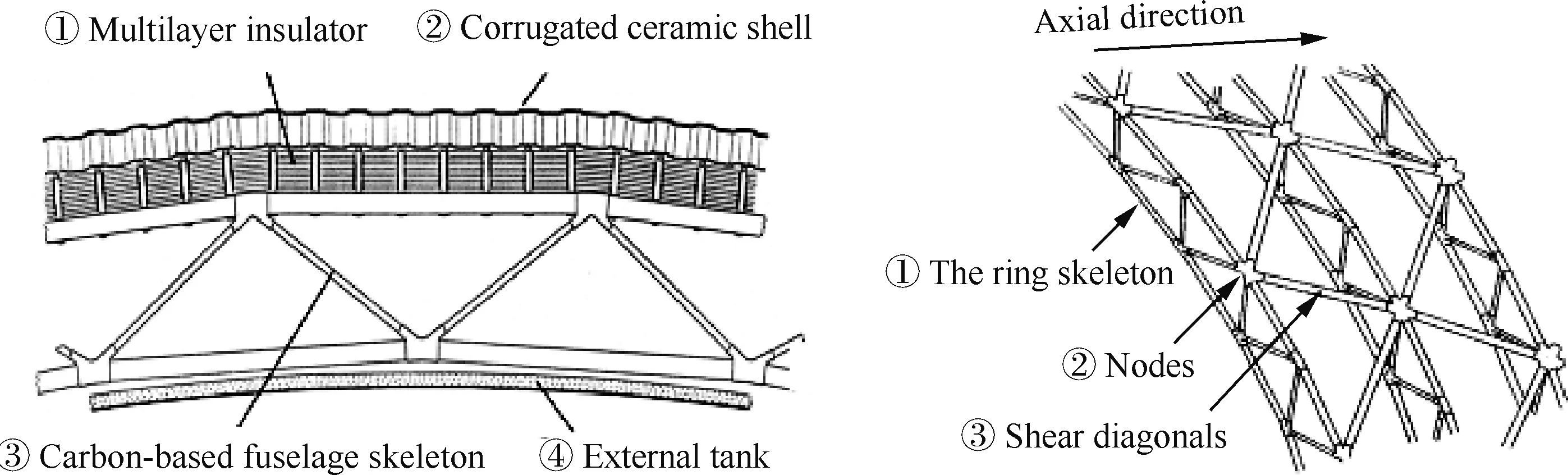
圖32 云霄塔空天飛機結構及熱防護系統[85]Fig.32 Structure and TPS of Skylon[85]
2.7.4 日本—“希望(Hope)”航天飛機[86-88]
希望號航天飛機(見圖33[87]),是20世紀90年代由日本宇宙開發事業團(NASDA)著手研制的火箭發射、無人駕駛航天飛機。防熱系統方面,希望號計劃采用可重復使用防熱系統,并將對剛性陶瓷瓦系統、金屬TPS系統、陶瓷基復合材料系統以及柔性氈系統進行系統篩選、研究并確立最佳方案用于最終飛行驗證。
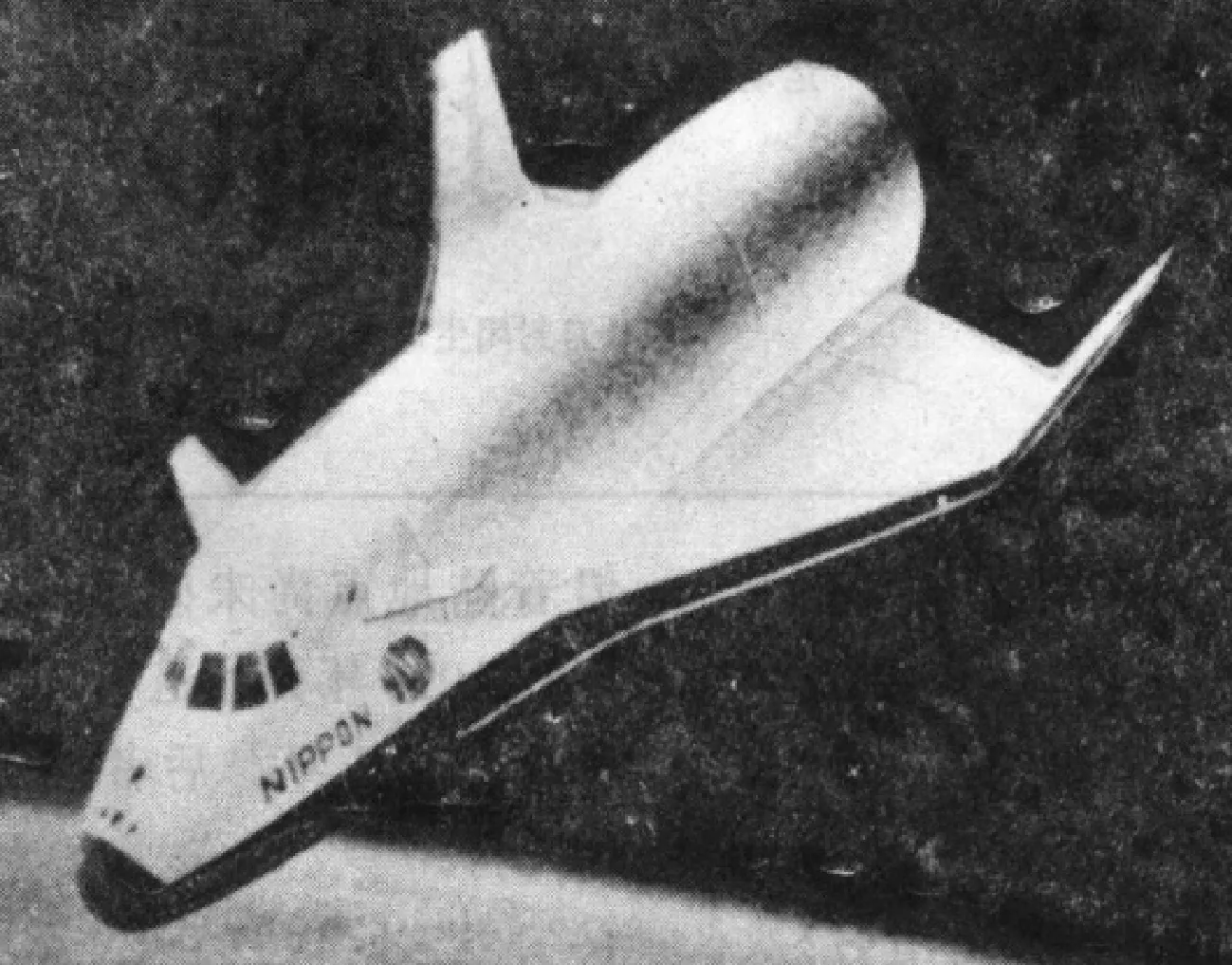
圖33 日本希望號航天飛機[87]Fig.33 Japanese space shuttle HOPE[87]
2.8 NASP、Spaceliner-半主動及主動熱防護系統
如前所述,對于目前大多數的可重復使用飛行器而言,大面積熱防護溫度一般低于1 600 K,局部高溫區域在1 900 K左右,多采用熱沉、隔熱、熱結構或組合的方式來解決熱防護問題。但是,隨著應用需求的不斷拓展,飛行器飛行速度、飛行時間的不斷增加,飛行器升阻比及動力系統設計的不斷變化,飛行器局部特殊區域的峰值溫度將遠超現有材料耐熱范疇[89],被動熱防護材料將會在相應環境下出現嚴重燒蝕,并逐漸不能滿足重復使用需求。發展長時高溫環境下可重復使用的半主動及主動熱防護技術,逐漸成為未來可重復使用熱防護發展的重要方向。
2.8.1 半主動熱防護系統
半主動熱防護系統,主要以燒蝕熱防護系統及熱管式熱防護系統為代表。
燒蝕熱防護系統作為目前彈道工程中應用極為廣泛的熱防護系統[16],在低、中、高熱流環境中均具有成熟的應用經驗,但其本身可重復使用次數有限,因而在可重復使用領域相關應用較少。
熱管是20世紀60年代所發展起來的一類導熱元件[90],由封閉的管壁(①)、緊貼管壁的多孔毛細吸液芯(②)及相變工質(③)構成,利用內部工質相變傳熱的特殊性(如圖34[90]所示),可實現熱量由熱端(④)向冷端(⑤)的長距離快速疏導,并經冷端輻射回環境,從而達到快速疏導熱端熱量,降低熱端輻射平衡溫度的效果,現已在諸多領域中得到應用[91]。其中,使用溫度>450 ℃的高溫熱管技術[92],一直是針對高馬赫數飛行器前緣等區域熱防護的重要備選方案。由于高溫熱管所采用的材料在其工作溫度下有非燒蝕性,因而具有可重復使用的特點。
在高馬赫數飛行器熱防護領域,熱管式熱防護方案最早的研究工作始于1970年,NASA Langley中心Silverstein主持并展開了該方案的相關理論研究工作,從原理上論證了馬赫數8巡航飛行速度下,后掠角65°,前緣半徑13 mm的高馬赫數飛行器采用高溫熱管進行翼前緣熱防護的方案可行性[93],并在對選材及可能的瞬態環境展開了探討后指出,這種不需要借助泵力作用的長距離熱疏導方案(見圖35[90]),可將翼前緣滯止區(①)的高熱流快速的傳導至滯線后較冷區域(②)進行疏散,使前緣溫度維持在900 ℃左右,并對其經濟性、可重復使用性、極限邊界以及可能存在的風險展開討論后認為該方案具有較大的應用潛力。隨后,在NASA Langley中心的支持下,麥道航空公司(MDAC)將熱管代表的疏導式熱防護方案,與包括C/C、燒蝕、難熔金屬在內的三種非疏導式翼前緣熱防護方案進行了對比分析。四種方案的翼前緣均采用了薄殼式結構(詳見圖36[93]),即外殼采用防熱結構(①),內部采用金屬桁架支撐(②),底部填充纖維氈作為內隔熱材料(④),當桁架材料為耐溫性有限的輕質合金時,也需要額外的包覆氈類隔熱材料。
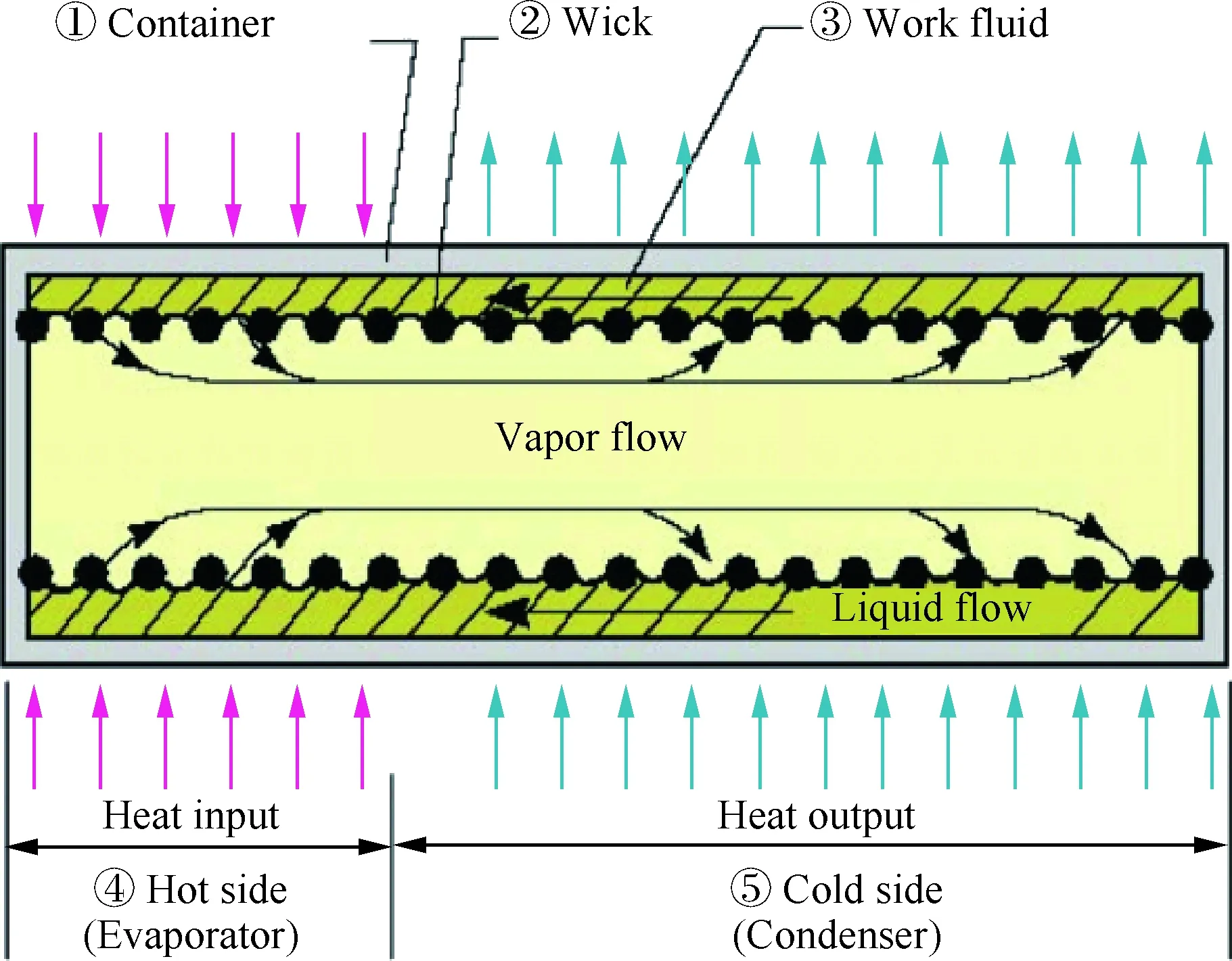
圖34 熱管工作原理[90]Fig.34 Working principle of heat pipe [90]
如表13所示[93-94],燒蝕材料由于具有廣泛的應用經驗,在適用性、材料易獲取性及工藝成熟度上最佳,但由于需要每次更換,因而其在整個航天飛機運行計劃中的相對費用將變得非常巨大。以熱管熱防護方案為代表的可重復使用方案,則可以大幅降低總體費用,成為后續備選方案。其中,早期的熱管式方案雖然在重量上存在明顯不足(超重約40%),但相對于C/C及金屬前緣結構而言,其可將前緣溫度維持在一個相對低的水平,具有更大的選材范圍,且在經濟性、工藝成熟度及后期的可檢修性上均具有一定優勢,因而具備較好的應用可行性[94]。如圖37所示,在此基礎上,MDAC完成了航天飛機熱管式翼前緣1/2縮比件的制備及試驗考核[95]。結構上,這種多根熱管排列形成陣列的布局模式可大幅度降低翼前緣的制造難度,便于最終組裝前的檢修,且容許少數熱管失效后仍然不影響整個系統的正常工作。可有效保證航天飛機再入過程中前緣溫度維持在高溫合金蒙皮的許用范圍內。如表14[96]所示,翼前緣在采用熱管熱防護方案時的設計工作溫度在900~1 000 ℃左右,屬于高溫合金的工作溫度范圍。通過對高溫合金耐溫性、密度、高溫抗氧化性以及價格的綜合評估[95],鈷基合金Hastelloy X被選為蒙皮及管壁材料。與此同時,由于鈉在該使用環境下相比于銫、鉀、鋰等金屬擁有更好的相容性、工作氣壓、易啟動性、經濟性以及最低的危險性,而被選為工質[96]。液芯結構的選擇上,管壁上帶有開槽的結構模式擁有最好的傳輸特性(圖38(a)和圖38(d)),其次是多層篩芯或堆芯結構(圖38(b)和圖38(c)),但由于管壁太薄(見表15[97])、開槽工藝難度大,且不同結構之間重量差異小,故最終采用了制造難度最小的多層多孔不銹鋼篩芯交疊的結構模式。隨后,1/2縮比件在多次加熱循環中保持了良好的穩定性和熱疏導效果,可使駐點溫度降低數百攝氏度,且不受長時儲存(3年)的影響[97]。
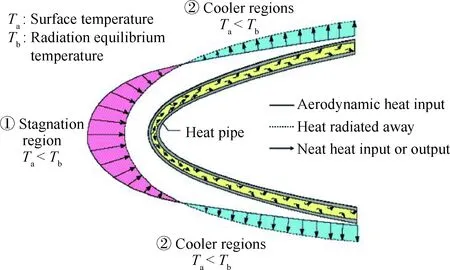
圖35 熱管式翼前緣熱疏導機制[90]Fig.35 Thermal transmission mechanism of heat-pipe wing leading edge[90]
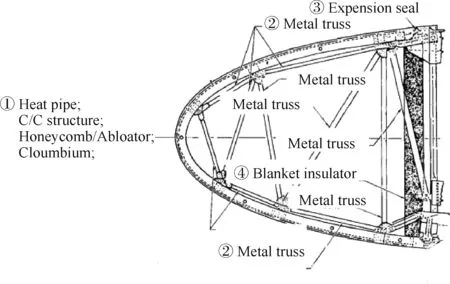
圖36 薄殼式前緣結構[93]Fig.36 Structure of thin-shell leading edge[93]
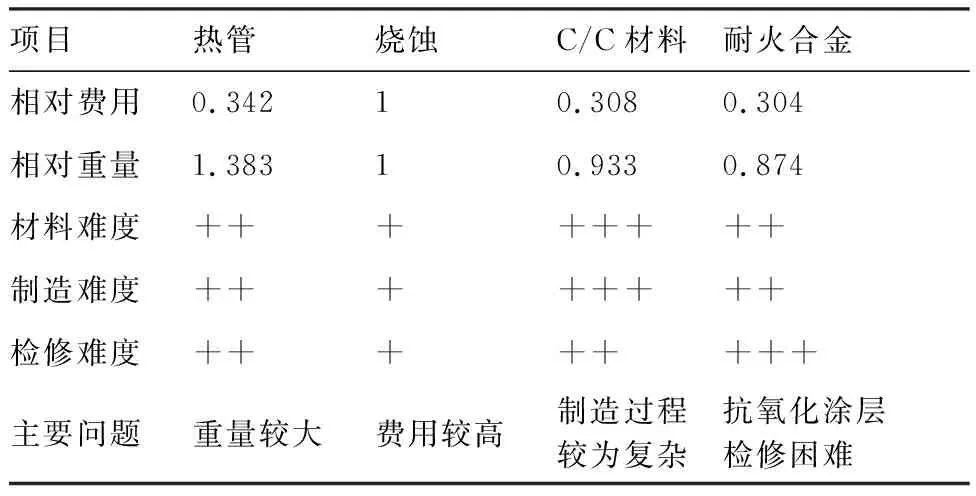
表13 4種方案主要指標對比[93-94]
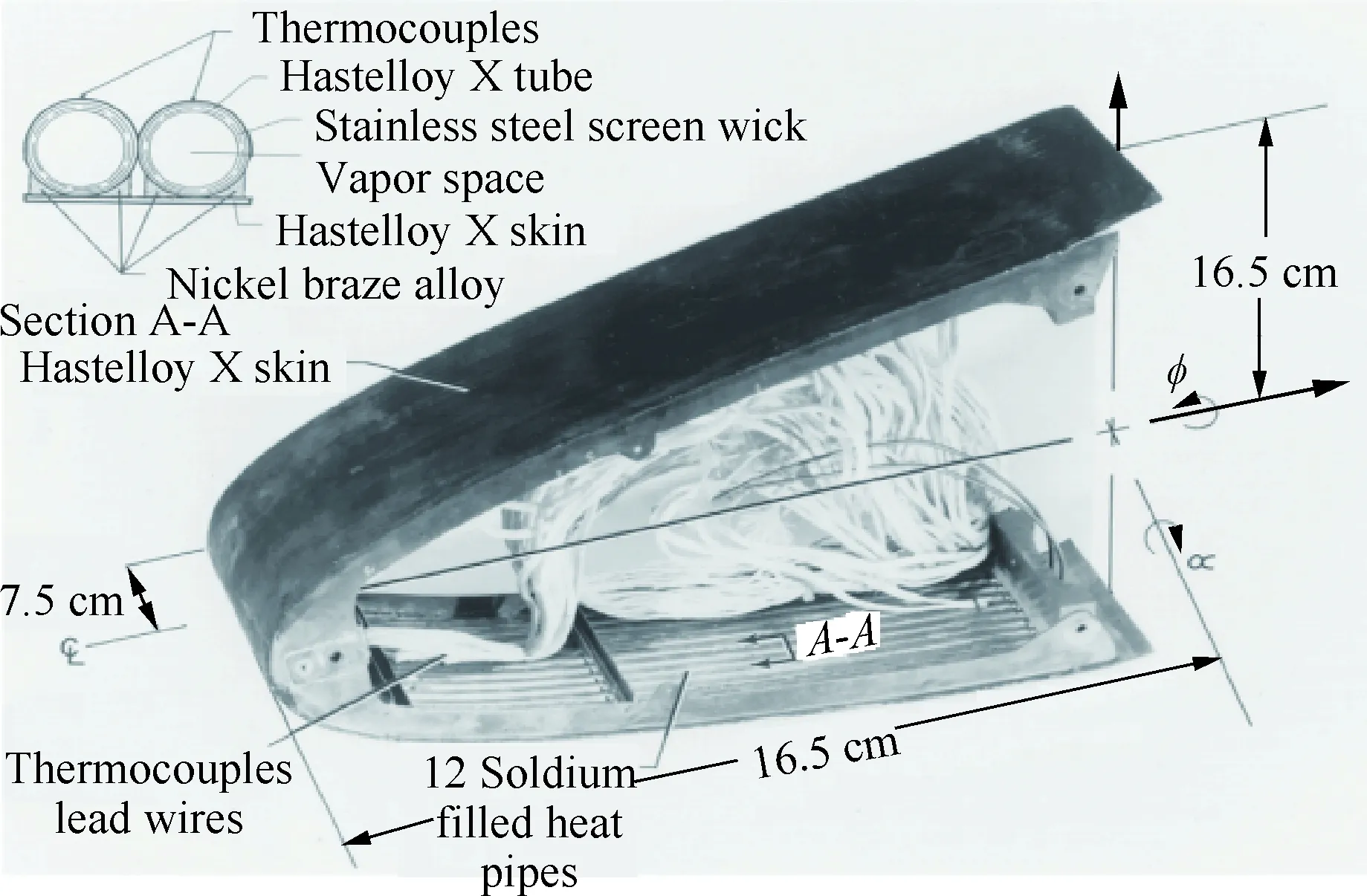
圖37 航天飛機翼前緣1/2縮比件[95]Fig.37 1/2 scale space shuttle wing leading edge[95]
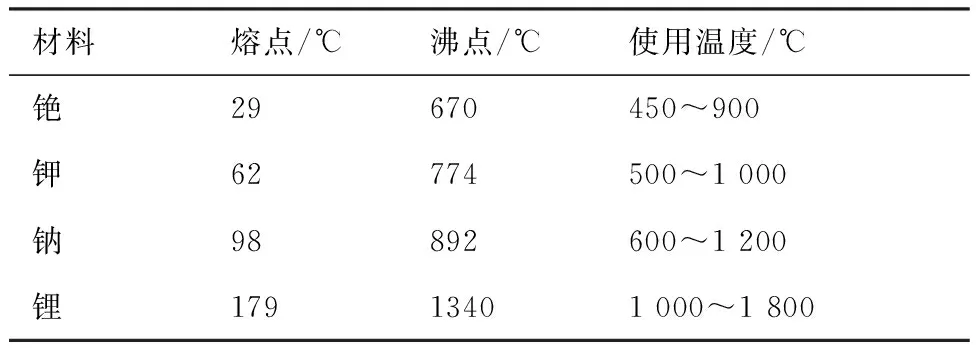
表14 冷卻劑基本參數[96]Table 14 Parameters of coolants[96]
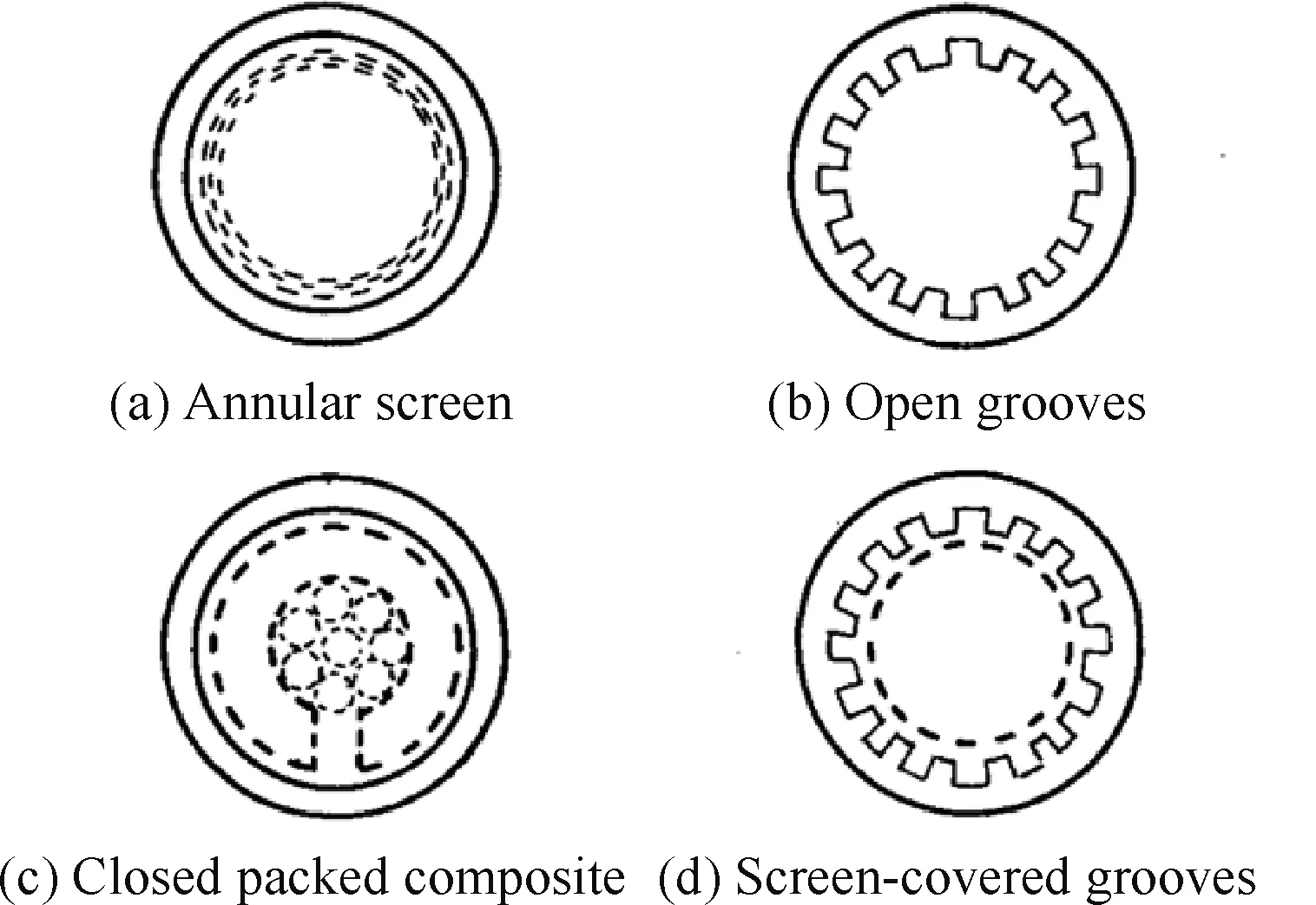
圖38 4種典型液芯方案[97]Fig.38 Four typical designs of liquid core[97]
為了進一步提升Hastelloy X/Na熱管的性能,NASA Langley中心完成了長度為172.5 cm的全尺寸“J”型熱管的制造,用于驗證將前緣最高溫由1 927 ℃降至982 ℃的可行性[98]。由于熱環境較航天飛機更為嚴酷,其對熱管結構進行了進一步的優化。通過“U”形截面的采用,可獲取更大的換熱面積。與此同時,為了更好地平衡沸騰極限與毛細極限,液芯的布局也采用了不同的形式。如表16所示[98],由于蒸發區熱環境嚴酷,過厚的液芯易使液體在液芯內部產生大量氣泡造成毛細孔堵塞,因而設計了較薄的網篩布局來防止其工作狀態超過沸騰極限。冷凝區較厚的網篩布局則更有利于提升工質的吸收及泵送效率,而50目篩芯與400目篩芯的搭配復合使用,則在保證毛細吸力的同時兼顧了較小的流體阻力。相比于均勻的篩芯分布這種結構布局能夠更好地平衡沸騰極限與毛細極限,而相對于多孔液芯材料的使用,篩芯材料在高溫度梯度下具有更高地可靠性。
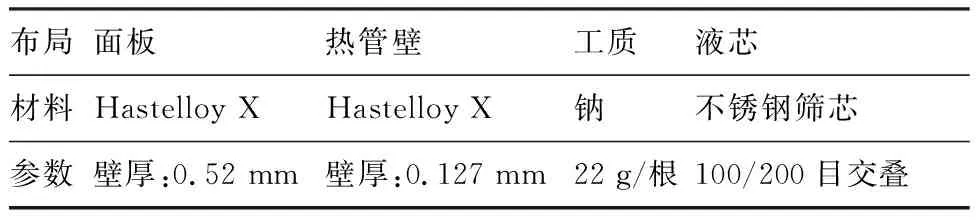
表15 熱管式翼前緣1/2縮比件參數[97]

表16 U型管內部液芯分布[98]Table 16 Distribution of liquid cores inside U-type tube[98]
值得一提的是,處于高效換熱的需要,液芯必須與管壁緊密貼合。因此相對于圓形熱管,“U”形熱管由于直角區域的存在,而使得制造難度大為增加。為此NASA Langley中心通過高溫“滲透焊接”的方式[98]解決了這一問題,可通用于類似非圓形截面熱管液芯的制造。
雖然熱管式熱防護方案最終并沒有在航天飛機項目中被最終采用。但NASA仍然對這一方案進行了持續性的資金支持,以進行進一步地優化,使其在后續“單級入軌”飛行器方案中,擁有與“碳-碳”、“難熔合金”方案相當的重量代價。如圖37[95]、圖39[99]所示,出于最小化管內壓力的目的,早期的方案采用了圓形管結構。為了使其能夠與高溫合金外面板形成良好的熱交換,這種設計需要在每根熱管的下部焊接相當重量的鎳基焊料來增大換熱面積,使得整個系統的重量大幅增加。新方案對圓形、三角形、“U”形以及“D”形截面的熱管進行了評估,發現半圓的“D”形結構可以大幅降低整體重量[99],在保持良好換熱的同時避免了大量焊料的使用,最終使得整個系統的質量下降了近44%,雖然“D”形截面在結構上與圓形截面已有較大區別,但液芯網篩與管壁的貼合方式變化不大,因而該結構在制造上也較為容易,并在后續的熱管方案中被沿用。
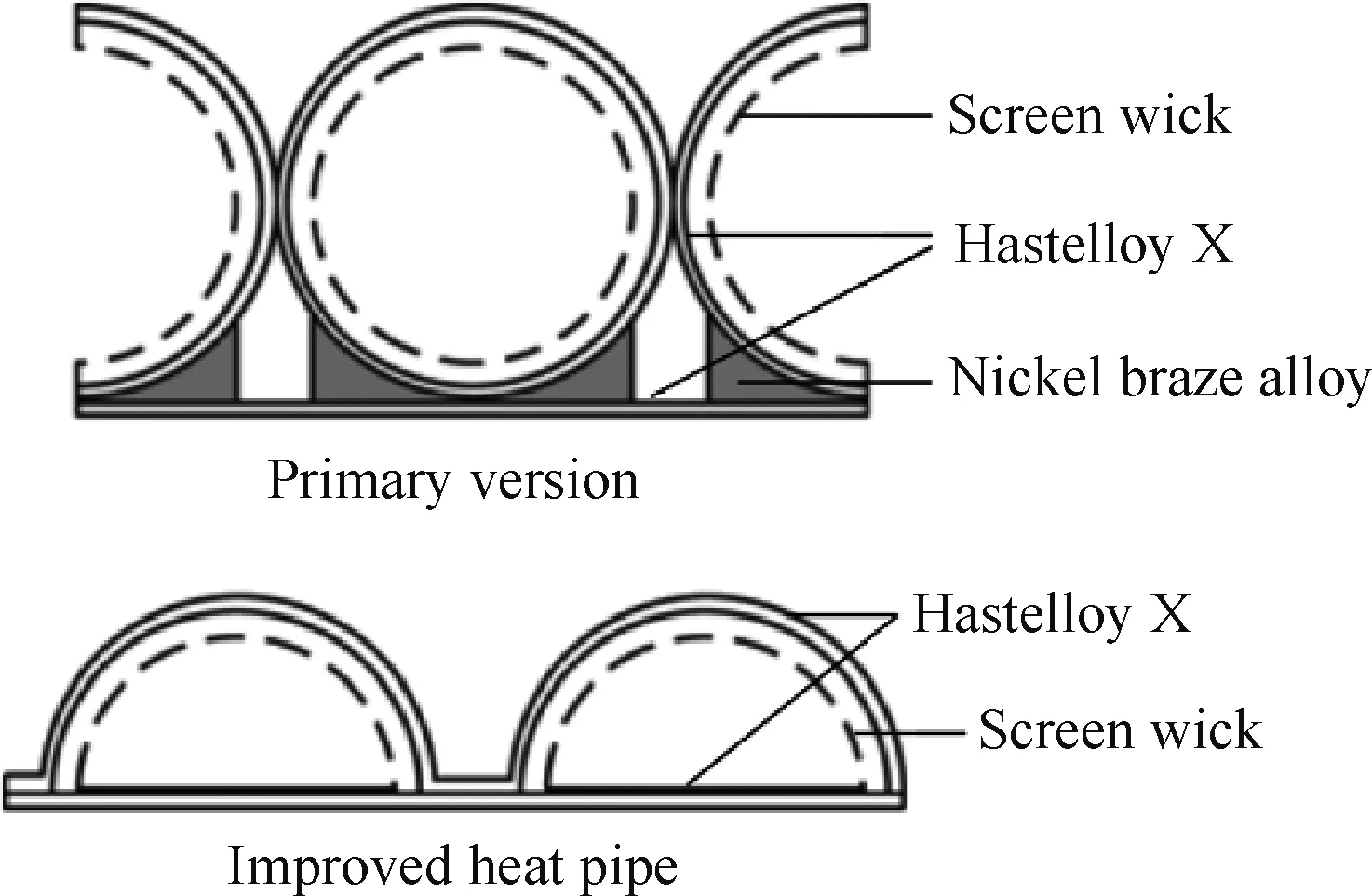
圖39 優化前后熱管方案截面[99]Fig.39 Sections of heat pipe before and after optimization[99]
隨著制造、結構優化、地面試驗以及評價體系的不斷完善,熱管熱防護技術也逐漸趨于成熟,并被用于美國新一代高超聲速飛行器研制項目“國家空天飛機計劃(NASP)”的X-30中。如表17[93,100]所示,為了獲得更高的升阻比,飛行器的前緣半徑比航天飛機更小,熱環境更為嚴酷,若采用Hastelloy X/Na熱管體系將前緣設計溫度控制在1 000 ℃ 左右,則會大幅增加該類熱管的長度,從而增加系統重量,故將設計溫度控制在1 300 ℃ 左右。由于這一溫區已經超出了較為成熟的Hastelloy X/Na體系,因而需要展開新體系的研制。此時,工作溫度在1 000~1 800 ℃的鋰(表14)及以鎢、鉬、錸、鈮為代表的難熔合金被選為合適的材料。初期的方案為由難熔合金搭配金屬鋰工質外層噴涂抗氧化陶瓷層構成。但是陶瓷涂層存在易碎、熱阻高等問題,同時由于陶瓷涂層只能承擔抗氧化作用,并不承擔結構功能,使得難熔金屬用量增加,進一步增加了重量。由于航天飛機計劃的推動,C/C防熱材料的應用技術日趨成熟,且該類材料同時具有良好的抗氧化性能、高溫力學強度和更小的密度。因此,NASA Langley中心提出了難熔合金/C-C復合材料的熱管方案[100]。
如圖40所示[100],該翼前緣由ACC材料(①)構成前緣基本骨架結構,在內部嵌入由難熔合金構成的熱管(②)組成復合結構,并采用金屬鋰工質。ACC材料具有更高的使用溫度,使得材料的熱輻射效率進一步提升,可在給定半徑下縮小熱管結構的使用面積起到減重的效果。另外,通過金屬熱管與ACC構建之間接入應變隔離墊的方式可解決熱應力的問題[101]。
表17 航天飛機及X-30熱管式前緣對比[93,100]
ACC構件:結構上,翼前緣的主體承載功能通過ACC構件來實現。與航天飛機翼前緣制造工藝類似,NASP翼前緣ACC構件采用T-300碳纖維織物增強碳基體的方式進行制造。為了獲得更好的傳熱效率,碳纖維增強體采用了3D織物,與2D織物相比,3D織物增加了大量的厚度向碳纖維,使得其厚度方向的熱導率實現數量級增加,提升了構件與金屬熱管間的熱疏導效率。AAC材料表面通過一層SiC的抗氧化層來起到抗氧化的作用,其使用過程中所產生的裂紋會在高溫區重新閉合而產生良好的抗氧化效果。與此同時,飛行過程中,當熱管發生故障時,ACC材料還可提供燒蝕防護的效果,來解決突發故障情況下的熱防護問題。
難熔金屬熱管:根據設計要求,金屬熱管部分采用了難熔合金材料。考慮到熱管與ACC材料間熱膨脹性的差異,因而選取具有最小的線膨脹系數的金屬鎢作為早期的管壁材料。但是,由于其存在密度較大、室溫下可塑性較差等問題,隨后被密度更小、室溫可縮性更強的鉬金屬代替,并通過在金屬與復合材料間增加應變隔離墊的方式來解決熱應力的問題。雖然鉬金屬具有更低的密度和更好的室溫可縮性,但是由于X-30的設計前緣半徑過小,在制作“J”型熱管結構時,純鉬的使用還是導致在熱管彎曲部位出現了卷曲(如圖41(a)[102]所示)。隨后研制團隊通過在金屬鉬中添加金屬錸提升柔韌性的方式來嘗試解決該問題。其中Mo-11Re合金在1 649 ℃處理4 h后,可順利在室溫條件下彎曲成設計結構,但工藝穩定性并不理想,熱管容易在加工過程中破裂。最后,團隊通過將塊體Mo-41Re合金直接加工成所需形狀后焊接的方式,得到了所需的“D型”金屬熱管結構(如圖41(b)[102]所示)。由于Mo-Re合金具有良好的耐溫性、浸潤性和相容性,同時為了保證良好的工質傳輸能力,熱管液芯則由4層400目Mo-5Re篩芯構成。與此同時,為了防止難熔金屬在高溫下與ACC結構發生反應產生碳化物,在嵌入之前需要對管外壁進行惰性涂層處理。
應變隔離層:由于金屬熱管在高溫下與碳材料相比具有較大的熱膨脹系數差異,形變所產生的應力會導致ACC結構破壞,故在D形結構之間添加了一層商用的彈性石墨層作為應變隔離層,為了在起到應變隔離作用的同時保證良好的傳熱效果,金屬熱管與面板區域的接觸區并不敷設隔離層,僅在D管的弧面區域使用,以保證復合結構間良好的應變隔離效果。
通過后續對單根熱管及組裝后縮比件的大量測試工作表明,這種復合結構的熱管方案具有良好的可行性及安全性。
隨后,以NASA Langley中心為代表,國內外對熱管式熱防護結構進行了更為深入的選材、結構和模型優化工作[90,102-106],并在NASP等飛行器研制項目中,作為翼前緣、鼻錐或整流罩的熱管理方案進行了多輪地面測試和飛行測試[107-108]。
材料研制方面,目前適用于高馬赫數飛行器的高溫熱管工質主要以沸點高、比熱容大的鋰[109-110]、鈉[102, 111]等堿金屬、堿土金屬或室溫下呈液態的堿金屬合金[112]為主,壁材及毛細芯網主要為耐高溫、高熱導率的金屬材料,除考慮高溫性能及密度外,選材上還要與工質進行搭配,以保證高溫下不發生工質對材料的腐蝕,并且工質泄露氧化所導致的局部高溫不會破壞周圍正常元件。金屬結構的使用不僅可增加傳熱效率,其制備及加工成本也低于傳統RCC材料,且質量上與RCC構件基本相當[102]。與此同時,將金屬熱管嵌入C/C復合材料中,可在不增加熱阻的情況下,有效增強熱管的抗壓及抗形變能力(見圖42[90])。
結構設計方面,雖然大量試驗結果表明熱管式熱防護方案的使用可以保證熱端溫度大幅降至表層面板的安全使用溫區。但是,區別于航天飛機的鈍頭前緣結構,對于擁有小阻力、尖化前緣的高馬赫數飛行器而言,復雜的前緣結構及狹小的前緣空間,也使得熱管式熱防護結構逐漸由表面防熱面板內部焊接熱管的復合結構,向一體化前緣結構方案發展[113],以獲得更小的前緣半徑。
高溫熱管的工質大多為堿金屬或堿土金屬,熔點較高,室溫下一般為固體。所以,在工作過程中涉及更為復雜的固/液/氣多相轉變過程,與此同時,工質的沸騰極限、毛細芯對工質的毛細極限、蒸汽傳熱傳質過程中的聲速極限以及工質的啟動極限等,都是熱管在使用及設計過程中形成其使用邊界的重要因素,確定這些極限所組成的曲線族,將用于判定熱管的使用可靠性,是目前及未來熱管式熱防護方案的研究重點[106, 114]。
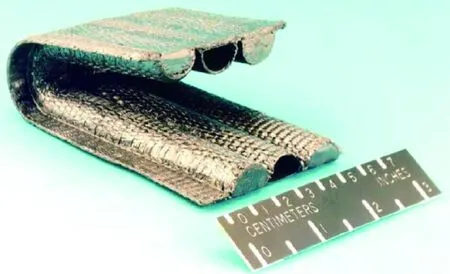
圖42 嵌入C/C復合材料中的Mo-Re合金/Na熱管(NASP翼前緣方案)[90]Fig.42 Mo-Re/Na heat-pipe embedded in C/C (designed for NASP wing leading edge)[90]
2.8.2 主動熱防護系統
主動熱防護系統是應對飛行器特定區域長時高溫的有效方案。通過冷卻工質阻隔和帶走大量熱量,可在防熱結構耐受極限的基礎上大幅拓展其使用邊界及工作時間。以X-43和X-51為例,超燃沖壓發動機燃燒室工作溫度高于2 500 K,X-43所采用的銅制熱沉式結構在發動機啟動10 s后即發生融化,而X-51在采用煤油再生冷卻熱防護系統后,其發動機則穩定運行了360 s[115]。隨著飛行器未來飛行馬赫數的不斷提升,在可重復使用的要求下,主動熱防護系統將是其動力系統、頭錐、前緣以及控制面等區域在面臨嚴酷熱環境時的必然選擇,也是國內外熱防護技術研究的重點。
主動冷卻熱防護系統主要分為三種模式:氣膜冷卻、對流冷卻(再生冷卻)和發汗冷卻。如圖43[116]所示,氣膜冷卻是通過孔或槽注入冷卻液(②),從而形成冷卻膜,以保護暴露在高溫環境(①)中的表面。自20世紀70年代首次用于燃氣輪機以來,氣膜冷卻已成為現代燃氣渦輪機的主要冷卻方式。氣膜冷卻系統結構簡單,冷卻性能好,是保護飛行器高溫部件較為理想的方法。
發汗冷卻與氣膜冷卻有一定的相似性,如圖44[117]所示,冷卻劑(⑤)通過多孔壁(④)進入主流,形成連續的膜保護壁(③)來阻隔或延緩熱流(①)的進入,與此同時冷卻劑的熱沉也可以吸收大量的熱并將之帶走。發汗冷卻具有較高的效率和較低的冷卻劑消耗,是高溫隔熱領域的重要方向。
如圖45[118]所示,對流冷卻是在冷卻通道內(②)采用冷卻劑(①)強制對流換熱,以達到帶走熱量保持構件溫度在安全使用范圍內的主動熱防護方式。對流冷卻一般利用燃料作為冷卻劑,通過對流一方面將熱量帶走,另一方面對燃料進行預熱,預熱后的燃料直接注入燃燒室內,完成熱量的重復利用,這種對流冷卻方式也被稱為再生冷卻。對流冷卻結構相對簡單、可控性好,可通過對燃油熱沉的有效利用來大幅減輕系統重量,目前已在液體火箭發動機以及燃氣渦輪機中廣泛應用[119]。
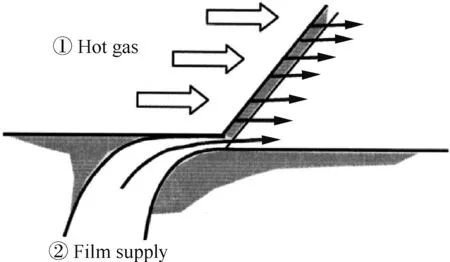
圖43 氣膜冷卻原理[116]Fig.43 Principle of film cooling[116]
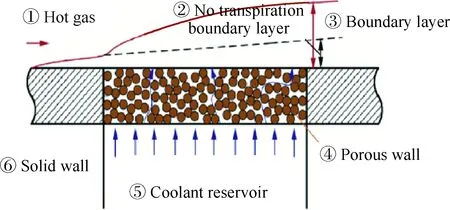
圖44 發汗冷卻原理[117]Fig.44 Principle of transpiration cooling[117]
20世紀50年代以及60年代,以NASA和美國空軍為代表,開對高馬赫數飛行器的研制展現出極大的興趣,作為關鍵技術之一的發動機主動冷卻技術研究也隨之迎來高峰。隨后,由于飛行器的研制難度遠大于預期,相關主動冷卻的研究工作也轉向時間更短的火箭發動機冷卻領域。70年代后,相關研究工作主要由NASA Langley中心主持,并在后續NASP計劃的發展中重新興起并逐漸進入第二次研制高潮,且在技術上趨于成熟。
早期的主動冷卻結構以再生冷卻為主,由美國空軍支持研制,采用L-605鈷基高溫合金作為面板及換熱器材料,氫作為冷卻工質,已具備100 mm 尺寸量級平板構件的制造能力,但由于研制計劃的取消,并沒有進行后續的試驗工作[120]。隨后Langley中心在此基礎上展開了大量的研究工作。處于最大化減小冷卻液用量以減重的考慮,面板材料的使用溫度應越高越好,但由于難熔合金的抗氧化涂層使用壽命普遍不足100 h,涂層失效后其在高溫區會經歷嚴重氧化,故而常選用以Hastelloy X、Inconel 625、Inconel 625作為早期主動冷卻結構的結構及熱交換構件材料,通過夾心結構的使用來獲取最小的設計質量[120]。
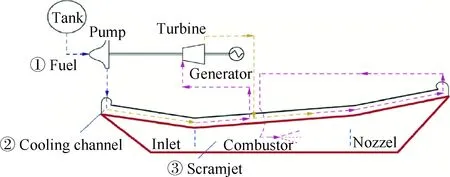
圖45 對流冷卻原理[118]Fig.45 Principle of convective cooling[118]
顯而易見的是,隨著CMC材料技術的不斷成熟,擁有更好耐溫性、抗氧化能力及更小密度的CMC材料成為了面板材料的最佳選擇。在NASA Marshall飛行中心的支持下,Refractory Composites, Inc.(RCI)公司完成了陶瓷基復合材料/金屬夾心燃燒室換熱面板的研制工作[121]。如圖46所示,該面板熱面采用CMC材料(①)面向燃燒室熱氣流,背面與鎳基合金管(②)接觸形成換熱結構,冷面再與另外一塊CMC面板(③)接觸,通過機械連接的方式形成穩定結構。這種鉚接式結構可適應復雜型面的制造要求,并易于快速更換。為了最大限度地提高換熱效率,熱面面板CMC材料的碳纖維增強體采用了針刺工藝,而冷面板的增強碳纖維則采用了鋪層工藝。如表18[122]所示,二者的區別在于,針刺工藝的使用使得厚度方向高導熱纖維的數量顯著增加,從而增加了熱面板的熱導率,并減小了冷面板的熱導率,使得熱量最大限度地被金屬管中工質帶走,提升了換熱效率。
該結構件于2003年在馬赫數7、動壓431.25 kPa、燃氣溫度2 500 K條件下完成考核[123]。考核過程中采用碳氫燃料JP-7作為冷卻劑,累計考核30 s,面板壁溫最高達1 800 K,未出現任何損傷,具有里程碑意義(見圖47[123])。
CMC/金屬結構的主要問題在于需要解決面板與金屬管之間的換熱問題,后續的工作中,為了進一步減少復合材料間的熱阻,主要采用兩類方案[124]。一類方案如圖48[124]所示,通過在合金管外壁編織高導熱銅網的方式,進一步增大換熱速率,可在一定程度上提升換熱效率。金屬管套入銅網后,嵌入面板背面事先加工好的溝槽中,并與面板通過背面的彈性金屬片進行固定,金屬管與銅網之間不做焊接固定,可形成自由滑動,該結構設計可以較好地解決各部件間熱匹配的問題,同時保持較高的換熱效率。
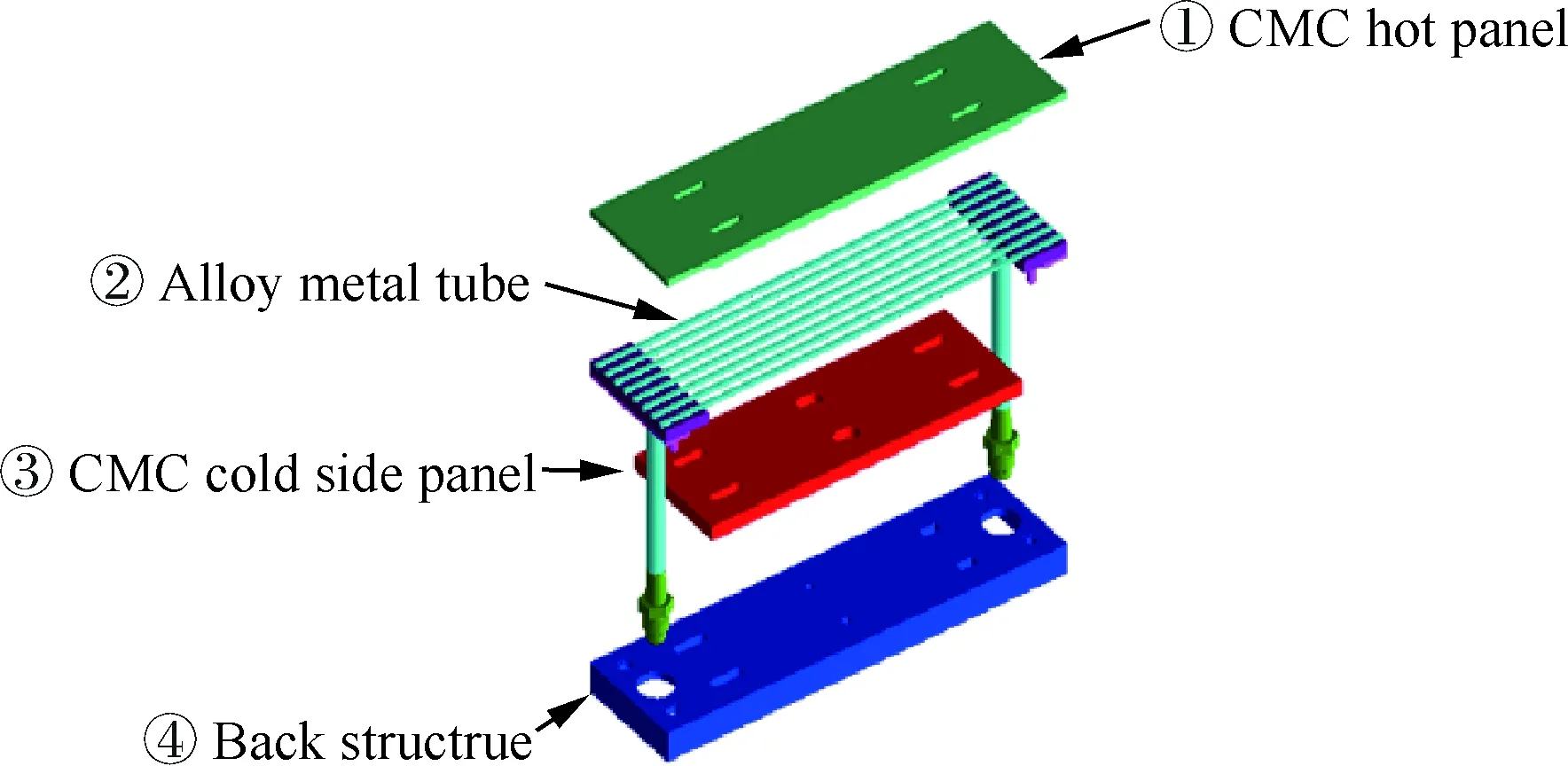
圖46 CMC/金屬換熱面板[121]Fig.46 CMC/metallic heat transfer panels[121]
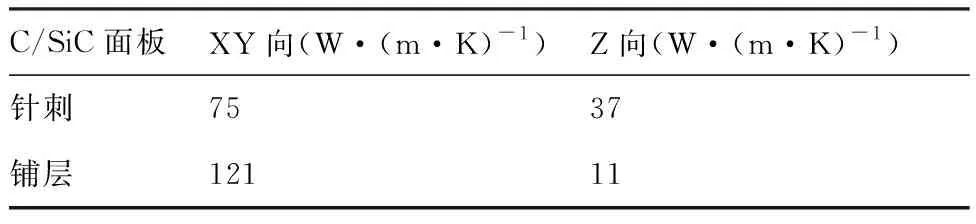
表18 不同增強體CMC材料熱導率[122]
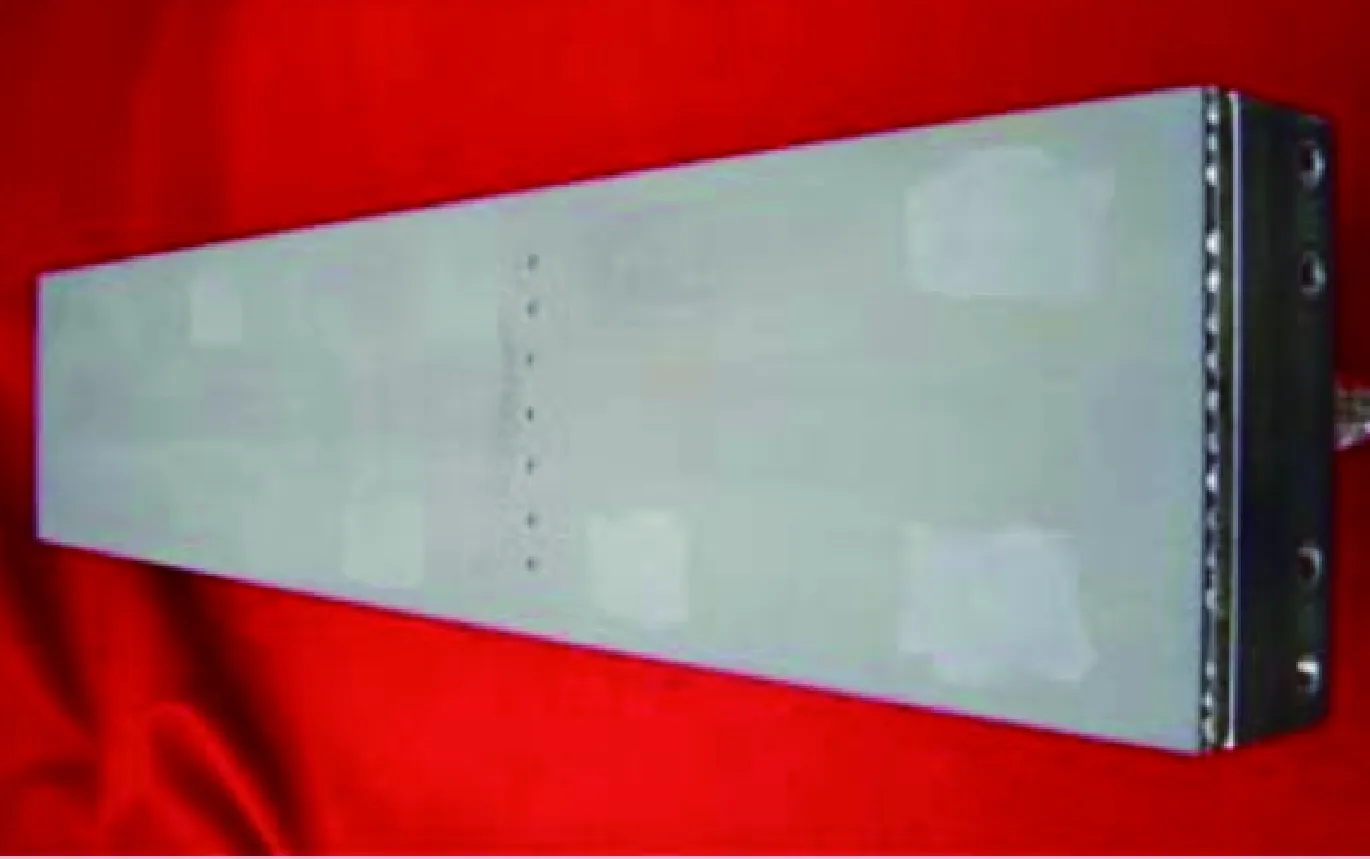
圖47 CMC主動冷卻面板[123]Fig.47 CMC active cooling panel[123]
除此之外,如圖49[124]所示,通過金屬管與CMC面板之間的直接釬焊可大幅增加其與面板的換熱面積,從而實現較為理想的換熱效率。法國Snecma Propulsion Solide做了較多相關工作,并對鎳基合金管及鉬錸合金管的CMC焊接式復合材料面板制造進行了系統性研究。目前該類結構的主要問題在于,鎳基金屬構件具有較好的強度及較輕的重量,但材料熱膨脹系數與CMC材料差異較大,釬焊之后高溫加熱即發生開裂。而以鉬錸合金為代表的金屬體系,雖然具有更為優良的熱匹配性及耐溫性,可有效避免高溫開裂的問題,但是該類構件密度過大,其細長薄壁合金管材的制造成為了需要繼續突破的瓶頸技術。
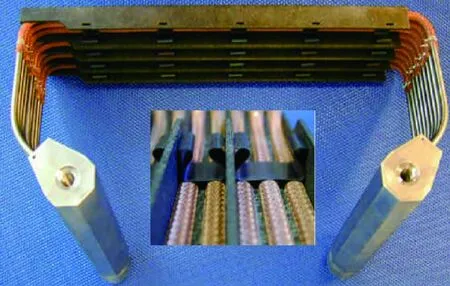
圖48 CMC/金屬鑲嵌面板結構[124]Fig.48 Structure of CMC /metallic imbedded panel[124]
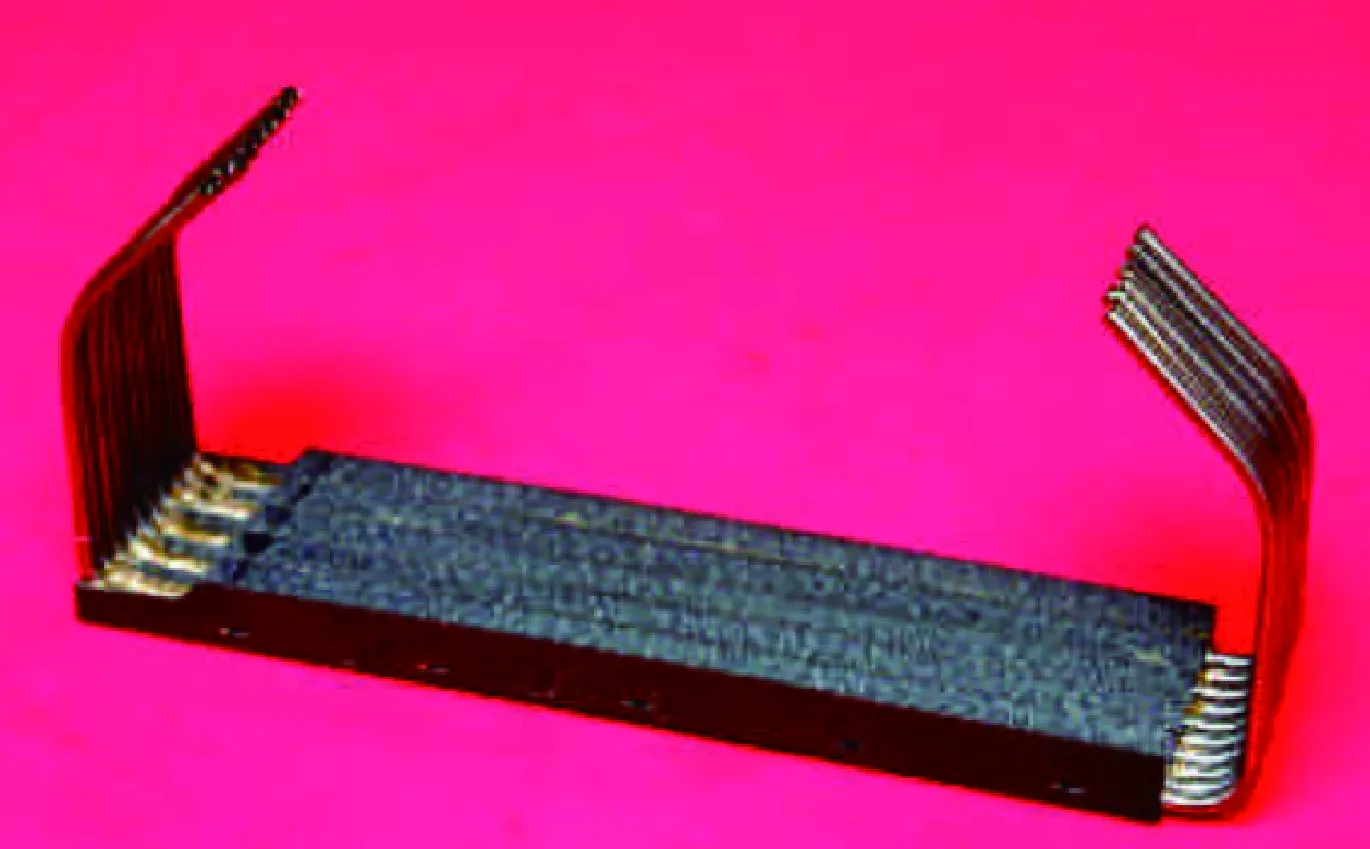
圖49 釬焊式CMC/金屬面板[124]Fig.49 Brazed CMC/metallic panel[124]
與此同時,為了解決金屬管作為流道所產生的增重、接觸熱阻、連接及熱匹配等問題,研制全CMC材質的熱交換面板也是該領域的重要方向。其中的代表性工作由美、法等多國機構合作完成[124]。如圖50[124]所示,該構件由冷熱兩塊CMC面板構成,熱面板加工形成凹槽以增大冷卻工質與熱面的換熱面積,冷面板則有橫向加工的冷卻劑集流管,兩塊面板通過靜壓或熱壓成型形成整體構件。這種結構簡單靈活,可通過凹槽和集流管的設計調控同時實現局部熱管理和燃料預熱的效果,且可加工成不同型面。該方案的核心問題在于需要解決CMC材料在制備過程中存在大量天然孔洞所帶來的泄露問題。這一問題最終通過PVD、CVD及等離子噴涂工藝在CMC面板表面沉積金屬涂層后得到解決[125-126],115 mm×40 mm尺寸樣件在后續考核中對He、N2以及JP-7等工質保持了良好的密封性[127],并在最高1.5 MW/m2熱載環境的反復考核中未出現可檢測的損傷。
區別于對流冷卻,發汗冷卻主要通過多孔結構中吸附的工質以相變等方式吸熱,同時在壁面形成氣膜吸收傳入的熱量實現熱防護。其中,多孔介質的制備是實現其功能的關鍵。通過泡沫金屬[128]或利用CMC材料的天然孔洞和裂紋[129]均可實現發汗機制(見圖51[129])。由于CMC材料具有低熱膨脹系數、耐高溫等特點,使其相對于金屬發汗材料具有較為突出的優勢,并在多個火箭發動機及吸氣式發動機項目中獲得支持[130]。其中,法國MBDA公司通過制備工藝的有效控[124]制,實現了發動機燃燒室CMC面板滲透系數在10-11~10-18m2范圍內的可控調節,一般狀態下,該結構采用對流冷卻模式,但根據實際需求,可控制冷卻劑強制透過留有空隙的CMC壁板而實現發汗冷卻[131]。該結構于03年獲得法國政府項目支持進行地面驗證實驗,并于05年順利通過Mach 7.5、空氣/H2燃燒室的試車[132]。
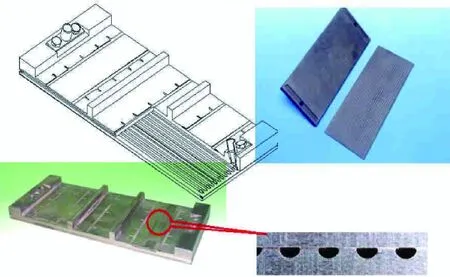
圖50 全CMC主動冷卻結構[124]Fig.50 All CMC active cooling structure[124]
2.8.3 Spaceliner
Spaceliner是德國宇航中心(DLR)于2005年首次提出并著手論證的一種亞軌道、帶翼高超聲速可重復使用飛行器,經歷多年論證已發展到第7代,并于2016年首次實現初步方案閉合,具備從研究到結構化開發的條件[133]。
飛行器采用助推滑翔的模式實現跨洲際運輸,預計海拔80 km,最高時速超過20馬赫,為了在飛行過程中獲得良好的升阻比(預計Ma=14時為3.5), 其覆蓋整個飛行軌跡的乘客級飛行器采用了尖銳前緣結構(圖52[133]),使得其前緣最高溫度將超過2 500 K,其中高于1 900 K的區域面積接近20 m2,將采用主動冷卻的方式來進行熱防護[134]。
目前,Spaceliner的前緣熱防護主要傾向于采用由多孔C/C-SiC材料構成前緣結構,以液態水為冷卻介質的發汗冷卻模式(見圖53[135])。為了更好地控制介質流量,兩個前緣分別被分成八個獨立的冷卻室來進行操控,腔室周長1.2 m,多孔C/C-SiC面層的厚度為10 mm(見表19)。液態水作為工質,具有較大的比熱容以及相變焓,且安全性高,儲存內壓小(100 kPa),可減輕儲箱質量[135]。
從風洞試驗的結果來看,水作為冷卻介質具有非常高的冷卻效率,可實現目標區域的有效熱防護,并獲得了相關項目支持。但是,該方案目前還存在兩個方面的問題需要解決。首先,該系統為開放結構,循環泵對冷卻液流量的精確控制難度較大,當流量過小時,冷卻區域會出現超溫,而當流量較大時,過低冷卻溫度及低壓環境的出現,會使外表面出現結冰現象[136](見圖54)。其次,發汗冷卻所產生的氣流還會強烈地影響冷卻區下游的邊界轉捩,預計將導致下游產生局部熱點(見圖54[137])。
為了應對上述可能短時間內無法解決的問題,DLR也對對流冷卻及以熱管、高導熱陶瓷纖維為代表的疏導式熱防護方案的可行性進行了論證[135],以作為備選替代方案來解決尖銳前緣的熱防護問題。

圖52 飛行中的Spaceliner[133]Fig.52 Spaceliner during flight[133]

圖53 Spaceliner前緣發汗冷卻結構[135]Fig.53 Transpiration cooling structure of leading edge on Spaceliner [135]

表19 Spaceliner前緣發汗冷卻系統參數[135]
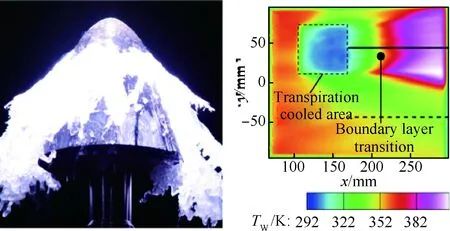
圖54 低壓結冰及邊界轉捩[136-137]Fig.54 Ice formation under low pressure and boundary-layer transition[136-137]
3 輕量化及材料評價
目前,歷經數十年的快速發展,材料層面上已有多種方案可供熱防護系統選擇,但是最終方案的確定在滿足隔熱需求的同時還需要考慮總體質量這一核心因素的影響。并且,從應用的角度,準確的材料評價體系也是可重復使用熱防護系統應用研制過程中的重要一環。
3.1 輕量化
熱防護系統的整體重量對飛行器的性能會產生巨大的影響。以航天飛機為例,其熱防護系統的質量占到了軌道器質量的近20%。因此,輕質熱防護方案的采用,將大幅提升飛行器的性能[31]。而輕量化不僅是熱防護材料在材料研制過程中需要考慮的問題,更是需要與飛行環境、熱防護部位相耦合的重要因素。此外,由于單一組分材料強度往往與密度成正相關性,過度地降低材料密度會影響其使用,因此通過合理的選材設計而達到輕量化的目的將顯得尤為重要。
以金屬TPS為例(見表7),由于采用了金屬結構作為抗沖刷及承力部分,其內部隔熱層可采用無承力性能的低密度(0.05 g/cm3)氧化鋁棉及玻璃纖維棉,這就使得在增加相同厚度的條件下,金屬TPS整體的重量增加要小于剛性隔熱瓦以及某些類型的隔熱氈,從而使得材料會在在特定的使用厚度下具有顯著的質量及耐久性優勢[53]。
通過一維有限元分析的方法,NASA Langley中心[12]結合典型的飛行器發射及再入環境,通過對現有三類(陶瓷瓦、纖維氈、金屬TPS)共10種經典的熱防護材料進行模擬計算后發現,環境溫度及熱流對不同材料體系的設計質量影響顯著,且這種變化趨勢存在顯著的差異性。其中,纖維氈在中、低溫區表現出了最小的應用質量,此時金屬TPS與隔熱瓦重量相當,而當溫度處于高溫區(>1 200 ℃)時,采用高溫合金及多層結構的金屬TPS方案則表現出了遠優于LI-900陶瓷瓦的質量優勢。葉紅和王志瑾[138]在相關研究中也獲得了類似的規律,并指出飛行器再入時的溫度、載入時間以及蒙皮材料的耐溫性也是影響熱防護材料重量的重要因素(見圖55)。
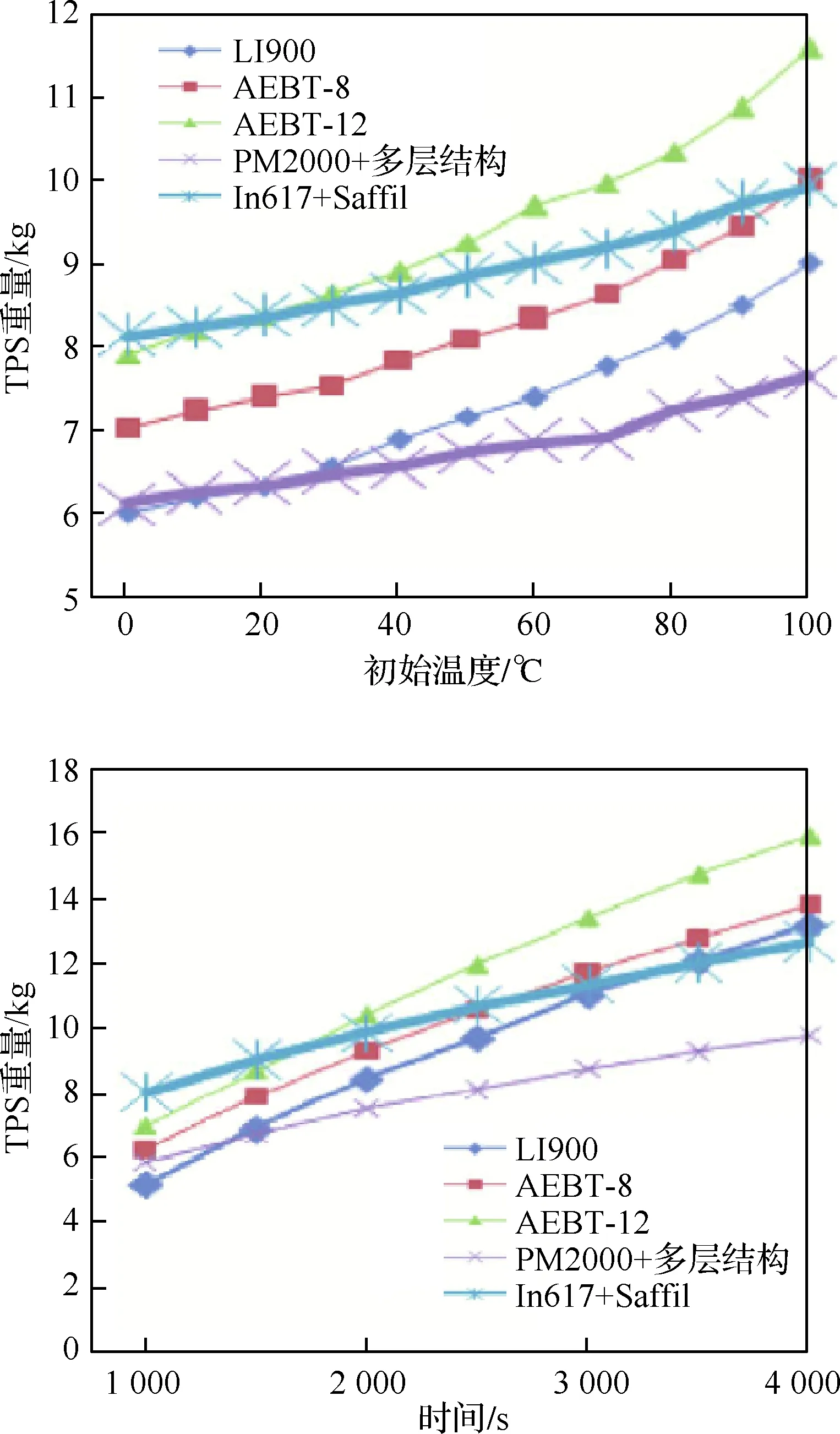
圖55 載入溫度及時間對TPS重量的影響[138]Fig.55 Effect of re-entry temperature and time on TPS weight[138]
同樣,對于同一材料體系,多層結構的組合及設計也需與使用環境相耦合,通過有限元分析,解維華等[139]研究了多種因素對材料性能的影響規律,發現金屬TPS下層蜂窩夾心的存在并不會提高絕熱性且增加了結構質量,并提出了一種更為高效的結構方案。由此可見,通過合理的數值模擬及參數分析來實現材料結構及最佳使用環境的模擬推算,無論是對于熱防護材料還是飛行器熱防護結構的輕量化都具有重要意義。
3.2 材料評價
對于可重復使用熱防護材體系,隨著新材料的不斷研制,材料結構組成及功能性日趨復雜化,如何對其展開評價,是材料最終走向工程化應用的必經之路。對于新材料體系的評價,一般需要從傳熱模型研究、熱力耦合分析、疲勞特性分析、沖擊特性分析等方面進行[140]。
傳熱模型研究作為熱防護材料整體分析評價過程中的中心環節,隨著材料結構的日趨復雜,其所涉及的多相介質的傳熱機理也非常復雜。對于一個復合結構的傳熱結構,目前較為流行的做法是將之簡化為一個多層傳熱結構進行處理。Daryabeigi[141]對該類結構進行了較為系統的分析研究,并提出了相關的計算模型,且通過實驗驗證了該模型的合理性。Spinnler等借鑒了其研究成果,并指導了材料結構的進一步優化[142]。對于傳熱分析,目前多采用有限元分析的方法進行,其中一維有限元可適用于大部分區域的模型計算,二維有限元法則能夠在構件邊緣處提供更為準確的模型描述[12],三維有限元法可實現構件各區域的精細化表達但實際工作量過大應用場景較少。
高馬赫數飛行過程中,熱防護材料除面臨嚴苛的熱環境外,往往還需要承受較強的氣動或應力作用,而且需要評估其與機身結構熱膨脹特性的差異性影響,因而靜力學特性研究就成為必不可少的內容[143]。
對熱力耦合的問題,主要采用二維有限元法來進行分析,但目前國內外的相關工作多停留在單純考慮溫度場帶來的力場變化,對于材料受力情況對傳熱所產生的影響討論較少[144]。
對于可重復使用熱防護系統,材料的疲勞特性是影響其可重復使用性的關鍵因素。對于金屬體系,目前已有較為成熟的無損檢測及疲勞特性評價方法[145],可較準確地獲取材料的疲勞特性信息。而對于結構組成更為復雜的CMC材料來說,其疲勞特性分析仍然是目前的一項難點。
高馬赫數飛行環境下,高速微流體、雨蝕、沙塵、維護過程中的低速撞擊等沖擊也是可重復使用熱防護材料使用過程中必須要考慮的問題,應盡可能地通過地面試驗的方法模擬可能發生的顛覆性影響。目前,通過實驗數據以及數值模擬研究來獲取材料在沖擊過程中的動態響應及破壞機制是較為主流的研究方法[146],可較為準確地預見材料在某些特定沖擊模式下的能量吸收情況[147]。
除此之外,對于CMC類材料高溫氧化行為的研究[148]以及材料裝配后所涉及的太赫茲[149]等各類無損檢測技術也是材料評價中所要研究的重點。
4 存在問題及挑戰[150-154]
4.1 原材料
受制于載荷、氣動力/熱等因素的限制,高馬赫數飛行用可重復使用熱防護材料需要具備輕質、高效、耐高溫、抗氧化、可重復使用等特點。目前成熟材料體系包括陶瓷瓦、纖維氈、高溫合金、陶瓷基復合材料等,受原材料耐溫極限及微觀結構的限制,熱防護材料在向更高耐溫、更高效等方向擴展的應用進程已逐漸受限。以本世紀初發展起來的納米隔熱材料新技術為例,通過微觀結構調控技術的重要突破,材料隔熱效率實現成倍提升。但在有氧環境下,目前能保持這一結構的成熟材料體系耐溫性普遍較低[155]。如何發展適用于超高溫(2 000~3 000 K)環境下的新一代原材料技術是目前亟待解決的重要技術難題[152]。
4.2 一體化技術
為了給飛行器贏取更多的載荷及空間,熱防護系統已逐漸由傳統的單一功能組件向功能一體化方向發展。主要包含兩個方面的趨勢:一方面,向防隔熱/結構一體化發展;另一方面,向多功能一體化發展,如具有智能感知、自修復、熱電轉換功能的熱防護系統等。多功能一體化的發展賦予了熱防護系統新的定義,但對材料、結構設計等技術也提出了巨大的挑戰,相關技術目前大多還處在原理驗證階段[156]。
4.3 制造技術
復合材料、結構的使用可實現防隔熱材料性能的有效提升并滿足極端環境下的使用需求,但材料組成、結構復雜性的不斷增加,也為材料制造、加工帶來了更多的困難及不確定性,長周期、多流程、手工參與度高的制造工藝會使得不同批次產品間性能的離散性加大,不利于材料的應用,甚至造成不可估量的經濟損失和時間浪費,以目前主流發展的陶瓷基復合材料為例,材料制備周期一般為6~12個月,材料制備周期長,工藝過程繁瑣,大尺寸樣件制備技術要求苛刻,但由于材料使用環境的特殊性,材料制備必須保證良好的工藝穩定性,技術難度大。
如何發展穩定的復合材料制造工藝,減少手工參與所帶來的不確定性是高性能防隔熱材料研究的重要課題[138-140]。
4.4 檢測評價及修復
以陶瓷基復合材料為代表,作為高性能防隔熱材料極為重要的發展方向,目前普遍存在有效性能評價方法缺乏、復合材料結構表征困難、材料損傷檢測難度大等問題,在作為可重復使用防隔熱材料使用過程中還存在損傷累積模式不清晰、邊界條件不明確、修復效率低、成本高等問題[139]。以航天飛機為例,其RCC翼前緣材料的脆性、受損后無法在線修復,以及隔熱瓦受雨蝕、高速微流體、結冰影響等易破損、脫落等問題大多是在飛行試驗中暴露,部分問題甚至導致了嚴重的損失及不良社會效應。
如何發展建立高效的材料評價、表征、試驗平臺,建立可靠的材料應用邊界及修復方法,目前并沒有統一的定論,也是如今高性能可重復使用防隔熱材料發展的重要方向。
5 結 論
結合國外經典高馬赫數可重復使用飛行器的發展路線,梳理了現有可重復使用熱防護材料的應用及研究進展,并對該領域所存在的問題及挑戰進行了探討,形成如下結論:
1) 綜合來看,在高馬赫數飛行器熱防護領域,被動式熱防護材料體系仍然是目前技術成熟度最高、應用最廣泛、選擇最多的高性能可重復使用熱防護方案,但也存在諸如使用時間較短、使用溫度上限較低等顯著缺陷。未來,針對特定使用環境,以主被動結合為代表的多種防隔熱方式的組合式運用,將有望實現防隔熱效率及應用邊界的大幅擴展。
2) 在大面積可重復使用熱防護材料方案上,成熟的纖維氈類材料因輕質、高效、耐溫、經濟及裝配性良好等特點,仍將在后續材料研制中占據重要地位。剛性隔熱瓦目前相對于金屬TPS及CMCs TPS系統在成熟度、經濟性及制備周期上具有一定優勢,但過高的后期維護代價使得其應用場景對于相對較小的飛行器(X-51、X-37B、DreamChaser、CT-100等)將更為適用,對于后續類似航天飛機量級的可重復使用飛行器的大面積熱防護而言(Skylon、Spaceliner等),采用金屬TPS及CMCs TPS為代表的具有更大單元尺寸、更好裝配維護及耐久性的熱防護結構將成為趨勢。
3) 目前防隔熱復合材料的應用上限(如耐溫性、隔熱性能等)已逐漸受制于原材料的耐受上限及理論值,綜合利用現有納米材料技術、智能制造技術等多學科發展成果,在現有材料體系中尋找新結構,或在成熟結構中引入新體系,對尋找并開發新的材料類型至關重要。
4) 在熱結構材料方面,由于同時具有輕質、耐高溫、低熱膨脹系數、抗氧化、高強度等特點,以SiC基、氧化物基為代表的陶瓷基復合材料仍然是關注重點,與此同時,具有更高耐溫、抗氧化特性的超高溫陶瓷材料也逐漸被關注,是未來該領域的發展趨勢。
5) 隨著新材料研制的不斷推進,材料結構組成日趨復雜,發展系統、可靠的復合材料表征評價方法及修復技術,對高效可重復防隔熱材料領域的發展將必不可少。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50