整體葉盤葉型數字化測量技術研究及應用
2020-12-31 04:11:40王幫艷戶建軍
中國金屬通報 2020年8期
關鍵詞:測量
王幫艷,戶建軍
(襄陽航泰動力機器廠,湖北 襄陽 441002)
整體葉盤是航空發動機中的關鍵零部件,葉片的幾何形狀和尺寸決定著發動機的工作性能,葉片的形狀的精度及精度位置,對發動機的性能及安全可靠性影響較大,因此葉片型面的檢測具有十分重要的意義。整體葉盤外形結構如圖1所示,它采用了整體式結構的復雜型面葉片,將工工作中的金屬葉片及輪盤聯為一體,省去了原有金屬葉片與輪盤所使用的榫頭和榫槽,從而使葉盤結構變得更為緊湊,減少了葉盤重量、零件數量和氣流損失。葉片的型面是空間自由曲面,每個截面高度的葉型輪廓形狀不盡相同,并且同時呈扭轉上升狀,葉片的后緣部分厚度較薄,尤其是排氣邊半徑非常小,這些特點給葉片型面檢測造成了困難[1]。在整體金屬葉盤研制之初,需要給研發設計人員提供葉型加工的真實數據,必須測量出金屬葉型截面坐標的偏移量及扭轉誤差,同時對葉盤的整體坐標偏移,葉身最小厚度處偏差、進氣邊和排氣邊圓弧誤差等,以便整機性能出現偏差時為后續處理和故障分析奠定基礎。

圖1 整體葉盤
1 需求分析
在整個金屬葉盤技術條件下,設計出基準通過金屬葉片型,并允許葉盆及葉背的兩個進氣方向偏移一定數值,同時,還要允許沿著中心軸的角度進行扭轉角度,從綜合的角度來判斷,金屬葉片型面是否合格。在現有的金屬葉型所允許的位置角度來進行測量,在一般情況下,采用傳統型面測具的極限測量方法,這種方法在新產品研制中,不能得到實際及的葉片型面的具體數據及便宜差值,從而產品生產帶來了很大的困難[2]。在傳統的型面測試工具中,不適適應新產品的制作方法,傳統方法僅適用于項目性能較低,且余量整體葉盤生產的使用工序等。為了確保在金屬葉片整體的生產過程中,葉片制作的合格率從而提高,并做出一種高性能,同時數字化程度較高的產品,從過去的只能定性測量改進為直觀定量測量,克服人為的視覺判斷誤差,并能檢測出葉片型面位置度及扭轉具體數值的方法,來滿足葉片型面綜合誤差的技術條件檢測要求。為解決這類實際生產中的測量難題,在調研了解了國內外相關發動機零備件研發生產單位類似葉盤測量技術的基礎上,通過拓展UG三維造型功能,建立葉身和測具模型,進行仿真模擬裝配,研制輔助測量夾具,采用橫式裝夾定位,結合三坐標測量機的數據采集并建立數學模型來達到精準測量的目標。
2 葉型數據
整體葉盤葉片型面的理論數據,通過設計人員氣動計算后得以確定,包含葉根、葉冠的基本參數,發動機的工作軸線,葉盆葉背相關點的坐標值,截面高度、各圓弧坐標等,并且多以列表的形式出現。在一般情況下,所給定的Yi截面及葉背面的型值點坐標值,各個截面所形成的該截面葉盆型值點分別構成該截面的葉盆型線和葉背型線。由于葉型數據通常在給定的Yi截面內給出,因此在這些給定的截面內也會進行葉型誤差檢測。因此,葉型誤差可以定義為所有給定Yi截面內葉型誤差值的最大值。
關于葉型數據的測量,目前有標準樣板對比法、有掃描建模重合比對法、有專用葉型測量儀檢測法等。目前的測量方法雖然很多,但都有各自的特點,但是這些測量方法在測量效率、測量精度、測量成本、測量對象數量等方面都存在不足,數據處理不夠靈活。因此,采用適應性萬能的三坐標測量方法,能夠較好地克服其他測量方法的弊端,達到價格低廉、使用方便,且適宜生產車間現場測量并在加工過程中及時補差的高效率研發應用[3]。
3 測量儀器及裝置
3.1 三坐標測量機
三坐標測量機的基本原理是通過寶石測頭與測量空間軸線運動的配合,用操縱桿控制測量機運動,按照設想的方向運動測量機的某個軸,通過空間點的離散定位得到被測幾何元素,然后通過一定的數學計算對測點進行分析和擬合。最后對測得的幾何要素進行還原,并在此基礎上計算出幾何要素與理論值的偏差,從而完成對測得零件的檢測。
3.2 高精度萬能分度頭
利用分度刻度環和游標,定位銷和分度盤以及交換齒輪,將裝卡在卡盤上的被測葉盤分成任意角度,用于檢測不同葉片型面時的分度。
3.3 測量夾具
根據整體葉盤的結構設計了測量夾具,測量夾具由轉軸、卡板、夾緊螺母、定位銷組成,其結構如圖2所示。
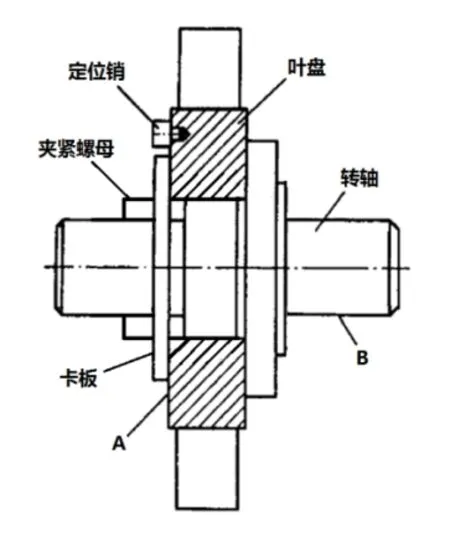
圖2 測量夾具
4 測量方法
4.1 裝夾
測量開始前,將高精度分度頭固定于三坐標測量機的工作臺面上,通過高精度分度頭的三爪將測量夾具安裝夾緊,并找正測量夾具的軸線與三坐標測量機的水平軸線平行,再將被測葉盤裝夾在測量夾具上。轉動葉盤,可使待測葉片始終處于一個合適位置,并將其作為基準位置,再用定位銷將葉盤固定,通過高精度萬能分度頭實現葉片數的均布。
4.2 建立坐標系
建立坐標系的基本方法是“面、線、點”法,即測量一個平面,一條直線和一個點,將該平面定義為坐標系的基準平面,該直線定義為坐標系的旋轉軸線,該點定義為坐標系的原點。初始各點的位置由操作者自行選定,但需通過測量球心構造基準平面、基準線和基準原點。具體方法:首先在葉盤端面A上觸測三點,將其設定為基準平面 XY面,在XY面上觸測兩點構造一條直線,將其作為X軸的旋轉軸線,然后在測量夾具圓柱面B上觸測三點構造一個圓,將過其圓心且垂直于XY面的直線定為Z軸,并將Z軸與XY面的交點設定為坐標系原點,最后指定各軸正方向,即建立了葉片型面測量的工件坐標系。
4.3 測量形面數據
葉片型面是復雜曲面,需要由多條曲線擬合而成。測量時,在給定的Yi(i=1,2…n)截面內,以一定的Z向間隔值觸測葉片表面,逐個測量多條曲線。然后在軟件窗口中創建曲面,即得到葉片的型面數據。
4.4 測球半徑補償誤差
當紅寶石探測頭與工件接觸時,三坐標測量機接收到的坐標值為紅寶石探測頭中心點的坐標值。測量軟件將球沿探側頭與工件接觸方向的半徑值相加,以補償半徑。然而,如果探測器在一個角度的聯系方向與被測表面的法線方向,補償點不是真正的接觸點,但一個點的方向沿著探針探針接觸工件,從而導致補償誤差。角度越大,誤差越大,因此,探頭的運動方向應盡量與被測表面垂直,探測頭應沿被測表面的法線方向運動,以減小半徑補償誤差。
4.5 利用CAD模型編程測量
PC DMIS CAD++測量軟件對于完成各種復雜自由曲面和不規則形面的測量較為方便,尤其是應用脫機編程模式,通過軟件技術不僅可以實現測量自動化、提高測量精度、降低測量成本,而且脫機編程功能還可節省聯機編程時間,并提高測量與評價的工作效率。在CMM編程過程中,一方面可通過參數設定,增加測量點的密度及曲線軌跡條數,另一方面,通過定義、創建檢測的自由曲面區域和邊界點的選取等方法,就可以將輪廓曲面分為任意數量的有效測量區域段,從而達成預想的測量效果。
5 測量數據處理
金屬葉片型面屬于自由曲面,由三坐標測量機得到的金屬葉片測量數據需經過數據建模、模型對齊以及誤差分析比較等數據處理過程。
5.1 測量模型的建立
這里采用均勻B樣條曲線逼近算法擬合葉片型面的測量模型。設輪廓數據點列為Mi(i=0,1…m),擬合后的B樣條曲線。
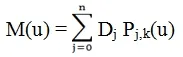
式中,(0≤u≤1,n≤m,j=0,1…n)Pj,k(u)為k次B樣條基函數,Dj是待求的B樣條控制點。由用戶指定B樣條的控制點數n+1和次數k后系統可自動生成擬合曲線,并通過對指定的不同n和k擬合后的誤差值比較,最終確定最佳B樣條的控制點數及次數。
利用UG軟件的高級曲面造型功能實現曲面模型的生成,生成步驟是把點擬合成線,再把線擬合成面。將測量數據文件導入到UG軟件中,用均勻B樣條曲線擬合算法對每一截面的輪廓數據進行擬合后,生成曲面所需各個截面的曲線,利用高級曲面造型工具生成以曲線為骨架的曲面模型。葉型測量過程中采集的截面數越多、測量點越密集就越能反映葉型表面的真實情況。因此,需要根據產品的精度來確定測點數量,原則上是在保證測量精度要求的前提下,盡量減少測量點的數量,能最大限度的提升檢測效率。
5.2 基于UG的葉片型面誤差評定軟件
通過葉盆型面上測量采集的各點數據進行處理與分析,然后由計算機按要求的表征參數將經過處理的實際數據和初始信息獲得的理論數據進行比較計算,分析得出葉型的加工誤差和真實曲線。運行UG葉片型面誤差評定,可實現實際模型與理想模型自動對齊,輸出葉片型面誤差的評定結果。評定指標主要有型面輪廓誤差、扭曲度誤差、傾斜度誤差和彎曲度誤差等。
6 結語
目前整體金屬葉盤有多種葉型檢測方法,但綜合來說,利用坐標測量機檢測,能夠快速、準確地獲得多個葉片的型面數據,并借助UG軟件,能夠方便地對數據進行處理分析,從而得到實際加工數據的偏離值,為設計提供改進方向。經實踐應用證明,該測量技術較為簡便的實現了數據的采集、數據的分析計算和結果判斷,完全滿足產品檢測精度的要求,為整體葉盤的研究奠定了堅實基礎和數據支撐,可形成典型性整體葉盤加工的模塊化、標準化、系列化結構,并開拓了新的應用領域,可推廣于各種精鑄型整體葉盤的葉型綜合誤差測量,具有極其重要的軍事意義。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
