不銹鋼薄板等離子弧搭接焊間隙對焊縫表面成形的影響
2021-01-03 03:44:14李子晗忻建文吳東升張躍龍王歡華學(xué)明
電焊機 2021年12期
李子晗 忻建文 吳東升 張躍龍 王歡 華學(xué)明






摘要:以液化天然氣船薄膜型圍護(hù)系統(tǒng)中304L不銹鋼薄板等離子弧搭接焊為實際應(yīng)用場景,使用示蹤粒子檢測和紅外熱成像技術(shù)對焊接過程中搭接間隙對熔池動態(tài)行為和焊縫表面成形的影響進(jìn)行研究。示蹤粒子檢測結(jié)果表明,當(dāng)間隙為0.3 mm或0.6 mm時,由于上板處的液態(tài)金屬層很薄,容易凝固,最終在凝固區(qū)形成空洞;當(dāng)間隙為0.9 mm時,上板熔化產(chǎn)生的液態(tài)金屬在凝固區(qū)前聚集,但由于間隙較大,無法形成液橋,而是形成了一個金屬液滴,最終形成駝峰。紅外熱成像的結(jié)果表明,隨著間隙的增加,在熔池中部會形成一段低溫區(qū),高溫區(qū)面積也有所增加,這與示蹤粒子檢測的結(jié)論一致。
關(guān)鍵詞:不銹鋼薄板;等離子弧搭接焊;焊縫表面成形缺陷;示蹤粒子檢測;紅外熱成像
中圖分類號:TG456.2? ? ? 文獻(xiàn)標(biāo)志碼:A? ? ? 文章編號:1001-2003(2021)12-0028-06
DOI:10.7512/j.issn.1001-2303.2021.12.06
0? ? 前言
隨著科學(xué)技術(shù)的發(fā)展,制造業(yè)對焊接技術(shù)提出了新的要求,如何適應(yīng)工業(yè)生產(chǎn)的需要,成為近年來焊接技術(shù)發(fā)展的方向之一[1]。由于優(yōu)秀的焊接適應(yīng)性,等離子弧焊在眾多焊接技術(shù)中脫穎而出[2],廣泛應(yīng)用于不銹鋼、鋁合金、鈦等材料的對接、搭接和角接焊[3]。與傳統(tǒng)的非熔化極惰性氣體保護(hù)電弧焊相比,等離子弧焊具有能量集中、熱影響區(qū)窄、焊接變形小和生產(chǎn)效率高等優(yōu)點[4-5];與同為高能束流焊的激光焊和電子束焊相比,等離子弧焊的設(shè)備和操作成本更低,對接頭準(zhǔn)備的要求也更低[6]。隨著工業(yè)生產(chǎn)對焊接技術(shù)要求的提高,等離子弧焊正逐漸成為一種高效實用的焊接技術(shù)。
304L不銹鋼薄板的等離子弧搭接焊接頭是液化天然氣船薄膜型圍護(hù)系統(tǒng)中的重要組成部分[7]。在實際生產(chǎn)過程中,304L不銹鋼薄板自身的約束力很弱,在焊接過程中極易變形[8],導(dǎo)致上下板間形成間隙,產(chǎn)生填充不足或未熔合等缺陷[8],嚴(yán)重影響焊縫質(zhì)量和生產(chǎn)效率[9]。李超豪[9]采用冷金屬過渡焊接技術(shù),研究了間隙大小對鍍鋅板搭接焊的影響,結(jié)果表明,間隙對消除氣孔效果明顯,但隨著間隙的增大,會有焊穿傾向,當(dāng)間隙達(dá)到2.0 mm時發(fā)生焊穿。Meng等人[10]討論了間隙對激光焊時T型接頭中等離子體、小孔和熔池動態(tài)行為的影響。研究結(jié)果表明,在點焊過程中,間隙極大地影響等離子體和小孔的穩(wěn)定性,導(dǎo)致焊縫金屬中形成氣孔;而在連續(xù)焊過程中,間隙處小孔前壁的破壞和閉合隨著間隙的變化呈現(xiàn)周期性變化,導(dǎo)致間隙處形成大量氣孔。對不同搭接間隙下的熔池動態(tài)行為和間隙適應(yīng)性進(jìn)行研究,對于提升對焊接過程的認(rèn)知和改善焊接接頭質(zhì)量均有重要的意義。
目前,對等離子弧搭接焊中不同間隙下的熔池動態(tài)行為和焊縫成形情況的研究還較不完善。文中以液化天然氣船薄膜型圍護(hù)系統(tǒng)中304L不銹鋼薄板的等離子弧搭接焊為實際應(yīng)用場景,使用示蹤粒子檢測技術(shù)對等離子弧搭接焊過程中的熔池動態(tài)行為進(jìn)行拍攝,并采用紅外熱成像技術(shù)獲取了熔池上表面的溫度分布,結(jié)合示蹤粒子檢測和紅外熱成像的結(jié)果對不銹鋼薄板等離子弧搭接焊間隙對焊縫表面成形的影響進(jìn)行了研究。
1 試驗材料和焊接工藝
1.1 試驗材料
選用厚度為1.2 mm的304L不銹鋼作為試驗材料,其化學(xué)成分[3]如表1所示。304L不銹鋼因具有優(yōu)異的力學(xué)性能被應(yīng)用于液化天然氣船薄膜型圍護(hù)系統(tǒng),其力學(xué)性能如表2所示。
1.2 試驗設(shè)備
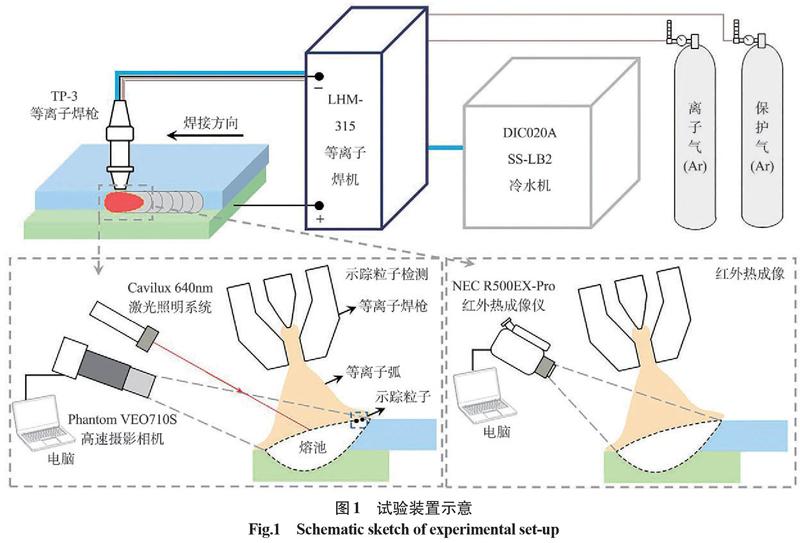
等離子弧焊試驗平臺如圖1所示。等離子弧焊設(shè)備主要由LHM-315等離子焊機、TP-3等離子焊槍、DX100型控制機器人、DIC020ASS-LB2型冷水機和夾具組成。示蹤粒子檢測設(shè)備為Cavilux 640nm激光照明系統(tǒng)和Phantom VEO710S高速攝影相機,示蹤粒子為直徑約0.2 mm的SiC粒子。紅外熱成像設(shè)備為R500EX-Pro紅外熱成像儀。
1.3 焊接工藝
試驗?zāi)覆臑?04L不銹鋼板,尺寸150 mm×50 mm×1.2 mm。焊槍噴嘴孔徑1.6 mm,鎢極內(nèi)縮量為3.0 mm。選取4個不同搭接間隙,分別為0 mm、0.3 mm、0.6 mm和0.9 mm,焊槍與上板的夾角為80°,約束噴嘴與母材上表面的間距為2 mm,焊槍空間位置參數(shù)如圖2所示。需要指出的是,由于在實際焊接過程中使用了焊縫跟蹤技術(shù),因此產(chǎn)生間隙后,隨著上板位置的變化,焊槍位置也發(fā)生了變化。焊接過程采用直流型等離子弧焊模式,焊接速度3.3 mm/s,焊接電流40 A。焊接過程中的離子氣和保護(hù)氣均為高純Ar氣,離子氣流量0.5 L/min,保護(hù)氣流量12 L/min,背保護(hù)氣流量30 L / min。
2 試驗結(jié)果與分析
2.1 焊縫表面成形
不同搭接間隙下的焊縫表面成形如圖3所示。可以看出,隨著間隙的增大,焊縫表面成形逐漸變差。當(dāng)間隙為0 mm時,焊縫表面成形良好,焊縫表面沒有缺陷;當(dāng)間隙為0.3 mm時,焊縫表面出現(xiàn)空洞缺陷,搭接接頭已不滿足應(yīng)用要求;當(dāng)間隙為0.6 mm時,焊縫表面的空洞缺陷進(jìn)一步擴(kuò)張;當(dāng)間隙為0.9 mm時,焊縫幾乎完全不連續(xù),形成駝峰缺陷。
2.2 熔池動態(tài)行為分析
2.2.1 間隙為0 mm
間隙為0 mm時,熔池動態(tài)行為如圖4所示,示蹤粒子在熔池兩側(cè)向尾部運動,上下板熔化產(chǎn)生的液態(tài)金屬在焊槍中心位置處匯聚,形成穩(wěn)定的熔池。熔池凝固后,得到成形良好的焊縫。
2.2.2 間隙為0.3 mm
間隙為0.3 mm時,熔池動態(tài)行為如圖5所示。由圖5a、5b中示蹤粒子1的行為可以看出,由于上下板間存在間隙,上板熔化產(chǎn)生的液態(tài)金屬無法直接與下板熔化產(chǎn)生的液態(tài)金屬匯聚,而是在等離子弧產(chǎn)生的電弧壓力和電弧剪切力作用下[11]向后流動,在熔池中形成了一段缺口,如圖5中藍(lán)色虛線所示。當(dāng)上板產(chǎn)生的液態(tài)金屬堆積到一定程度后,在焊槍后與下板產(chǎn)生的液態(tài)金屬匯聚形成熔池。焊接過程進(jìn)行到圖5c時,缺口尾部紅色虛線內(nèi)的液態(tài)金屬層很薄,熱容很低[12],在失去電弧的熱作用后迅速凝固,形成一個凝固區(qū)。從圖5c、5d中示蹤粒子2的行為可以看出,受到凝固區(qū)的阻礙作用,上板熔化產(chǎn)生的液態(tài)金屬無法向熔池尾部流動,而是受到固液相間分子作用力的影響在上板處凝固區(qū)前堆積;當(dāng)堆積到一定程度后,在凝固區(qū)前和下板產(chǎn)生的液態(tài)金屬匯聚,在上下板間形成液橋。隨著液橋的形成,上板熔化產(chǎn)生的液態(tài)金屬從液橋處向下流動,如圖5e、5f中示蹤粒子3的行為所示。由于焊槍繼續(xù)移動,熔池后部空洞周圍的液態(tài)金屬冷卻,在凝固區(qū)附近形成了一個沒有液態(tài)金屬填充的空洞,如圖5e、5f中綠色虛線所示。
2.2.3 間隙為0.6 mm
間隙為0.6 mm時,熔池動態(tài)行為如圖6所示。與間隙為0.3 mm時相比,熔池動態(tài)行為類似,空洞的產(chǎn)生機理相同。但由于間隙變大,液橋形成的難度增大,凝固區(qū)的面積隨之上升,導(dǎo)致焊縫表面的空洞缺陷有所擴(kuò)張。
2.2.4 間隙為0.9 mm
間隙為0.9 mm時,熔池動態(tài)行為如圖7所示。凝固區(qū)形成前(見圖7a~7c),與間隙0.3 mm和0.6 mm時相比,間隙為0.9 mm時的熔池動態(tài)行為相同。但由于間隙變大,液橋形成的難度變大,凝固區(qū)的面積也隨之上升。從圖7e~7g中示蹤粒子2的行為可以看出,由于凝固區(qū)的形成,上板熔化產(chǎn)生的液態(tài)金屬也會在凝固區(qū)前匯聚,但與搭接間隙為0.3 mm和0.6 mm時相比,搭接間隙為0.9 mm時在上下板間無法形成液橋,而是在凝固區(qū)前匯聚形成了金屬液滴,如圖7h~7k所示。金屬液滴形成后,焊接過程繼續(xù)進(jìn)行,在金屬液滴前再次形成了凝固區(qū),金屬液滴被阻隔在兩個凝固區(qū)之間,逐漸凝固,形成駝峰,如圖7l所示。
2.3 熔池表面溫度分布分析
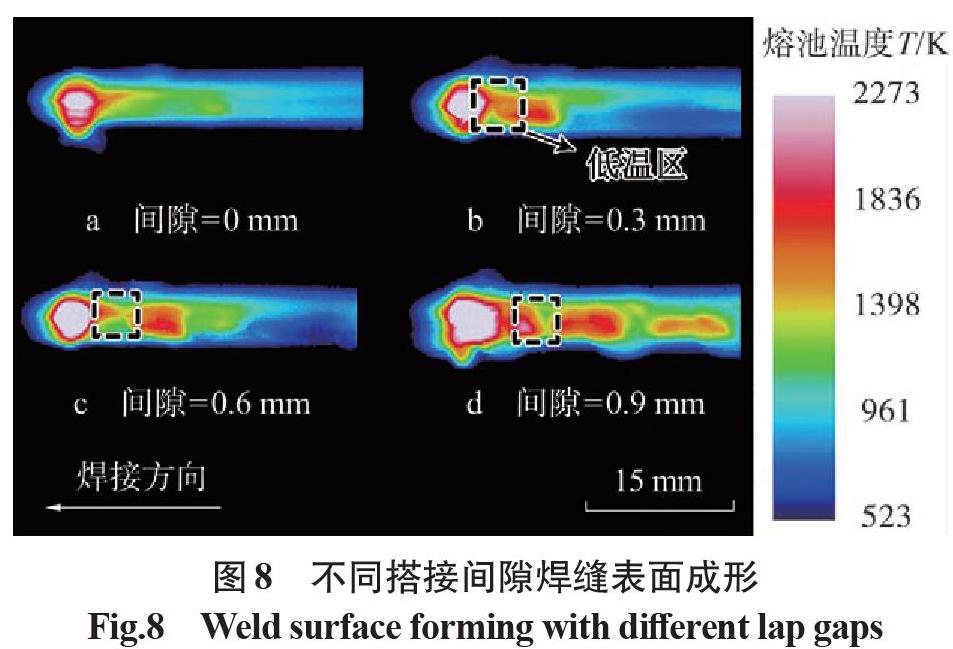
當(dāng)搭接間隙為0 mm、0.3 mm、0.6 mm和0.9 mm時,使用紅外熱成像儀對焊接過程中的熔池表面溫度分布情況進(jìn)行了拍攝,如圖8所示。未有間隙時,在熔池上表面,焊槍中心區(qū)域溫度最高,沿焊接方向距焊槍中心區(qū)域越遠(yuǎn),熔池上表面溫度越低。間隙增加后,在熔池中部會產(chǎn)生溫度相對較低的區(qū)域,將熔池分割成兩部分,且間隙越大,低溫區(qū)面積也越大。此外,隨著間隙的加大,高溫區(qū)面積也有所增加,這主要是液橋形成的難度變大,熔池缺口擴(kuò)張所致。這些結(jié)論與示蹤粒子檢測的結(jié)論相吻合。
3 結(jié)論
使用示蹤粒子檢測和紅外熱成像技術(shù)對304L不銹鋼薄板等離子弧搭接焊間隙對焊縫表面成形的影響進(jìn)行了研究,得到以下結(jié)論:
(1)間隙對等離子弧搭接焊的焊縫表面成形有很大的影響,隨著間隙的增加,焊縫表面成形逐漸變差。當(dāng)間隙為0.3 mm或0.6 mm時,焊縫表面出現(xiàn)空洞缺陷,搭接接頭不滿足實際應(yīng)用需求;當(dāng)間隙為0.9 mm時,焊縫表面出現(xiàn)駝峰缺陷。焊接過程中間隙的容忍度小于0.3 mm。
(2)當(dāng)間隙為0.3 mm或0.6 mm時,由于上板處的液態(tài)金屬層很薄,熱容很低,在失去電弧的熱作用后迅速凝固,在上板處形成了凝固區(qū),最終在凝固區(qū)處形成空洞。隨著間隙的增加,凝固區(qū)擴(kuò)張,形成的空洞也有所擴(kuò)張。
(3)當(dāng)間隙為0.9 mm時,在上板處會形成更大的凝固區(qū),上板熔化產(chǎn)生的液態(tài)金屬在凝固區(qū)前聚集。由于間隙較大,沒有形成液橋,而是形成了金屬液滴。金屬液滴凝固后,在焊縫表面形成駝峰。
(4)紅外熱成像的結(jié)果表明,隨著間隙的增加,在熔池中部會產(chǎn)生溫度相對較低的區(qū)域,高溫區(qū)面積也有所增加,這與示蹤粒子檢測結(jié)論相吻合。
參考文獻(xiàn):
張濤. PAW焊接熔池-小孔流場與熱場動態(tài)行為的數(shù)值分析[D]. 山東:山東大學(xué),2011.
金佑民,樊友三. 低溫等離子體物理基礎(chǔ)[M]. 北京:清華大學(xué)出版社,1981.
侯振國,吳昊,田慧,等. SUS304不銹鋼等離子弧焊搭接接頭疲勞性能研究[J]. 金屬加工(冷加工),2016(S1):985-987.
李巖. 等離子弧焊接小孔和熔池?zé)帷︸詈陷斶\過程的模擬及驗證[D]. 北京:北京科技大學(xué),2014.
Wu C S,Wang L,Ren W J,et al. Plasma arc welding:Process,sensing,control and modeling[J]. Journal of Manufacturing Processes,2014,16(1):74-85.
Li Y,F(xiàn)eng Y H,Zhang X X,et al. An improved simulation of heat transfer and fluid flow in plasma arc welding with modified heat source model[J]. International Journal of Thermal Sciences,2013(64):93-104.
谷運飛,陳熙,王亮,等. 薄膜型LNG貨物圍護(hù)系統(tǒng)模擬艙的建造關(guān)鍵技術(shù)[J]. 船舶與海洋工程,2015,31(2):62-73.
宋士平. Q235薄板高速電弧搭接焊工藝研究[D]. 遼寧:大連理工大學(xué),2016.
李超豪. 鍍鋅板CMT搭接焊缺陷控制及鋅蒸汽行為研究[D]. 上海:上海交通大學(xué),2018.
Meng W,Li Z G,Huang J,et al. Effect of gap on plasma and molten pool dynamics during laser lap welding for T-joints[J]. International Journal of Advanced Manufacturing Technology,2013,69(5-8):1105-1112.
Wu D S,Van A N,Tashiro S,et al. Elucidation of the weld pool convection and keyhole formation mechanism in the keyhole plasma arc welding[J]. International Journal of Heat and Mass Transfer,2019(131):920-931.
Meng X M,Qin G L,Zou Z D,et al. Numerical analysis of undercut defect mechanism in high speed gas tungsten arc welding[J]. Journal of Materials Processing Technology,2016(236):225-234.
