Q235薄平板TIG堆焊失穩變形演變研究
2021-01-03 15:33:37郭文舉郭楠馬喜強楊芳
電焊機 2021年12期
郭文舉 郭楠 馬喜強 楊芳






摘要:針對Q235薄平板TIG焊接產生的失穩變形復雜且難以控制的問題,研究了薄平板失穩的判定方法,闡明了薄平板在整個焊接及冷卻過程中的失穩變形狀態,分析了薄平板焊接失穩演變機理。研究表明,Q235薄平板在TIG堆焊及冷卻過程中,失穩變形狀態由拱形逐漸向反馬鞍形過渡;失穩變形由焊縫周邊的壓應力引起并且在焊接加熱過程中發生;薄平板位移式的內應力加載方式使得失穩變形過程存在于兩個變形拐點之間。
關鍵詞:薄平板;焊接;失穩;變形;演變
中圖分類號:TG404? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)12-0090-06
DOI:10.7512/j.issn.1001-2303.2021.12.18
0? ? 前言
薄平板焊接結構件具有外觀良好、設計靈活、生產成本較低等優點,在提倡輕量化、經濟性、低碳環保的汽車、輪船、航空航天等制造業中發揮著舉足輕重的作用。
焊接失穩是一種壓內力和拉應力相互作用產生的現象,當焊縫縱向收縮產生的殘余壓縮應力大于臨界應力,結構將發生失穩變形。相對于由外載荷引起的矩形薄板失穩,薄平板的焊接失穩變形在壓應力分布、加載方式等方面存在明顯的不同,這是因為引起焊接薄板發生失穩的不是外部施加的載荷,而是存在于薄板內部與拉應力自平衡的焊接殘余壓應力。焊接殘余壓應力在板內與拉應力平衡,在縱向呈現中間為拉應力,兩邊為壓應力的分布規律,不同于受壓薄板內部均為壓應力的分布規律。
為探明薄平板在焊接工藝中產生失穩的原因,國內外眾多學者從薄平板失穩機理、失穩形態、失穩影響因素等方面進行了研究。Milad[1]等針對焊接殘余應力和初始撓度的具體特征,研究了考慮初始撓度和焊接殘余應力的加筋鋁板的彈性局部屈曲強度。Yi[2]等采用熱彈塑性有限元法獲得了板料熱應力數據庫,提出焊接引起的板料內部雙向壓應力經驗公式,并有效阻止了焊接熱屈曲的發生。Huang TD等[3]根據薄板外載荷失穩理論提出了焊接失穩變形在四邊簡支約束條件下的臨界失穩壓應力的表達式,焊接失穩變形與薄板的尺寸、材料、焊接工藝、焊接參數等有關。Wang[4-5]等采用固有應變法研究薄板失穩變形,研究表明,縱向固有收縮是板料焊接發生失穩變形的主要原因,初始撓度與固有彎曲缺陷促使了失穩變形的發生。
張景祺[6]等基于能量準則判定的薄板穩定理論建立了316L超薄板激光焊接頭失穩變形的有限元模型,探討了薄板臨界失穩載荷與其尺寸的數值關系,研究表明,在較低熱輸入下,超薄金屬板產生凹凸變形,在較高熱輸入下產生反向的凸凹變形。王珂巖[7]等采用XTDIC三維數字散斑系統研究了高強鋼薄板T型接頭焊接動態變形規律,實驗結果表明,在T型接頭高強鋼薄板焊接過程中,翼板會發生嚴重的失穩變形,提高翼板的屈服強度可以避免失穩變形。周亮[8]考慮初始殘余應力對焊接殘余應力分布及其數值的影響,獲得了焊接殘余應力的分布規律和判斷焊接過程中是否出現失穩變形的依據。郭敏[9]采用順序耦合熱彈塑性有限元法對船體典型加筋薄板結構進行了單邊焊接數值模擬,研究表明,結構件焊接殘余應力分布受焊接熱輸入影響較大,隨著熱輸入的增加,面板內殘余壓應力量值也隨之增大,超過了結構臨界失穩載荷后引起屈曲變形。陳家權[10]采用以熱彈性為基礎的有限元數值模擬與薄板結構穩定理論相結合的方法,對薄板焊接屈曲變形進行了計算機數值模擬,并且分析了約束類型、單元尺寸、長寬比對薄板焊接屈曲載荷的影響,最后得出焊接薄板的屈曲失穩判據。王江超[11]等以焊縫的固有變形為依據,闡明了船用鋼薄板對接焊失穩變形產生的內在機理,通過激光焊、瞬態熱拉伸、隨焊激冷和間斷焊四種工藝來減小固有變形的數值,并控制薄板對接焊接頭可能產生的失穩變形。
在焊縫處產生的殘余壓應力會引起薄板面外失穩變形,這種位移的加載形式與直接加載載荷相比更加穩定,是目前焊接結構件應用中的研究熱點,對汽車、輪船等制造業有重要的指導意義。文中采用數值模擬方法研究焊接失穩演變機理,為薄壁構件焊接工藝優化提供理論指導。
1 薄板焊接失穩判定
1.1 特征值失穩判據
采用特征值法進行焊接薄板失穩分析時,結構的臨界失穩載荷可以看成是由焊接冷卻產生的收縮載荷,臨界載荷定義為:
式中 λ為特征值;E為常溫下的楊氏模量; α為線膨脹系數;Ap為焊縫塑性變形區面積;ΔT為單位溫度。
焊接收縮載荷定義為:
式中 εp為塑性變形區應變。
若焊接收縮載荷Ff大于臨界失穩載荷Fc時,薄板將發生失穩變形。因此,薄板焊接特征值失穩變形產生的判據為
1.2 薄板焊接失穩判定
薄板尺寸為300 mm×200 mm×3 mm,材料為Q235,焊接工藝為TIG焊,采用與基于熱彈塑性有限元預測模型相同的計算特征值模型及約束,為了使失穩分析更接近真實焊接薄板的失穩情況,采用熱失穩分析來研究焊接薄板的失穩問題。通過施加適當的溫度場,不僅能得到與焊接殘余應力場類似的應力分布情況,而且該方式實質上也是一種位移加載形式,得到的失穩形態更為接近真實的變形情況。由于焊縫區的冷卻收縮是產生焊接失穩變形的主要原因,忽略其他因素的影響,在薄板發生塑性變形的焊縫區域節點上施加ΔT=-1 ℃的單位負溫度載荷進行特征值失穩分析。
焊縫區施加單位溫度的寬度是預測失穩變形的重要參數,采用基于熱彈塑性有限元法獲取薄板中性面的塑性區域,當焊接電流為150 A、電壓為17.5 V、焊槍速度5 mm/s時,薄板中性面上的塑性變形區域的橫向/縱向應變分布如圖1所示,基于上述焊接參數的薄板塑性變形區域取30 mm×3 mm。
采用特征值有限元法計算薄板失穩特征值時,在ANSYS軟件中求得的第一階模態的特征值為-268 ℃,則臨界載荷為56 kN,相對應的薄板失穩形態如圖2所示。計算焊接收縮載荷時,取塑性區域內塑性應變的平均值,經式(2)計算,焊接收縮載荷為101 kN,其中, 取焊縫橫截線上塑性變形區的平均塑性應變。焊縫冷卻收縮力超過了臨界失穩載荷,因此薄板模型發生失穩變形。
1.3 薄板焊接失穩分析
焊縫橫截線上焊接時(55 s)與冷卻后(420 s)的縱向應力分布如圖3所示,可以看出,焊縫區均為拉應力,表明焊縫橫截線在這兩個時刻均處于冷卻收縮階段,而冷卻后的縱向拉應力明顯大于焊接時刻的拉應力,表明隨著冷卻時間的增大,縱向收縮也逐漸增加。焊縫區附近兩側的拉應力由加熱時產生的拉應力逐漸向壓應力過渡,而且壓應力面積逐漸增大。焊接過程中(55 s)的最大壓應力與冷卻后(420 s)的壓應力數值相當,表明如果冷卻后薄板在最大壓應力處產生失穩變形,那么在焊接過程中產生的最大壓應力處也會發生失穩變形。
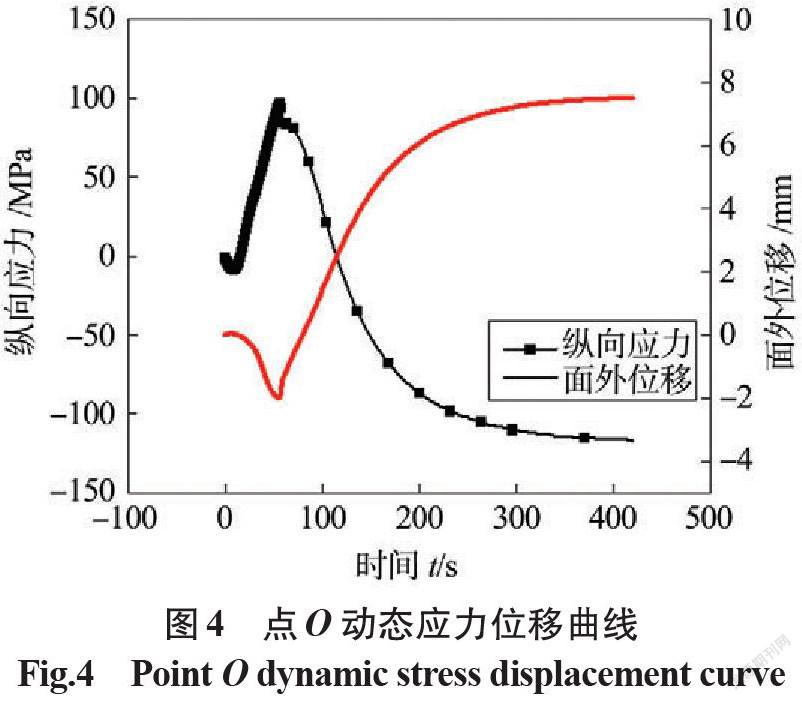
點O(見圖2)的動態應力-位移曲線如圖4所示,在焊接開始直至55 s時,點O的面外位移隨著壓應力的增大而增大,55 s后拉應力減小,面外位移向著反方向位移開始變形。100 s后點O進入壓應力狀態,面外位移繼續增大并逐漸穩定。55 s時應力曲線和位移曲線均有一個階躍,在55 s時應力曲線最大拉應力突然減小,位移曲線負向面外位移從最大值開始突然減小,結合55 s時焊縫橫截線上的應力分布情況可得出,受焊縫附近兩側縱向壓應力的影響,薄板在焊接過程中發生了失穩變形,隨著冷卻時間的增長,焊縫收縮量增大,點O的變形量也增大,直至最終呈反馬鞍形。
2 薄板失穩變形演變規律
2.1 面外失穩變形機理
特征值有限元法只能判定薄平板在焊接工藝下是否發生失穩,而無法預測焊接及冷卻過程中的失穩狀態,故采用XJTUDIC檢測系統對薄平板進行焊接及冷卻過程的全場檢測。該系統基于數字圖像相關技術,具有光路簡單,操作簡便快捷,并且能夠全場跟蹤測量大幅面的變形等特點,為焊接變形檢測提供了新手段。
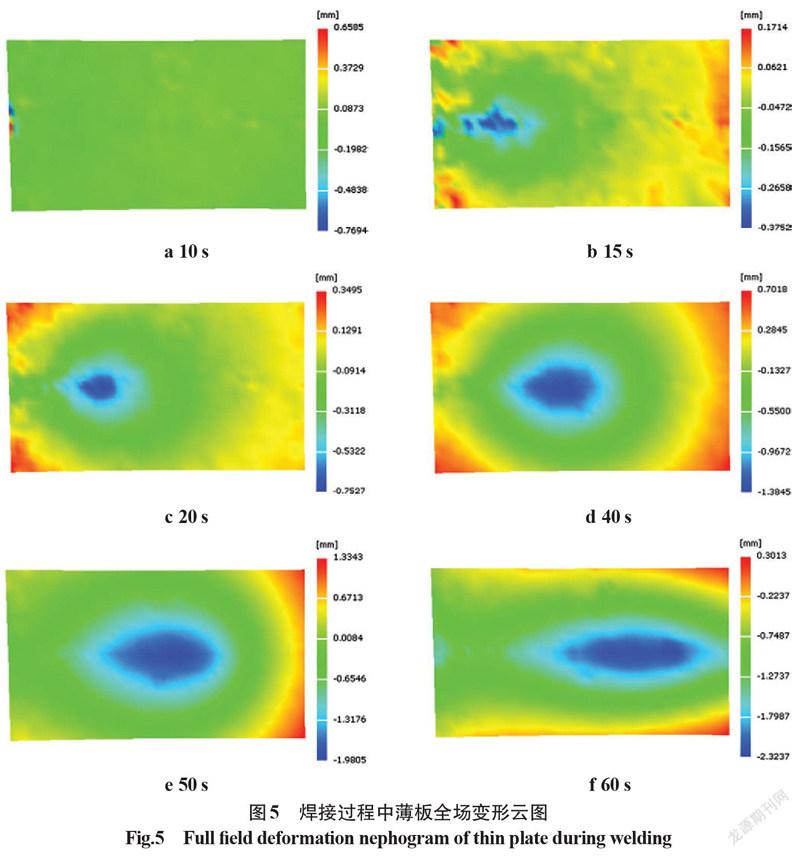
焊接過程中的薄板面外全場變形演變云圖如圖5所示。可以看出,焊接前10 s內熱源對薄板整體面外變形影響較小,僅影響焊接區域;焊接至15 s時,薄板發生整體變形,由于薄板焊縫金屬在焊接高溫下抵抗變形能力較低,且薄板厚度較薄,氬氣氣流對焊接區域的壓力及金屬自身重力使薄板呈現下凹趨勢,同時薄板四周金屬因無外約束而稍稍上翹;20 s時最大下凹處隨著熱源的移動而改變位置,熱源經過區域已開始冷卻,材料抵抗變形的能力增大,另外,熱源已經過焊縫的兩側壓應力增大,壓應力作用點出現偏距產生了彎矩,而且薄板左邊界無外約束,因此薄板左端出現正向位移并且數值大于右端正向位移。40 s時薄板最低點并沒隨焊槍移動而改變,這是因為此時已經通過了焊縫中心位置,焊縫附近拉應力作用于薄板中心位置時彎矩最大,使得在焊縫中心處產生的面外位移最大,氬氣產生的負向位移可忽略不計。50 s時薄板右端相對左端溫度較高而抵抗變形能力較低,同時左端在空氣中冷卻收縮逐漸恢復材料強度,因此右端正向位移較大。
60 s時薄板面外形狀發生了明顯的變化,最大正向位移在薄板焊縫兩端邊界處,這是因為整個薄板開始進入冷卻階段,焊縫附近拉應力范圍逐漸減小而壓應力范圍增大,越靠近左邊界,冷卻時間越長,因此右端位移大于左端位移變形量。負向變形從中間位置逐漸向兩端移動,表明焊接收縮開始影響最低點的位置,因為無焊接熱源的影響,焊縫區的收縮量完全克服了熱膨脹時產生的拉伸量,金屬抗變形能力增大,使薄板縱向變形開始發生反向變形。薄板焊縫收縮時間從左端向右端逐漸增大,焊縫區金屬抵抗變形的能力也從左往右逐漸增大,因此焊接變形最低點向右移動。
冷卻過程薄板全場變形演變如圖6所示。由圖可知,焊接至70 s時,薄板已在室溫中冷卻了10 s,薄板最低點繼續向兩端移動縱向呈下凹變形,這是因為焊縫收縮引起的縱向壓應力逐漸增大,而邊界處由于受周圍金屬約束力較小而產生相對較大的變形。隨著冷卻時間的增加,焊縫收縮力逐漸增大,薄板兩端下凹變形繼續增大直到全場溫度趨于平均,使薄板左右部分變形以焊縫橫截線對稱。
焊縫及附近金屬在焊接加熱和冷卻過程中產生了不協調的塑性應變,在焊接過程中,焊縫區發生塑性變形,焊縫兩側產生縱向壓應力,薄板縱向和橫向均呈下凹失穩變形,在冷卻收縮作用下,薄板縱向方向變形呈上凸變形,為了協調薄板系統平衡,薄板橫向仍為下凹變形,隨著冷卻收縮產生的壓縮塑性變形的增大,失穩變形量也隨之增大。因此焊接失穩變形是由冷卻收縮產生的縱向壓應力所產生的,而縱向壓應力是由焊縫區不協調的縱向收縮和橫向收縮引起的,因此最終失穩變形呈反馬鞍形。
2.2 關鍵點動態變形
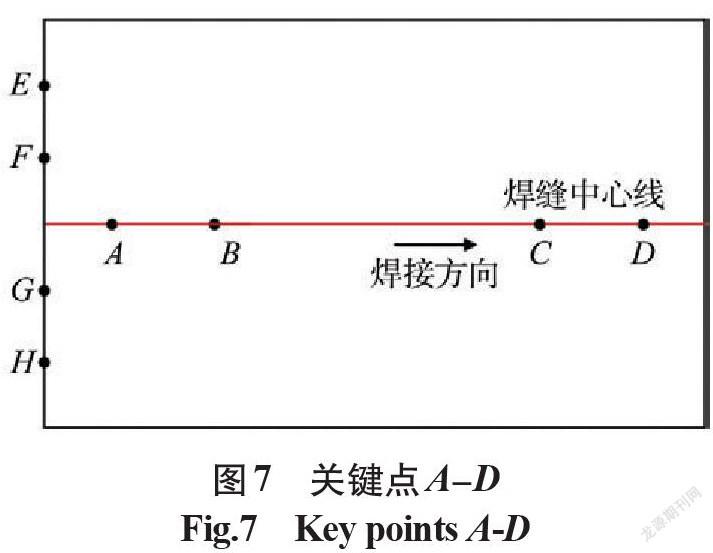
焊縫處關鍵點A-D(見圖7)的Z向變形動態位移曲線如圖8所示。在整個焊接和冷卻過程中,Z向最大變形位移可達5 mm。在50~100 s,焊縫處靠近中心位置的點B和點C出現一個平臺,表明這兩個關鍵點在此階段處于壓應力轉拉應力的過渡階段,焊縫兩端由于受周圍金屬約束力較小,變形量較大,焊縫中間部分金屬由于冷卻已具有一定強度,過渡階段的壓應力較小不足以使之變形。100 s之后,隨著收縮力的增大,焊縫兩端金屬繼續向負向位移變形,焊縫中部金屬點B和點C由于抵抗變形能力增大而向反向變形,同時縱向收縮力的增大使變形位移增大,因此,位移發生反方向變形后回到初始位移,200 s后趨于穩定逐漸回復到初始狀態。
關鍵點A和點D在50 s后迅速向負向位移變形直至100 s,之后面外變形曲線趨勢較緩并逐漸穩定,此變形趨勢表明關鍵點A和D在50~100 s階段是失穩的變形形態過渡階段,100 s之后是失穩變形的穩定階段。由于焊縫靠近邊界處金屬受到的約束力較小,關鍵點A和D的面外位移變形量明顯大于焊縫中部的關鍵點B和C。
左邊緣處的關鍵點E-H的各向位移動態曲線如圖9所示。冷卻后左邊緣4個關鍵點在Z向最大變形量超過4 mm,關鍵點均經歷了在焊接加熱過程中向Z向正向的微小變形,隨著冷卻的開始,左邊緣關鍵點位移迅速向負向增大,100 s之后關鍵點變形立刻趨于平衡狀態,且越靠近焊縫,變形量越大。此變形曲線也出現了50 s和100 s兩個拐點,表明薄板在此階段發生了失穩變形形態過渡,100 s之后關鍵點變形曲線趨于穩定,表明隨著冷卻時間的增長失穩變形也趨于穩定。因此,失穩變形產生的橫向角變形和縱向拋物線彎曲變形在冷卻一段時間后變形速率迅速穩定至反馬鞍形態。
3 結論
文中采用基于特征值的有限元法對Q235薄平板失穩變形進行了預測,采用基于數字圖像相關技術的非接觸檢測法對薄平板失穩變形演變機理進行了分析,獲得了以下結論:
(1)特征值有限元法可以快速有效地預測判定薄平板焊接失穩的發生。
(2)全場實時非接觸變形檢測可以對薄平板變形的整個過程進行檢測,并且可以跟蹤變形特征點。
(3)在文中焊接參數下,薄平板在焊接加熱過程中呈拱形狀態,隨著冷卻時間增大而呈馬鞍形狀態。
(4)在文中焊接參數下,薄平板在焊接過程中產生了不協調的內應力而發生失穩變形,位移式的加載方式使得失穩變形存在于兩個拐點之間。
參考文獻:
Milad Mohammadi,Mohammad Reza Khedmati,Ehsan Bahmyari. Elastic local buckling strength analysis of stiffened aluminium plates with an emphasis on the initial deflections and welding residual stresses[J].Ships and Offshore Structures Volume,2019,14(2):125-140.
Yi Myung Su,Hyun Chung Min,Paik Jeom Kee. An empirical formulation for predicting welding-induced biaxial compressive residual stresses on steel stiffened plate structures and its application to thermal plate buckling prevention[J],Ships and Offshore Structures,2019,14(1):18-33.
Huang T D,Dong P,Decan L A,et al. Residual stresses and distortionsin lightweight ship panel structures[J]. Technology Review Journal,2003,11(1):1-26.
Wang J,Rashed S,Murakawa H. Mechanism investigation of welding inducedbuckling using inherent deformation method[J]. Thin-Walled Structures,2014(80):103-119.
Wang J,Ma N,Murakawa H. An efficient FE computation for predicting weldinginduced buckling in production of ship panel structure[J]. Marine Structures,2015(41):20-52.
張景祺,林健,雷永平,等. 316L超薄板激光焊接的失穩變形規律,材料工程,2020,48(12):126-134.
王軻巖,楊洪期,殷咸青,等. 高強鋼薄板T型接頭焊接熱屈曲變形的動態測試研究[J].熱加工工藝,2021(3):29-32.
周亮.考慮初始殘余應力的薄板焊接屈曲變形分析[D].重慶:重慶大學, 2018.
郭敏.加筋薄板單邊焊接屈曲變形及其影響因素研究[D].上海:上海交通大學,2017.
陳家權,肖順湖,尹秉升. 薄板焊接特征屈曲的數值分析[J].焊接學報,2006,135(3):13-15.
王江超,牛業興,易斌,等.基于固有變形的船用鋼薄板對接焊失穩變形的數值分析[J].船舶工程,2018(12):47-52.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
