基于小型棒材冷剪氣動控制系統(tǒng)的改進(jìn)實(shí)踐
2021-01-04 05:26:02王剛
中國金屬通報(bào) 2020年16期
關(guān)鍵詞:動作
王 剛
(寶武集團(tuán)鄂城鋼鐵軋材廠,湖北 鄂州 436000)
近年來,隨著國家鋼鐵產(chǎn)業(yè)的不斷發(fā)展,對軋鋼質(zhì)量的要求也越來越高。冷剪是棒材生產(chǎn)線上必不可少的設(shè)備。在連續(xù)切割線上,由于對冷剪定位控制的實(shí)時性和準(zhǔn)確性有很高的要求,因此通常通過變頻器或直流調(diào)速裝置進(jìn)行控制。對于使用施膠機(jī)完成棒組長度定位的生產(chǎn)線,由于在切割前必須將棒組完全停在輥道上,因此冷剪定位控制的實(shí)時性和準(zhǔn)確性不是很高。對于交流電動機(jī),請考慮使用軟啟動器進(jìn)行控制,從而大大減少了設(shè)備投資。
冷剪它主要用于棒材成品的定尺剪切,其傳動是由電機(jī)帶動高速軸組件,高速軸配有制動器、離合器、飛輪,高速軸通過齒輪組帶動曲軸、滑塊裝置,實(shí)現(xiàn)剪切動作,而高速軸組件上的氣動離合器、制動器通過氣動控制系統(tǒng)實(shí)現(xiàn)它們的交互動作來控制冷剪剪切工作的啟停,因此冷剪制動器、離合器氣動控制系統(tǒng)的合理性對冷剪的正常穩(wěn)定運(yùn)行是很關(guān)鍵的。
1 存在的問題及分析過程
冷剪具有兩種結(jié)構(gòu):一種是固定成品后的冷剪,另一種是成品移動過程中的飛剪。固定剪的規(guī)格有350t,650t,850t等。我廠設(shè)計(jì)使用650t固定冷剪(見圖1)。切割動作是固定下刀架,并下切上刀架。上刀架由曲柄搖桿結(jié)構(gòu)驅(qū)動;冷剪主軸配有飛輪。冷剪電動機(jī)選擇Y3-315L2-6、132kW,990r/min。電機(jī)正常旋轉(zhuǎn),主軸的旋轉(zhuǎn)由氣動離合器和氣動制動器控制,以控制冷剪的切割動作。冷剪裝置的基本工作原理是:電動機(jī)帶動減速機(jī)運(yùn)轉(zhuǎn),t0~t1期間曲軸由高變低,曲軸帶動剪切刀片通過連桿箱向下運(yùn)動,完成棒料的切割。;在t1~t2范圍內(nèi),曲軸從低位置移動到高位置,曲軸將切削刀片提起穿過曲軸的上蓋,從而完成了冷剪切循環(huán)的整個過程。

圖1 650t固定式冷剪
650T的冷剪在使用過程中出現(xiàn)制動器離合器溫度高、摩擦片使用壽命僅30天左右、維護(hù)工作量大等問題,現(xiàn)象初期懷疑是制動器、離合器間隙調(diào)整不當(dāng)或者氣壓偏低,經(jīng)過檢查排除了以上原因,之后對制動器離合器氣動控制系統(tǒng)原理并結(jié)合現(xiàn)場情況進(jìn)行分析,發(fā)現(xiàn)現(xiàn)有氣動控制系統(tǒng)原理(圖2)存在缺陷,由于制動器和離合器采用同一個二位五通電磁換向閥控制交互動作,當(dāng)冷剪在停止位時(圖3接近開關(guān)JK信號來),剪刃在最高位,二位五通電磁換向閥處于常態(tài)不得電,制動器通氣夾緊,離合器未通氣松開。開始剪切時二位五通電磁換向閥DT得電,制動器斷氣松開同時離合器通氣夾緊,飛輪隨之帶動高速軸轉(zhuǎn)動,通過齒輪組帶動曲軸運(yùn)轉(zhuǎn),從而實(shí)現(xiàn)剪切動作,當(dāng)曲軸繼續(xù)運(yùn)動到接近開關(guān)JK 處時(冷剪停止位),換向閥DT失電,離合器斷氣松開同時制動器通氣夾緊,高速軸隨之制動,停止剪切動作。在這個動作過程中存在以下缺陷:由于制動器和離合器采用同一個二位五通電磁換向閥控制交互動作,制動器和離合器的動作幾乎是同時的,存在制動器和離合器同時夾緊的情況,這時摩擦片會急劇磨損并產(chǎn)生大量的熱量;曲軸一直運(yùn)動到接近開關(guān)JK 處時(冷剪停止位)制動器夾緊,但同時離合器才松開,此時主動慣量大,摩擦片加劇磨損,發(fā)熱大。

圖2 氣動控制系統(tǒng)原理

圖3 冷剪在停止位時接近開關(guān)JK信號

圖4 優(yōu)化制動器離合器氣動控制系統(tǒng)
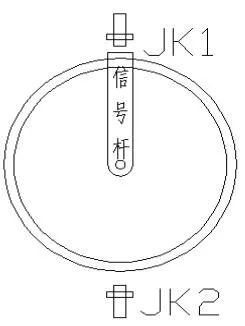
圖5 增加一個接近開關(guān)JK2
2 改進(jìn)措施
針對以上問題,優(yōu)化制動器離合器氣動控制系統(tǒng)采用兩個串聯(lián)的二位五通電磁換向閥分別控制制動器離合器交互動作(圖4),同時在曲軸的剪刃最下位增加一個接近開關(guān)JK2(圖5),當(dāng)冷剪在停止位時(接近開關(guān)JK1信號來),剪刃在最高位,二位五通電磁換向閥1、閥2處于常態(tài)不得電,制動器通氣夾緊,二位五通電磁換向閥2未送氣,離合器松開。開始剪切時二位五通電磁換向閥DT1得電,制動器斷氣松開,同時向電磁換向閥2送氣,延時1秒后電磁換向閥DT2得電離合器通氣夾緊,飛輪隨之帶動高速軸轉(zhuǎn)動,通過齒輪組帶動曲軸運(yùn)轉(zhuǎn),從而連桿滑塊實(shí)現(xiàn)剪切動作,當(dāng)曲軸運(yùn)動到接近開關(guān)JK 2處時(剪刃最下位),換向閥DT2失電,離合器斷氣松開,滑塊依靠慣性上升,曲軸一直運(yùn)動到接近開關(guān)JK 1處時制動器夾緊,高速軸隨之制動,停止剪切動作。由于采取了兩個串聯(lián)的二位五通電磁換向閥分別控制制動器離合器和延時控制的兩種方法,完全消除了原來制動器和離合器同時夾緊的情況,而且滑塊在剪切后離合器馬上松開,然后只是依靠慣性上升回到冷剪停止位制動器夾緊,這時慣量小,發(fā)熱少。
3 小結(jié)
經(jīng)過一年多的運(yùn)行,冷剪制動器、離合器溫度正常,摩擦片的使用壽命也達(dá)到4個月左右,維護(hù)量減小,冷剪運(yùn)行穩(wěn)定高效,徹底解決了冷剪制動器離合器原有氣動控制系統(tǒng)存在的問題。
猜你喜歡
作文周刊·小學(xué)一年級版(2022年16期)2022-05-07 11:28:30
作文周刊·小學(xué)一年級版(2021年8期)2021-07-07 11:00:47
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點(diǎn)報(bào)·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37
電影故事(2015年30期)2015-02-27 09:03:12
七彩語文·低年級(2014年10期)2015-01-14 14:46:27
