
盤狀齒輪熱處理變形控制措施
2021-01-04 03:21:00靳標
中國金屬通報 2020年21期
關鍵詞:變形
靳 標
(南京高精軌道交通設備有限公司,江蘇 南京 210000)
對于進行滲碳、淬火熱處理的齒輪,如果變形量較大,將導致齒面精加工的磨削量不一致。對于磨削量較大的區域,有可能導致齒面硬度不足,有效硬化層深ECD 低于技術要求;反之,對于磨削量過小的區域則有可能出現齒面無法磨出、有效硬化層深超出范圍的情況。同時,變形大增加了磨削余量,增加了工序時間。我司生產的某齒輪,如圖1,該零件材料為20CrMnMo,滲碳層深ECD 要求為1.8mm~2.2mm,齒面硬度要求為HRC58~62,零件直徑?700mm,重量150kg。在項目初期零件熱處理變形控制效果較差,就出現了上述情況。
在齒輪件制造工藝中,熱處理是一項重要環節,比如本文研究的對象需要通過滲碳淬火,來增強齒輪表面硬度、強度,但在這一過程中,也很容易導致齒輪本身出現變形問題。因此在實際進行齒輪生產時,做好齒輪滲碳淬火熱處理變形的分析與改進顯得尤為重要。基于此,本文圍繞所研究的齒輪,分析了導致齒輪在滲碳淬火熱處理過程中相關因素,制定相應技術方案,控制零件變形,這對于提高齒輪生產質量有著重要意義[2]。
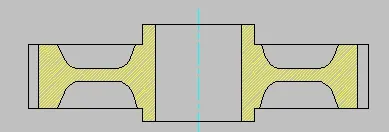
圖1 零件形狀
1 熱處理裝爐方式
本零件采用井式爐進行滲碳、淬火熱處理。零件采用豎直裝爐的方式。每爐裝12 個零件,零件之間用熱處理工裝滲碳墊板隔開,整爐零件擺放在蜂窩板上[3]。裝爐方式如圖2 所示。
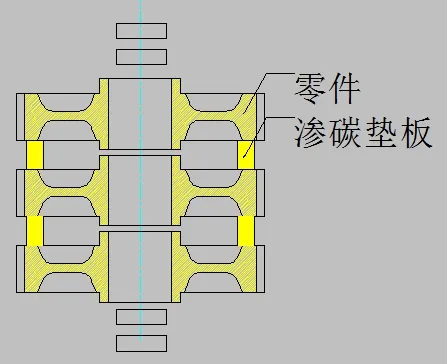
圖2 裝爐方式
2 齒輪熱處理變形統計分析
對于前面2 爐零件,我們測量了滲碳后的公法線尺寸。測量取夾角90°兩處位置,每個位置上、下二個截面,共計4 個數值[4]。齒輪件公法線變形量用下式表達:
△W=( △W1+ △W2)/2
△W1=W11-W12
△W2=W21-W22
△W :公法線變形量。正值表示零件倒“八”字變形,負值表示正“八”字變形。
△W1 :位置1 公法線變形量。
△W2 :位置2 公法線變形量。
W11、W12、W21、W22 :分別代表位置1、位置2 上下截面所測公法線值。
統計分析結果如下圖3 所示。
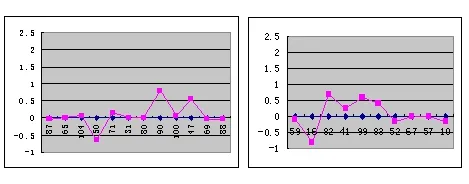
圖3 零件公法線變形
圖3 橫坐標為相應的零件編號,排列順序按照裝爐順序從左至右依次為自下至上。縱坐標為公法線變形量,即△W。從分析結果上我們可以看出,上下零件變形相對較小,中間零件變形較大[5]。
經分析,我們認為中間零件變形較大是因為采用實心結構的熱處理墊板。實心墊板同零件緊密接觸后形成了一個類似桶狀的結構,零件的外圓和滲碳墊板如同桶壁。這種情況影響了爐內氣氛的對流,進而導致出現內外部溫度和氣氛的差異,越是靠近中間的位置,情況越差,最終導致中部的零件變形相對偏大,如圖4 所示。針對這種情況,我們對滲碳墊板的結構進行了改善,將實心墊板改為空心墊板,以利于氣氛的流通,保證所有零件處于一個均勻的氣氛和溫度場內[6],如圖5。
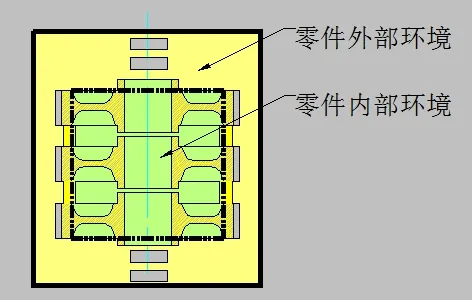
圖4 實心墊板將零件內外部隔離
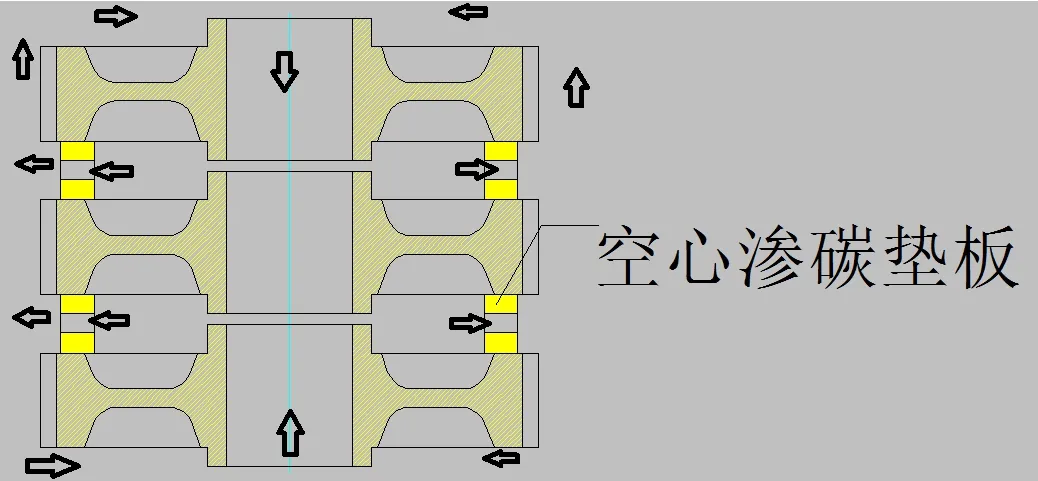
圖5 空心墊板的通孔利于氣氛的流通
同時,我們還試驗分析了零件在不同滲碳溫度下的變形情況,通過對比試驗和測量分析,得出不同滲碳溫度下齒輪淬火結束的變形情況。從中我們能夠了解到,隨著滲碳溫度的升高,齒輪中的一些特征量,比如內孔錐度、端面翹曲等,均處于增加的狀態。隨著滲碳溫度的升高,齒輪前后節點位移值在逐漸增大,尤其是當滲碳溫度在 940℃后,變形明顯增大,由此我們能夠認識到,滲碳溫度過高會導致齒輪變形增大,為有效改進這一問題,需要注重降低滲碳溫度,在實踐生產時,建議將滲碳溫度定為 880℃[7]。
同時,為了研究淬火溫度對齒輪變形影響,我們測量了研究對象在不同淬火溫度下,齒輪各種特征量的變形情況。從相應結果中我們能夠了解到,隨著淬火溫度提升,齒輪的一些特征量,比如花鍵孔、端面翹曲等,均處于增加的狀態。其中對于孔錐度和端面的翹曲而言,受淬火溫度變化帶來的變形影響更大。從中我們能夠了解到,應在確保齒輪淬火強度及硬度的前提下,注重于做好淬火溫度的可行合理降低,更有利于以減小齒輪熱處理中產生的變形。當淬火溫度在800℃與 820℃時,齒輪熱處理變形幅度比較小,為了進一步提升齒輪淬火的熱處理質量,我們可以在傳統熱處理工藝基礎上,將淬火溫度降低為 820℃,能夠有效降低齒輪的內孔錐度變形和端面翹曲的變形程度[8]。
3 跟蹤驗證
熱處理溫度優化及空心墊板投入使用后,本人持續跟蹤統計了63 批次,約756 個零件熱處理后的公法線變形情況。從整體上看,齒輪的公法線變形情況得到了較大的改善,詳見圖6。

圖6 使用空心墊板后的零件變形情況
圖6 的橫坐標為每個熱處理批次的爐號,縱坐標為該熱處理批次所有零件熱處理后公法線變形量絕對值| △W| 的平均值。從圖6 可以看出,后續所有爐次零件的公法線變形的平均值全在0.25mm 以內,零件熱處理的變形情況得到了較大的改善[9]。
此外,作者在跟蹤零件變形的過程中還發現,滲碳墊板在使用一段時間后會產生變形,而隨著墊板變形的加大,零件的變形也加劇。因此,為了控制好零件變形,除了選擇合適的熱處理工裝以外,還需對工裝進行定期維修,確保其處于良好的狀態[10]。
4 結論
針對井式爐滲碳,堆垛式裝爐的餅狀齒輪,零件間采用空心墊板的方式,零件在滲碳過程中的變形相對較小。同時,滲碳墊板的變形會加劇零件的變形,要定期檢修滲碳墊板,保證定位面的平面度及平行度。熱處理溫度同零件變形有著較大的關系,在有條件的情況下,盡量選擇較低的熱處理溫度,有利于零件熱處理變形的控制。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
