大型鋼鐵企業電爐電網電能質量控制的探究
2021-01-04 03:12:42白永勝
冶金動力 2020年12期
白永勝
(山西太鋼不銹鋼股份有限公司,山西太原 030003)
引言
隨著科學技術的進步和電力改革的發展,電力作為一種商品,其品質逐步成為用戶和供電公司關注的對象。電能質量問題不僅關乎到電網的安全,而且也成為部分生產制造領域和電子行業的技術發展的瓶頸。電能質量對鋼鐵產品的質量和成本控制都有非常重要的影響,鋼鐵企業用電負荷具有沖擊大、容量大、特性復雜等特點,所以研究用電負荷對電能質量的影響具有典型意義,同時電能質量也是鋼鐵企業經濟效益和產品質量的保障。分析鋼鐵企業電能質量控制方法,對提高電網穩定和優質供電具有重要的意義。
1 電能質量控制的必要性
1.1 電能質量問題
所謂電能質量,廣義講是指優質可靠地供電,主要包括四個重要指標,供電方的供電質量、用戶的用電質量、線路傳輸的電流質量、電能本身的波形質量。狹義地講,電能質量的主要指標有電壓波動、頻率偏差、波形畸變率。因電力供應不合格而導致用戶電力設備故障、產品質量不合格、廢品、不能連續生產、意外中斷供電等問題均可稱之為電能質量問題。最嚴重的電壓質量問題是電壓跌落和電壓完全中斷。能夠導致用電設備故障或不能正常工作的電壓、電流或頻率的偏差主要包括如下方面:電壓偏差、頻率偏差、電壓波動與閃變、三相不平衡、過電壓、波形畸變、供電連續性等。以下列舉幾類典型的電能質量問題及其對生產的影響。
(1)電壓低于0.9 倍額定值時,某些電動機將不能正常工作。
(2)煉鋼電弧電流隨機變化且幅度巨大,啟停頻繁,會引起系統電壓波動和閃變。
(3)高次諧波干擾電子控制設備正常工作、引起電氣設備的異常發熱,造成設備的使用壽命降低,而且影響精密儀器儀表的測量以及科學試驗的準確度。
(4)大量電力電子裝置的使用、電容投切等造成負荷不對稱并引起嚴重的電能質量問題。
(5)電壓的閃變和三相不對稱,直接影響各種電氣設備正常運行。
(6)電壓波動控制幅度增大將導致供用電設備耐壓能力要求的提高,電氣設備制造成本增加。
供電可靠運行對于生產安全穩定具有重要作用。供電可靠性成為衡量電能質量的重要指標。鋼鐵用電作為電網的大客戶,不但需要安全、可靠、合格的電能保障,同時也是電力污染的重要控制對象。做好鋼鐵企業電能質量控制是實現電網質量達標、經濟、可靠的重要保證。鋼鐵用電電網的設計、運行對電能質量的控制起著至關重要的作用,同時也是提高鋼材質量降低制造成本的重要環節。
1.2 電能質量對生產用電的影響
(1)工業企業電力負荷中常用電能轉化為機械能做功,如果電動機的運行電壓下降到額定電壓的90%時,它的輸出最大轉矩將下降到額定電壓時輸出轉矩的81%。所以當其電壓降低時,電動機拖動能力和功效將加速下降;電壓下降將使帶重載(如起重機、鼓風機、壓縮機、軋機等)啟動的電動機無法正常工作。另外電壓過低還會導致電動機的繞組通過的電流顯著增大,使繞組溫度上升、絕緣老化加速,如果控制措施不力,將造成電動機燒毀。電壓降低還會導致電動機轉速下降,將直接影響工業生產線設備功能的發揮,進而導致產量和質量的下降,增加達產達效的周期,造成企業經營成本的增加。
(2)對采用電力發熱做功(如電爐)的制造加工業。因電爐的有功功率與其電壓的平方成正比,如供電電壓降低,就會導致功效降低,冶煉相同的產量,需要更大的電流,持續更長的時間,所以電壓降低會導致冶煉工藝中的電爐增加冶煉時間,進而增加生產的單位時間和單位耗能,提高了制造業的成本。
(3)對大功率的沖擊負荷,比如軋鋼機在過鋼軋制過程中,電弧爐在電極短路熔融廢鋼過程中,這些沖擊負荷都會造成電壓突然下降和恢復,造成電壓閃變。電壓閃變會對沖擊負荷所在電網相鄰的電力用戶產生不良影響,直接影響到企業的生產。
(4)當系統電壓過低時,生產車間的照明光源的發光率會大幅度降低,照度受到影響。而電壓過高又將使用電設備絕緣老化加速受損;同時電壓過高還使得變壓器、電動機等電能轉化設備的鐵心飽和程度增加,鐵損增大,溫升增加,自然使用壽命將會縮短。
所以,鋼鐵用電負荷存在兩方面的特點,一方面大功率用電設備會引起電壓波動和閃變,另一方面電壓波動又會影響各類自動控制裝置及機械傳動元件的精度和靈敏度,對冶煉和制造設備控制和工藝功能精度的實現形成不利因素,進而影響到產品質量和制造成本。
2 鋼鐵企業用電負荷的特點
2.1 鋼鐵用電負荷特性及其影響
隨著鋼鐵企業的現代化程度的迅猛發展,對電氣自動化控制的水平和依賴程度也越來越高,電爐的容量、軋機的功率、聯合作業規模達到一個更高的水平。這些設備在調速運行中將會產生諧波,諧波的存在將會對電網造成安全威脅,直接影響到配電系統的可靠性以及電壓波形質量。特別是在電機傳動設備的啟停變速階段,諧波干擾尤為嚴重。變頻技術的廣泛應用帶來的問題就是調速系統產生的諧波,它不僅含有常規變流裝置中的整數次諧波,并且含有基頻與特征次諧波的旁頻成分,其頻率分布比較廣。各種諧波的存在不但造成供電電壓的波形畸變,還會相互影響,有可能導致電網在某個頻率下諧振,潛在巨大的安全隱患,因此鋼鐵企業必須采取有效措施對這些威脅電網安全運行的因素加以控制。
2.1.1 電弧爐負荷特征及其影響
煉鋼電弧爐在熔煉期間利用電極短路電阻熱來熔化廢鋼或爐料,典型特征主要包括以下方面:
(1)在熔融過程中電極通過爐料或廢鋼短路,由于短路過程中電極的接觸電阻不同,三相負荷極不平衡,必將產生較大的負序電流,電力系統中有些保護裝置是以負序電流為起動元件的,故冶煉過程容易造成繼電保護裝置誤動作。
(2)電弧爐負荷產生的奇偶次諧波都非常嚴重。電壓和電流高次諧波將會引起電力系統諧波放大,甚至可能達到諧振的條件,諧振導致的過電壓、過電流,會使得電氣設備絕緣擊穿、電纜故障損壞,造成大面積停電,甚至火災事故。
(3)無功功率的大幅度變化、沖擊負荷的啟停和變化會引起嚴重的電壓波動及閃變,導致鋼鐵企業自身用電系統乃至公共電網的電壓不穩定,嚴重影響電力系統及生產設備的安全穩定運行。
2.1.2 精煉爐負荷特征及其影響
與電弧爐相比,精煉鋼包爐(LF 爐)負荷相對比較平穩一些,有功和無功功率的變化相對穩定,精煉爐負荷會產生以下影響:
(1)三相電極的電弧是非線性負荷,產生諧波較穩定,主要產生低次諧波。
(2)功率因數一般在80%左右,低的功率因數將會造成網損增加,每臺電爐運行中PCC 平均功率因數要求滿足0.95≤p.f.≤1.0,無功功率大還會導致電爐母線壓降,產生功率損失,產量下降。
(3)冶煉時除了造成無功功率消耗大以外,電弧的不穩定性會造成電網電流波動,導致冶煉時間延長,引起生產成本增加。
2.1.3 軋機負荷特征及其影響
軋鋼生產線電動機大多采用可控硅變流器供電方式,常見有熱軋機、冷軋機、中厚板軋機、高速線材軋機,其負荷較大,變化速度快,變化幅值大,連續軋制過程造成重復沖擊。軋機負荷引起的電能質量問題主要包括:電壓波動、高次諧波、功率因數低,軋機負載的諧波以奇次諧波為主。
鋼鐵企業電網需采取電能質量改善措施解決上述問題,在配電網內安裝動態無功補償成套設備,對軋機和電弧爐的運行以及相關電網的安全可靠運行起著至關重要的作用。[1]
2.2 鋼鐵企業電能質量的控制方法
鋼鐵用電網電能控制要綜合多種因素考慮,結合用電設備的特征、電網結構形式、運行方式、工藝特點來選擇控制方案。
2.2.1 電壓的波動控制
在工業企業中,改善電能質量的首要任務是控制電壓。改善電壓偏差的主要措施有3種:
(1)采用無功功率補償及時調整無功功率補償量。無功負荷的變化產生電壓偏差,采用分散補償或集中補償對母線電壓進行無功功率補償,及時調整補償量是控制電壓波動最有效的措施。
(2)在合適的條件下采用有載調壓變壓器調整電壓。無功負荷補償到功率因數為0.90~0.95對系統的穩定是有利的,負荷所需要的一部分變化無功負荷仍要從電力系統電網中供給,這部分原因造成的電壓偏差需要采用有載調壓變壓器來解決。
(3)調整同步電機的勵磁電流使其超前或滯后運行,向電網輸送超前或滯后的無功功率,從而實現改善電網負荷的功率因數和調整電壓波動的目的。
2.2.2 動態無功補償(SVC)
動態無功補償是指在設備用電負荷消耗無功功率時,所需的無功功率由無功補償裝置快速、等量的向電源輸出無功功率的補償形式。其特點就是補償裝置的無功輸出量隨負載無功的變換而變化。
動態無功補償能實現以下功能:
(1)降低電壓波動。補償裝置能夠吸收或發出無功,進而可以提高或降低母線電壓,避免產生欠電壓或過電壓,防止用電設備損壞。
(2)減少電壓沖擊和閃變,降低電氣設備絕緣損壞程度,提高電能質量,保證生產工藝控制能力。
(3)改善功率因數。可以及時進行無功功率補償,有效校正非線性負載運行時的功率因數,提高電網平均功率因數。
(4)改善電壓波形,消除電網諧波,提高電氣設備使用壽命。
軋鋼生產線動態無功補償裝置投運后的電能質量控制效果分析見圖1。
圖1 顯示在動態無功補償裝置投運后,軋鋼過程中電壓、有功功率、無功功率的變化情況。從圖1可以看出SVC 能夠實現在沖擊負荷發生時對無功功率跟蹤補償的效果,PCC 點電壓的波動和10 kV電壓的波動均處于合格線范圍內,SVC 對軋鋼生產線的無功補償效果非常好。
3 電爐用SVC的設計
3.1 SVC補償母線接線方式
SVC 與35 kV 電爐母線直接連接,這樣,可以最大程度地緩解閃變和諧波。一段母線建議使用1套SVC,可避免SVC之間的相互影響,根據電爐的用電容量選擇無功功率補償的容量,如90 t電爐,按照計算應采用補償器功率為90 MVA 的電爐的無功功率要求。電爐SVC為補償裝置接線方式見圖2。
SVC 包括1 個可控硅控制的電抗器(TCR)和4個諧波濾波器。
可控硅控制電抗器 100 Mvar
二次諧波濾波器 25 Mvar
三次諧波濾波器 30 Mvar
四次諧波濾波器 20 Mvar
五次諧波濾波器 25 Mvar
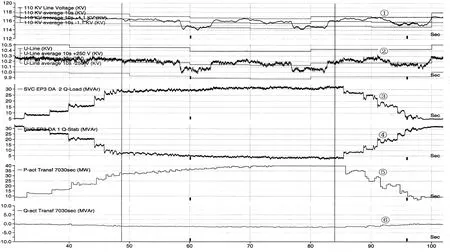
圖1 軋鋼時電力負荷波形曲線

圖2 電爐SVC主接線圖
3.2 SVC容量的確定
每臺電爐運行中PCC 平均功率因數要求滿足0.95≤p.f.≤1.0。SVC 額定功率根據所需功率因數要求和主要容量計算進行優化。
電爐有功功率:P=Srated×cosφ
電爐無功功率:Q=Srated×sinφ
平均有功功率:EAF 90 MVA(0.78)≥70.2 MWP平均=70.2 MW
平均無功功率:EAF 90 MVA(0.78)≥56.3 MvarQ平均=56.3 Mvar
根據電爐功率消耗波動,最大無功功率消耗大于平均值:

圖3為典型EAF無功功率波動曲線。

圖3 典型EAF無功功率波動曲線
典型動態電壓波動計算以多臺電極電爐裝置的經驗值為依據,簡化為平均值的分數。
“k”隨所使用的不同的電爐類型、運行模式(冶煉/精煉)、功率因數等的不同而變化。電爐正常運行比較穩定,但每爐最初的幾分鐘波動會比較大。根據運行經驗,EAF類型的電爐“k”值約為0.7。
電爐運行時,最大無功功率要求很少會大于下述公式值:

降壓變壓器消耗無功功率,約為6 Mvar。功率因數要求PCC 大于等于0.95。在規定荷載下,大約23 Mvar的無功功率可由電網提供,且不會超過規定功率因數要求。這樣計算,SVC額定功率為:

考慮到降低閃變和安全余量所需最大功率,SVC容量選擇100 Mvar。
3.3 電爐用SVC 閃變的計算
使用UIE/IEC 的標準定義對閃變度進行估算,采用的方法是在全部三個電極浸入溶池時,將產生的閃變與造成的壓降聯系起來。壓降與強度系數(Kst系數)相乘。Pst95%定義為很短的時間(10 min)概率為95%,不會超過這個量。
Pst95%計算公式如下:
式中:Kst——典型發射系數;
Sccf——電爐短路水平;
Sccn——PCC點網絡短路水平。
系數Kst為每臺電爐給定的值,典型數值在48到85之間。對于電弧爐,串聯電抗器的EAF電爐Kst預計為69。考慮降壓變壓器和串聯電抗器的阻抗,應計算電爐短路功率。
在廢鋼冶煉階段,一臺電爐有功和無功功率產生的閃變是一個不定的變量,其結果是連接母線的電壓隨機變量。使用SVC 會使無功功率變量快速得到補償。若SVC 能力適當,可補償電爐無功功率要求,從而降低閃變度。
通過SVC 降低閃變受控制系統效率的影響,經過無功功率補償控制系統的改進。采用MACH2 控制系統。圖4為通過SVC降低閃變的示例。
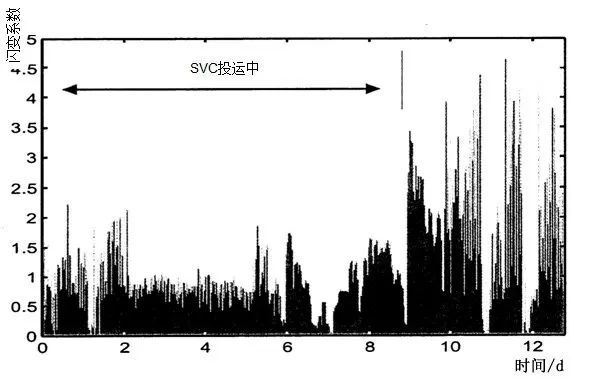
圖4 SVC投運時PCC點閃變情況
根據運行經驗,通過SVC 合理地降低閃變系數約2.0,這樣,每臺帶SVC 運行的電爐閃變度可Pst95約為0.51。
3.4 電爐冶煉時諧波的產生和過濾
電爐在最初熔煉期間,會有諧波和連續間諧波。典型的諧波為二次、三次、四次、五次離散諧波。除了電爐產生的諧波,還必須考慮SVC 可控硅電抗器的諧波。TCR 運行中,可控硅的導通間隔受到控制,產生與控制角度成函數關系的諧波電流。振幅會不同,但典型頻率一定:三次、五次、七次、九次、十一次和十三次。來自一臺電爐的諧波歸結為由TCR產生的最大諧波。
諧波濾波器是為了滿足諧波失真的要求,產生無功功率,確保在任何情況下都不會造成諧振。為了達到SVC 運行范圍(0~100 Mvar),需安裝總濾波功率為100 Mvar 的裝置。為實現濾波目的,最好將總無功功率分為調諧到二次(25 Mvar),三次(30 Mvar),四次(20 Mvar),和五次(25 Mvar)4 個不同的濾波器。通過對二次諧波過濾器阻尼介入,可解決間諧波和諧振的問題。
4 結論
通過采用動態無功補償裝置,實現了對鋼鐵企業電網電能質量的改善,有效消除了高次諧波,使電壓波動符合電能質量國家規范標準,滿足了生產工藝的控制要求,在實現板材軋制的產品質量控制方面起到了積極的作用。在實際應用中TCR 的輔助運行系統成為故障率增加的重要方面,如外水冷卻系統的冷卻能力;另外SVC 也存在一些需要改進的問題,如電抗器、濾波回路的噪聲問題,電磁輻射以及有功消耗等。電弧爐生產工藝中大容量的無功補償裝置的投運所產生的有功功率消耗增加了煉鋼制造成本,有功功率消耗控制方面還有待進一步改進。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
奧秘(創新大賽)(2020年1期)2020-05-22 02:42:38
小學科學(學生版)(2019年10期)2019-11-16 08:55:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
小哥白尼(趣味科學)(2019年12期)2019-06-15 10:56:32
通信電源技術(2018年3期)2018-06-26 06:34:18
人大建設(2018年2期)2018-04-18 12:17:00
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
