鋁合金高真空壓鑄減震器塔成型工藝方案設(shè)計(jì)研究*
2021-01-05 08:22:16唐程光唐淳闞洪貴
汽車實(shí)用技術(shù) 2020年24期
唐程光,唐淳,闞洪貴
鋁合金高真空壓鑄減震器塔成型工藝方案設(shè)計(jì)研究*
唐程光,唐淳,闞洪貴
(安徽江淮汽車股份集團(tuán)有限公司技術(shù)中心,安徽 合肥 230601)
文章主要針對(duì)某電動(dòng)汽車用車身結(jié)構(gòu)件減震塔的輕量化要求,設(shè)計(jì)了適合于鋁合金減震塔的高真空壓鑄成型工藝方案,應(yīng)用這一套工藝流程,開(kāi)發(fā)出了滿足主機(jī)廠性能要求的減震塔。
結(jié)構(gòu)件;減震塔;成型工藝
引言
鋁合金高真空壓鑄件相對(duì)鋼制結(jié)構(gòu)具備:輕量化、模塊化、高剛性、高強(qiáng)韌、高精度、結(jié)構(gòu)自由等優(yōu)勢(shì),是鋁合金鑄件在車身上應(yīng)用的典型代表,國(guó)外車企已成熟掌握其應(yīng)用技術(shù),國(guó)內(nèi)車企暫未掌握。以Audi A6為例,其前減震器塔采用鋁合金高真空壓鑄技術(shù),實(shí)現(xiàn)將10個(gè)沖壓件替換為1個(gè)鋁合金高真空壓鑄件,減重10.9kg/車,由于采用高真空壓鑄工藝,鑄件精度相對(duì)沖壓件高,大大提升底盤(pán)安裝點(diǎn)的精度。
高真空壓鑄成形工藝及高強(qiáng)韌壓鑄合金缺失,國(guó)內(nèi)僅少數(shù)幾家壓鑄企業(yè)及科研院所啟動(dòng)此工藝的研究;現(xiàn)有的高真空壓鑄件的成形仿真模擬、組織調(diào)控等經(jīng)驗(yàn)不足,導(dǎo)致高真空壓鑄件的壓鑄缺陷較多;高真空壓鑄成形模具制造能力不足,特別是模具在熱態(tài)時(shí)的密封技術(shù);高真空壓鑄時(shí),模具內(nèi)高真空快速獲得及高真空持續(xù)控制能力不足。目前針對(duì)這些問(wèn)題制定了鋁合金減震塔高真空壓鑄的工藝流程。
1 概述
1.1 產(chǎn)品基本信息

1.2 產(chǎn)品使用材質(zhì)
汽車結(jié)構(gòu)件使用的鑄造鋁合金材料常見(jiàn)的有三種,分比為SF-36、C-37及Magsimal-59,如需獲得相應(yīng)的性能,SF-36是需要進(jìn)行T5/T6處理,而C-37和Magsimal-59則無(wú)需進(jìn)行后續(xù)熱處理。以上三種合金均需配合使用高真空工藝進(jìn)行壓鑄生產(chǎn),其相關(guān)的力學(xué)性能如下圖2所示。

圖2 材料性能參數(shù)
根據(jù)產(chǎn)品的情況,C-37由于不適合制作壁厚大于3mm的零件,首先排除。Magsimal-59雖然不需要后續(xù)處理但是其壁厚適應(yīng)范圍相對(duì)較小同時(shí)其鑄造性能不佳(流動(dòng)性和脫模性能都不好),在鑄造中成品率相對(duì)較低。所以推薦使用綜合性能較好的SF-36,SF-36材質(zhì)性能比較適合減震器塔包的制作,不過(guò)需要搭配后續(xù)熱處理工藝(T6)。
1.3 注意事項(xiàng)
以產(chǎn)品現(xiàn)有設(shè)計(jì),將采用高壓鑄造工藝,由于采用SF-36材質(zhì),其后續(xù)需要進(jìn)行T6熱處理,以獲得相應(yīng)的機(jī)械性能(車身結(jié)構(gòu)件一般要求延伸率達(dá)到5-6%的范圍),所以該產(chǎn)品需要使用高真空輔助壓鑄工藝,產(chǎn)品鑄造中型腔抽真空后的殘留氣壓值目標(biāo)控制值不超過(guò)80mbar( 50mbar以內(nèi)產(chǎn)品性能最佳)。
另外結(jié)合產(chǎn)品的造型特點(diǎn),相對(duì)產(chǎn)品的較大的外形尺寸來(lái)說(shuō),產(chǎn)品壁厚較薄且不均勻,充填流程會(huì)較長(zhǎng),需考慮使用模溫機(jī)(油溫控)輔助手段來(lái)平衡模具溫度,根據(jù)以往經(jīng)規(guī)模的模具預(yù)計(jì)需要6臺(tái)模溫機(jī)來(lái)控制。
2 工藝流程
鋁合金高真空壓鑄減震器塔成型的主要工藝流程如下圖3所示,其中壓鑄、后續(xù)T6熱處理及機(jī)加工為重點(diǎn)關(guān)注過(guò)程,也是此項(xiàng)工藝技術(shù)的難點(diǎn)。
3 壓鑄(高真空)工藝方案
3.1 壁厚工藝方案設(shè)計(jì)
產(chǎn)品的基本壁厚比較均勻,頂部圓盤(pán)區(qū)域?yàn)榱慵闹饕芰^(qū)域,壁厚在6mm范圍,周邊的兩個(gè)受力區(qū)域以及加強(qiáng)筋條的受力區(qū)域壁厚較大,局部接近25mm。

圖3 工藝流程圖
從整體上看,產(chǎn)品的加強(qiáng)肋條設(shè)計(jì)較厚(小端6.4mm左右),導(dǎo)致加強(qiáng)肋條根部的壁厚較大,設(shè)計(jì)者的目的應(yīng)該是想提高產(chǎn)品的力學(xué)機(jī)械能力,但是從鑄造角度看,這樣的設(shè)計(jì)及容易在筋條內(nèi)部產(chǎn)生鑄造收縮缺陷,反而會(huì)影響產(chǎn)品機(jī)械性能。

圖4 壁厚分析
3.2 開(kāi)模方向設(shè)計(jì)
為了便于零件的澆鑄,結(jié)合零件結(jié)構(gòu),開(kāi)模方向如下圖4所示,Y軸正方向?yàn)槎#琘軸負(fù)方向?yàn)閯?dòng)模。

圖5 開(kāi)模方向
3.3 模具方案設(shè)計(jì)
1)澆口流道設(shè)計(jì)
采用一模雙件設(shè)計(jì),澆口流道如下圖6所示,具體鑄造條件(基準(zhǔn)值)如表1所示:

圖6 澆口流道設(shè)計(jì)
表1 鑄造條件(基準(zhǔn)值)

2)推桿布局設(shè)計(jì)
為了便于零件出模,在下圖7中黃色柱臺(tái)區(qū)域設(shè)計(jì)推桿柱臺(tái)。

圖7 推桿布局設(shè)計(jì)
3)密封條設(shè)計(jì)
因零件后續(xù)需要做T6熱處理,為防止產(chǎn)品鼓泡,氣體進(jìn)入零件。為發(fā)揮真空工藝的效果,模具分型面做密封處理,下圖8紅色線為密封膠條的位置。

圖8 密封膠條
4)模具設(shè)計(jì)
為保證零件成型分布合理,進(jìn)行定模和動(dòng)模設(shè)計(jì),如下圖9所示。

圖9 定模動(dòng)模
5)模具加熱及冷卻設(shè)計(jì)
動(dòng)模設(shè)計(jì)過(guò)程中,共計(jì)設(shè)計(jì)4組加熱回路,1組冷卻回路。其中油加熱回路:21/22串成1組、23/24/25串成1組、26/27串成1組、28/29/30串成1組,冷卻水回路:40IN/OUT和分流錐IN/OUT直接接入壓鑄機(jī)集水排進(jìn)行強(qiáng)冷控制。回路詳細(xì)路線如下圖10所示。

圖10 動(dòng)模加熱及冷卻
定模設(shè)計(jì)過(guò)程中,共計(jì)設(shè)計(jì)4組加熱回路,1組冷卻回路。其中油加熱回路:1/2串成1組、3/4串成1組、6/7串成1組、8/5串成1組,冷卻水回路:10IN/OUT和冷卻環(huán)IN/OUT直接接入壓鑄機(jī)集水排進(jìn)行強(qiáng)冷控制。回路詳細(xì)路線如下圖11所示。

圖11 定模加熱及冷卻
相比動(dòng)模,定模還需設(shè)定6組強(qiáng)冷卻控制回路,接入定模總進(jìn)出水箱,分別為W12、W13、W14、W15、W16、W17 6組。回路詳細(xì)路線如下圖12所示。

圖12 定模強(qiáng)冷卻控制回路
6)小結(jié)
壓鑄(高真空)工藝方案設(shè)計(jì)中,模具設(shè)計(jì)較為復(fù)雜,需要考慮模具的澆口流道設(shè)計(jì)、推桿布局設(shè)計(jì)、冷卻及加熱設(shè)計(jì)等,尤其是對(duì)于密封條的設(shè)計(jì),為了能夠確保零件機(jī)械性能,此項(xiàng)設(shè)計(jì)需密封到到位,否則對(duì)于零件性能的有較大影響。
4 熱處理工藝方案
4.1 熱處理裝備
采用結(jié)構(gòu)件專用自動(dòng)熱處理生產(chǎn)線進(jìn)行T6熱處理,如下圖13所示。

圖13 熱處理設(shè)備
主要性能參數(shù)如下表2所示:
表2 熱處理設(shè)備性能參數(shù)

4.2 熱處理夾具
零件在進(jìn)入熱處理設(shè)備的過(guò)程中,應(yīng)進(jìn)行熱處理夾具設(shè)計(jì),主要確保零件能夠自然放置,均勻支承受力,保持平衡,避免零件損傷等影響。夾具在設(shè)計(jì)的過(guò)程中,確保夾具橫向均勻分布。每片支承片上,縱向均勻取平緩面做支承,如下圖14所示,熱處理夾具示意圖。

圖14 熱處理夾具示意圖
5 數(shù)控機(jī)加工工藝方案
5.1 機(jī)加工工藝方案
1)選用機(jī)床型號(hào)
高壓真空鑄造部件目前常用機(jī)床型號(hào)為韓國(guó)的DOOSAN/ DNM500HS和中國(guó)臺(tái)灣的MRNC320兩種,具體參數(shù)詳見(jiàn)下表3。
表3 機(jī)床參數(shù)

2)機(jī)加工工序設(shè)計(jì)
此零件為一模雙件,機(jī)加工需進(jìn)行兩序設(shè)計(jì),均需輔以?shī)A具進(jìn)行固定。
機(jī)加工第一序夾具裝夾定位設(shè)計(jì):①處進(jìn)行定位銷設(shè)計(jì),確保零件精準(zhǔn)定位,②為進(jìn)行主夾緊設(shè)計(jì),確保零件晃動(dòng),保持平衡,③處進(jìn)行固定支承設(shè)計(jì)。如下圖15所示。

圖15 第一序夾具示意圖
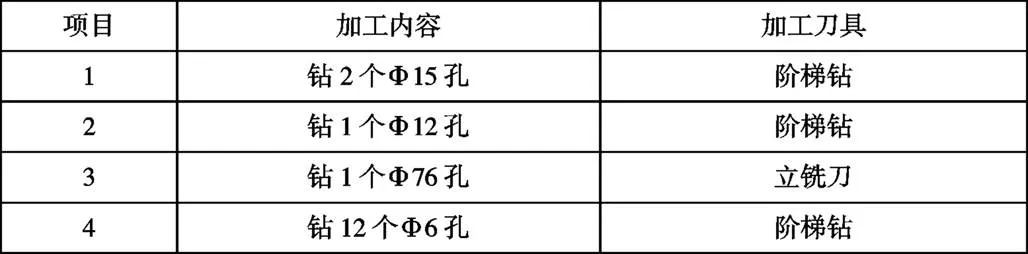
機(jī)加工第一序加工內(nèi)容:共計(jì)需加工16個(gè)孔,其中2個(gè)Φ15孔、1個(gè)Φ12孔、1個(gè)Φ76孔及12個(gè)Φ6孔。如下表4所示。
表4 加工內(nèi)容
詳細(xì)位置如下圖16所示:
機(jī)加工第二序夾具裝夾定位設(shè)計(jì):①處進(jìn)行定位銷設(shè)計(jì),確保零件精準(zhǔn)定位,②為進(jìn)行主夾緊設(shè)計(jì),確保零件晃動(dòng),保持平衡,③處進(jìn)行固定支承設(shè)計(jì)。如下圖17所示。

圖17 第二序夾具示意圖
機(jī)加工第二序加工內(nèi)容:共計(jì)需加工4個(gè)孔,其中2個(gè)Φ19孔、1個(gè)Φ8孔、1個(gè)銑避空位孔。如下表5所示。
表5 加工內(nèi)容

詳細(xì)位置如下圖18所示:
5.2 檢測(cè)設(shè)備

圖19 檢測(cè)設(shè)備
6 總結(jié)
以上方案為鋁合金高真空壓鑄減震器塔成型工藝主要方案設(shè)計(jì),在實(shí)際過(guò)程中,可能存在一定出入,由于此項(xiàng)設(shè)計(jì)需要在高壓真空環(huán)境中,無(wú)疑對(duì)設(shè)備的要求較高,尤其是密封性的設(shè)計(jì),經(jīng)過(guò)后續(xù)驗(yàn)證,此工藝流程滿足減震器塔包的量產(chǎn)性要求。
[1] 汪學(xué)陽(yáng)等.高真空壓鑄鋁合金減震塔工藝開(kāi)發(fā)及應(yīng)用[J].特種鑄造及有色合金2018.
[2] 王福杰等.淺談?wù)婵諌鸿T及常見(jiàn)故障[J].綠色鑄造與持續(xù)發(fā)展2015.
[3] 萬(wàn)里等.高真空壓鑄技術(shù)及高強(qiáng)韌壓鑄鋁合金開(kāi)發(fā)和應(yīng)用的現(xiàn)狀及前景[J].特種鑄造及有色合金2007.
The Study on forming process design of aluminum alloy high vacuum die casting shock tower*
Tang Chengguang, Tang Chun, Kan Honggui
(Technology Center of Anhui Jianghuai Automobile Group Co., Ltd., Anhui Hefei 230601 )
In this paper, aiming at the lightweight requirements of the shock tower of an electric vehicle body structure, a high vacuum die casting molding process scheme suitable for aluminum alloy shock tower is designed. With this process flow, the shock tower meeting the performance requirements of the main engine plant is developed.
Structural parts;Shock tower;Forming process
B
1671-7988(2020)24-163-05
唐程光(1977-),男,湖南邵陽(yáng)人,安徽江淮汽車集團(tuán)股份有限公司總經(jīng)理助理,科技部重大專項(xiàng)評(píng)審專家,博士,長(zhǎng)期從事汽車整車、車身、電子部件和產(chǎn)品造型的設(shè)計(jì)開(kāi)發(fā)工作。唐淳(1982-),女,遼寧沈陽(yáng)人,安徽江淮汽車技術(shù)中心車體設(shè)計(jì)專家,碩士,主要從事車體的設(shè)計(jì)和研發(fā)工作。闞洪貴(1983-),男,山東臨沂人,安徽江淮汽車技術(shù)中心車體設(shè)計(jì)專家,本科,主要從事車體的設(shè)計(jì)和研發(fā)工作。
U466
B
1671-7988(2020)24-163-05
復(fù)雜薄壁壓鑄鋁合金零部件成形與應(yīng)用關(guān)鍵共性技術(shù)(2016YFB0101603)。
10.16638/j.cnki.1671-7988.2020.24.053
CLC NO.: U466
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
