激光焊接Ti40阻燃鈦合金工藝研究
2021-01-05 14:20:34梁仁瑜劉豐剛陳繼明黃春平
航天制造技術 2020年6期
梁仁瑜 蘇 倩 劉豐剛 陳繼明 黃春平
激光焊接Ti40阻燃鈦合金工藝研究
梁仁瑜1蘇 倩1劉豐剛1陳繼明2黃春平1
(1. 無損檢測技術教育部重點實驗室(南昌航空大學),南昌 330063;2. 山東凱澤恒信機械有限公司,濟南 250000)
針對航空航天領域“鈦火”防護問題開展了激光焊接Ti40阻燃鈦合金工藝研究,試驗獲得了Ti40合金焊接的最佳工藝參數,并分析了此參數下激光焊接接頭的顯微組織。研究結果表明:最佳的激光焊接工藝參數為:功率=1800W,速度=1.1m/min,離焦量Δ=+1mm,氬氣流量為10L/min。當焊接功率低于1.8kW時,容易出現未焊透的情況,而在相同的焊接功率下,焊接速度越慢,焊接質量越差。激光焊接Ti40阻燃合金接頭的微觀組織主要為β柱狀晶,從融合線位置開始生長,整體朝向焊縫中心的頂部聚攏;其頂部的組織為β柱狀晶,底部的組織則是β柱狀晶和等軸晶,底部的晶粒尺寸普遍小于頂部。
激光焊接;Ti40;顯微組織

1 引言
Ti40合金是專為應對航空航天領域的“鈦火”問題而研制的阻燃鈦合金。鈦合金零件在高溫高壓等極端條件下可能燃燒,從而引起事故造成巨大損失。應運而生的阻燃鈦合金有多種,如美國的Alloy C(Ti-35V-15Cr),俄羅斯的BTT-1 /BTT-3(Ti-Al-Cu),我國的Ti14合金(Ti-1Al-13Cu-0.2Si)和Ti40合金(國標牌號TB12)[1,2]。其中,Ti40合金的名義成分為Ti-25V-15Cr-0.2Si。作為具有國際先進阻燃水平的β型鈦合金,Ti40合金有良好的阻燃性能、較高的高溫導熱率、較低的熔點以及穩定的結構。
受限于技術手段,在實際工程應用里鈦合金構件的制造方法多為鍛造+機械加工。連接質量和效率問題一直是制造方最為關心的問題。隨著激光焊接技術(Laser welding)的發展,可以較好地解決Ti40合金加工困難的問題[3~5]。不過實際生產應用中最常見的需求,還是各類Ti40合金鍛件相互連接的情況。激光焊接技術的焊接效率高,熱影響區小,因此通過模擬鈦合金零件相互連接的情況,利用激光焊接技術對Ti40合金的鍛件薄片對接,研究焊接工藝對激光焊接Ti40阻燃鈦合金的影響,觀察焊接接頭的微觀組織形貌,為實際生產提供理論支持。
2 實驗方法及工藝選擇
2.1 實驗方法
實驗采用的是南昌航空大學的激光復合焊接系統,由安川MH24型機器人、IPG光纖激光器(4kW)和夾具等其他輔助設備組成。激光焊接實驗過程示意圖如圖1a所示。本次實驗分兩部分,一組是將一整塊Ti40合金板分為多個小塊,分別編號后作為激光焊工藝參數試焊板,另一組是在獲得了最佳工藝參數后,將兩個Ti40鍛件對接進行激光焊。實驗用的薄片尺寸為50mm×30mm×2mm,通過線切割取自Ti40合金鍛件塊體。在激光焊接實驗前,使用砂紙對薄片打磨去除氧化層,然后經丙酮清洗后擦拭干凈。按照圖1b裝夾,保證試樣貼合。
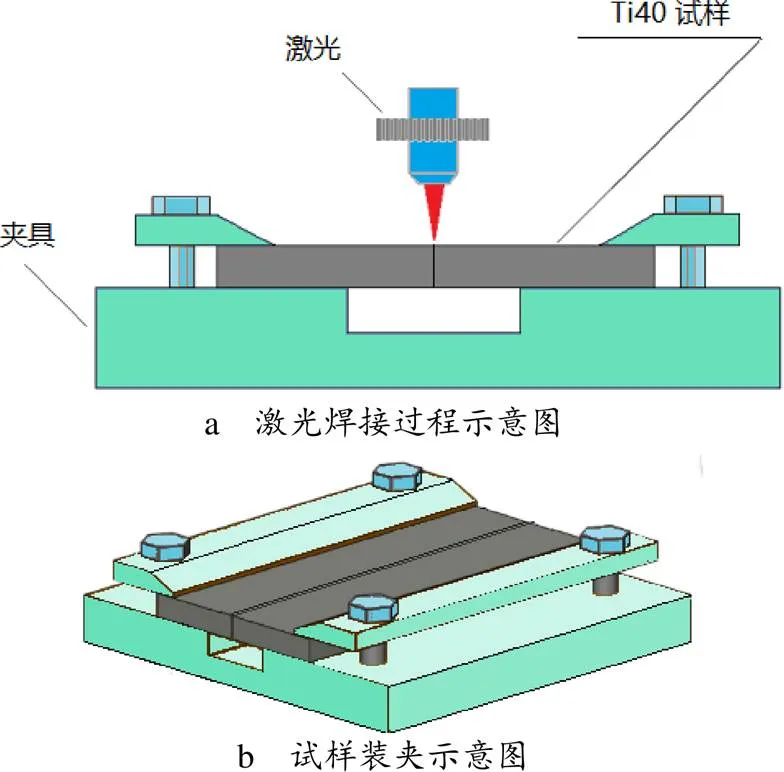
圖1 激光焊接過程示意圖及試樣裝夾示意圖
2.2 工藝選擇
為了探究合適的激光焊工藝參數,提前進行激光單道焊預試驗。設置6個實驗樣本,各自的工藝參數如表1所示。

表1 不同試樣的焊接工藝參數
3 實驗結果及分析
3.1 激光焊接參數實驗

采用表 1 的焊接參數對6個試樣激光焊接,獲得焊縫橫截面形貌如圖 2 所示,激光焊縫普遍呈現倒三角形,焊縫兩側熱影響區小,無明顯缺陷。觀察圖2可發現,1、2、4、5號試樣均未焊透,滿足焊接深度要求的只有3號和6號。通過進一步比較,3號焊縫的熔寬(5.2mm)大于6號焊縫(5mm),且成形表面的質量稍差。這是由于3號焊縫的焊接速度為1.0m/min,比6號焊縫慢,6號試樣的熱輸入量控制更好,因此焊縫成形更好,且與保護氣流量為8 L/min的試樣對比,保護氣流量為10 L/min的試樣的接頭表面普遍更平整,故決定采用6號試樣的工藝參數進行后續的激光對接試驗。
為了更準確地驗證激光功率對焊縫的影響,又分別選擇了1.8kW的激光功率(6號試樣的參數)和1.7kW的激光功率(略微降低)進行對接試驗,結果如圖3所示。圖3a是1.7kW功率下的焊縫表面,表面不平整,焊縫的紋路不均勻,圖3b是其橫截面,形如沉頭螺釘,熔深不足,焊縫底部存在未焊透,且焊縫中心頂部有輕微凸起。圖3c是1.8kW功率下的焊縫表面,焊縫整體光潔均勻,連續性好且熔深適中,從橫截面圖3d可以看出已完全熔透,熔池過度均勻,形如倒三角。且由于鈦的化學性質活潑,在高溫環境下易與氫和氧氣反應,所以焊接時全程通氬氣保護。隨著焊接溫度升高,壓力增大,在液態金屬結晶時,在合適的氬氣流量(10L/min)作用下,接頭表面趨于平整。

經過2次預試驗后,獲得了最佳的激光焊接工藝參數:功率=1800W,速度=1.1m/min,離焦量Δ=+1mm,氬氣流量為10L/min。
3.2 焊接接頭宏觀形貌分析

圖4 最佳參數下激光焊接Ti40合金的焊縫的表面與橫截面
采用3D 視圖測量儀(3D Vision, SVS3020 , China)觀察激光焊接的焊縫的表面與橫截面,焊縫形貌如圖4所示,圖4a可見Ti40合金鍛件的連接情況。焊縫的外觀呈金屬的銀白色,表面光滑無缺陷呈現漂亮的魚鱗狀,整體成形良好。由于保護氣是從收弧位置沿著焊接方向起弧位置的方向輸送,在焊接的升溫過程中,略微拓寬了熔池的寬度。
圖4b為焊接接頭焊縫橫截面組織形貌,焊縫橫截面呈明顯的“丁”字狀,符合激光焊的特點。焊縫的熔合線清晰,因激光焊的工藝特性,宏觀下無法觀察到明顯的熱影響區。其中,焊縫中心的融合區由β柱狀晶組成。仔細觀察可以發現,融合區晶粒細小且生長方向集中朝向中心線。
3.3 融合區晶粒形貌特征
為了進一步探究激光焊Ti40合金接頭的微觀組織,利用金相顯微鏡觀察焊件接頭的不同位置。圖5a的焊縫形貌是典型的激光快速凝固的組織特征,融合區的β柱狀晶從融合線位置開始生長,整體朝向焊縫中心的頂部聚攏,左右對稱。根據晶粒的不同,將融合區分為上下兩部分分析。
融合區上半部分在激光焊過程中,融合線區域局部融化的晶粒可以作為形核異質,在合適的工藝條件下,在熔池凝固的過程中快速生長。由于晶粒會逆著熱流的方向生長,在激光焊接快速冷卻的條件下,焊縫中心的溫度最高且冷卻速度大于兩側焊件,晶核將沿著中心頂部方向迅速長大,形成β柱狀晶。如圖5a所示。
而在焊縫下半部分的位置,β晶的尺寸偏小,并且存在少量的等軸β晶。分析認為,在焊接剛開始,焊件整體溫度梯度較大。在凝固初期熔池中形成的β晶粒數量較多且尺寸較小。隨著焊接過程的進行,熔池的溫度梯度開始減小,一部分細小的β晶粒合并在一起,致使β晶粒數量變少,尺寸變大。最終形成如圖5b所示形貌。同時,對比圖5a和圖5b發現,靠近焊縫底部的晶粒尺寸小于頂部區域,這是由于焊縫底部靠近夾具,金屬冷卻的速度要大于空氣熱輻射的速度,凝固所需的時間相對較短,晶粒沒有足夠的條件長大。
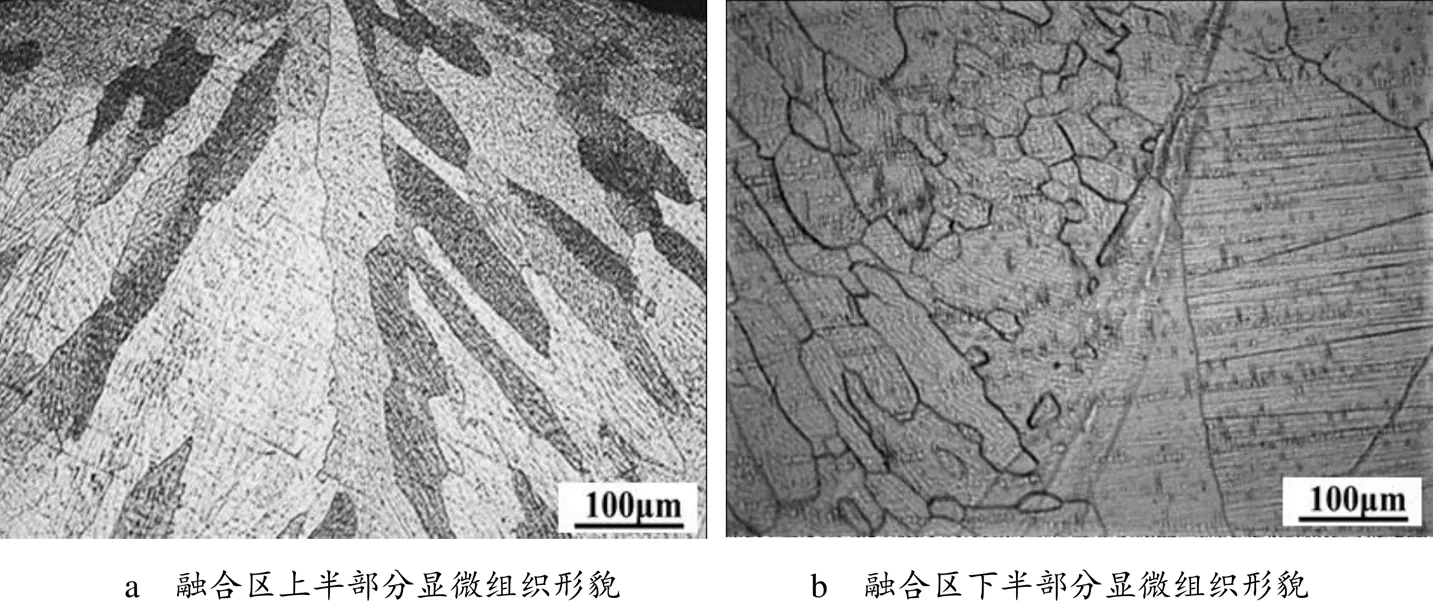
圖5 激光焊接Ti40接頭的不同位置的顯微組織
4 結束語
對于航空鈦合金阻燃需求開發的Ti40合金,進行了焊接工藝研究的試驗,以及焊接接頭的分析,其結果分析得出以下結論:
a. 在尺寸為50mm×30mm×2mm的Ti40合金薄片上進行激光焊接,最佳的激光焊接工藝參數為:功率=1800W,速度=1.1m/min,離焦量Δ=+1mm,氬氣流量為10L/min。
b. 隨著焊接功率的增加,融合區的焊縫寬度及下層熔深均發生變化;當焊接功率低于1.8kW時,容易出現未焊透的情況;相同的焊接熱輸入獲得的熔深基本相同,但是焊接速度越慢,單位時間內熱輸入越大,過慢的速率會對焊接質量造成不良影響。相應調整保護氣的流速可以改善接頭表面平整度。
c. 激光焊接Ti40阻燃合金接頭的微觀組織主要為β柱狀晶,從融合線位置開始生長,整體朝向焊縫中心的頂部聚攏;從晶粒尺寸大小可以分為上下兩部分,頂部的組織為β柱狀晶,底部的組織則是β柱狀晶和等軸晶,底部的晶粒普遍小于頂部。
1 弭光寶,歐陽佩旋,陳航,等. 航空發動機高溫鈦合金非等溫氧化行為研究進展[J].航空制造技術,2019(15):88~92
2 陳永楠,楊雯清,楊澤慧,等. 合金元素對典型阻燃鈦合金燃燒行為的影響[J]. 稀有金屬材料與工程,2019(11):3608~3614
3 賴運金,張平祥,辛社偉,等. 國內阻燃鈦合金工程化技術研究進展[J].稀有金屬材料與工程,2015,44(8):2067~2073
4 趙永慶,周廉,周義剛,等. Ti40阻燃鈦合金的基礎研究[J]. 航空材料學報,2006,26(3):233~237
5 崔愛永,胡芳友,張忠文,等. 鈦合金表面激光熔覆修復技術[J].中國表面工程,2011(2):61~64
6 陸斌鋒,蘆鳳桂,唐新華,等. 激光焊接工藝的現狀與進展[J].焊接,2008(4):53~57,71
7 李亞江,王娟. 特種焊接技術及應用[M]. 北京:化學工業出版社,2014
Research on Laser Welding Technology of Ti40 Burn-resistant Titanium Alloy
Liang Renyu1Su Qian1Liu Fenggang1Chen Jiming2Huang Chunping1
(1. Key Laboratory of Nondestructive Testing (Minisity of Education), Nanchang Hangkong University, Nanchang 330063;2. Shandong Kai Ze Hen Xin Machinery Co., Ltd., Jinan 250000)
In view of the problem of titanium fire prevention in the aerospace field, laser welding Ti40 burn-resistant titanium alloy technology research has been carried out. In the experiment, the optimal process parameters of Ti40 alloy welding are obtained, and the microstructure of the laser welding joint is analyzed.The research results show that the optimal laser welding process parameters are: power=1800W, speed=1.1m/min, defocus amount Δ=+1mm, and argon flow rate 10L/min.Incomplete penetration occurs when the welding power is lower than 1.8kW, and at the same power, the slower the welding speed, the worse the welding quality. The microstructure of laser-welded Ti40 burn-resistant alloy joints is mainly β columnar crystals, which grow from the position of the fusion line and converge towards the top of the weld center.The microstructure at the top is β columnar crystals, and the structure at the bottom is β columnar crystals and equiaxed crystals. The grain size at the bottom is generally smaller than the top.
laser welding;Ti40;microstructure
江西省自然科學基金(20181BAB206027),無損檢測技術教育部重點實驗室開放基金(EW201901084)。
梁仁瑜(1992),碩士,航空宇航科學與技術專業;研究方向:金屬增材制造。
2020-10-20
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
