聚硫密封劑相容性研究
2021-01-07 08:07:07于美超,宋英紅,劉崢,吳松華
粘接 2021年12期
關鍵詞:復合材料
于美超,宋英紅,劉崢,吳松華

摘 要:考查了鋁合金與復合材料兩種基材不同表面狀態時,聚硫密封劑與基材表面的相容性;以鋁合金為被粘基材,進一步研究了不同試驗條件下聚硫密封劑間的相容性。試驗結果表明:聚硫密封劑與鋁合金不同表面狀態及聚硫密封劑間均具有良好的相容性,與復合材料除未打磨時外,均具有良好的相容性;當復合材料表面無法打磨時,可以選擇使用粘接底涂,改善界面的相容性。
關鍵詞:聚硫密封劑;鋁合金;復合材料
中圖分類號:TQ433 文獻標識碼:A ? ? 文章編號:1001-5922(2021)12-0022-04
Research on Compatibility of Polysulfide Sealant
Yu Meichao, Song Yinghong, Liu Zheng,Wu Songhua
(Beijing Institute of Aerial Materials, Beijing 100095, China)
Abstract:When the two substrates of aluminum alloy and composite material are in different surface states, the compatibility between polysulfide sealant and substrate surface is examined. And the compatibility between the polysulfide sealant under different test conditions is further studied with the aluminum alloy as the bonded substrate. Here, the polysulfide sealant and aluminum alloy both have good compatibility in different surface states, and the polysulfide sealant? also have good compatibility with the composite material except when it is not polished. When the surface of composite material cannot be polished, a bonding base coat can be selected to improve the interface compatibility.
Key words:Polysulfide sealant;Aluminum alloy;Composite material
0 引言
飛機的設計制造技術已逐步呈現出一體化、整體化的發展趨勢[1];新一代飛機以減輕結構質量、提高結構壽命、降低制造成本為目標,采用高性能、長壽命、低成本的機體材料和結構[2]。復合材料因具有高比強度、高比模量、抗疲勞等優點,其在飛機結構上的應用已經取得了飛速的發展,在航空工業中發揮著越來越重要的作用,被廣泛應用于民用飛機的各類結構[3-5]。而鋁合金作為當前主要的航空工程材料,在目前正在使用的民用客機中,還在大量使用鋁合金[6-7]。
密封劑因其良好的粘接、耐燃油、耐溶劑和耐老化等特性,廣泛應用于飛機結構的密封。隨著飛行時間的增加、環境和溫度變化、交變載荷和微生物作用的影響,結構密封部位出現裂紋,在飛機日常維護或大修時,需使用密封劑進行修補。本文依據聚硫密封劑與鋁合金、復合材料不同表面狀態接觸的可能性,設計了聚硫密封劑與基材相容性試驗及以鋁合金為基材表面時,聚硫密封劑間相容性試驗。
1 實驗部分
1.1 原材料
液體聚硫橡膠,黏度為6~45 Pa·s,錦西化工研究院有限公司;輕質活性碳酸鈣,上海大宇生化有限公司;氣相法二氧化硅,德固賽;硅烷偶聯劑,福斯曼科技(北京)有限公司;增粘劑,南通星辰合成材料有限公司;二氧化錳(FA級),霍尼韋爾貿易(上海)有限公司;二苯胍(促進劑D)(工業級),沈陽東北助劑化工有限公司;硬脂酸(工業級),浙江杭州油脂化工有限公司。
1.2 儀器設備
S100三輥研磨機,上海第一化工機械廠;GT-AI-3000單柱式伺服控制電腦系統拉力機,高鐵檢測設備有限公司;M115老化試驗箱,德國賓得。
2 試樣制備
2.1 聚硫密封劑的制備
2.1.1 基膏制備
將100 g液體聚硫橡膠、10 g氣相法二氧化硅、2 g輕質活性碳酸鈣、增粘劑2 g和5 g硅烷偶聯劑,混合均勻,然后將上述物料在S100三輥研磨機上研磨3遍,即得基膏。
2.1.2 硫化劑制備
將100 gMnO2、100 g鄰苯二甲酸二丁酯、5 g促進劑D和1 g硬脂酸混合均勻,然后將上述物料在S100三輥研磨機上研磨3遍,即得硫化膏。
2.1.3 密封劑的制備
將基膏和硫化劑按100:10質量比混合均勻即可。
2.2 試片表面狀態的準備
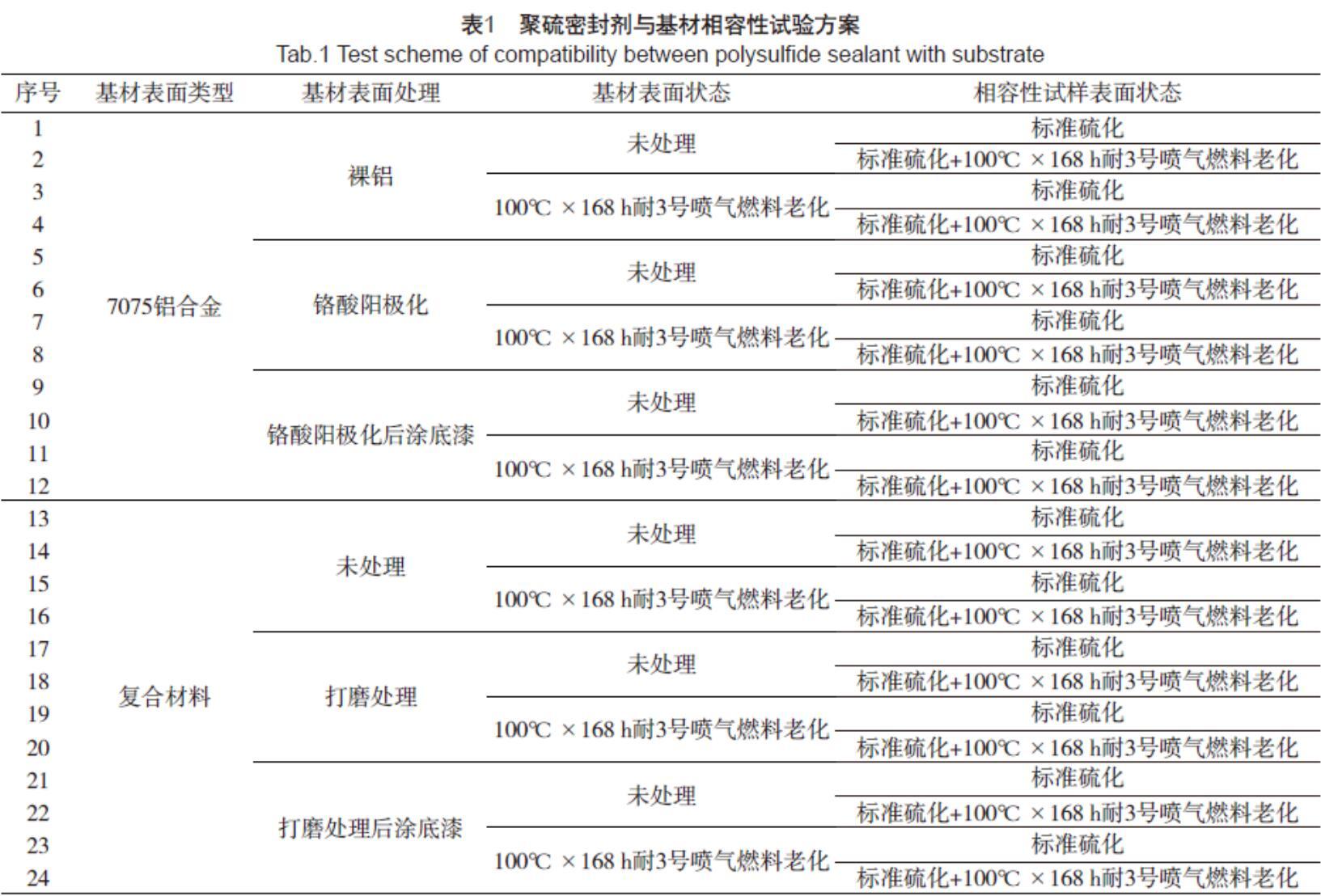
結合聚硫密封劑與不同基材表面接觸的可能性,進行了聚硫密封劑與基材表面相容性試驗,試驗方案如表1所示。
2.3 試樣制備
2.3.1 聚硫密封劑與基材表面相容性試樣制備
準備表1中6種不同表面處理方式的試片各8片,將其中每種表面處理后的試片各取4片;取24片基材進行清潔處理;將剩余的24片基材放入盛有3號噴氣燃料的玻璃缸,待試片完成浸泡后,用相同的方法清潔試片表面,制樣。
將上述剝離試樣放置在標準溫、濕度條件下硫化14 d后,取12種不同基材表面狀態的相容性試樣2個,共計24個相容性試樣,進行測試,剩余的24個相容性試樣進行100℃×168 h耐3號噴氣燃料老化試驗后再進行測試。
2.3.2 聚硫密封劑相互間相容性試樣制備
準備7075陽極化鋁合金試片8片,用相同的方法進行表面清潔后將試片放置在180°剝離標準試片成型模具的下模凹槽中,將聚硫密封劑涂覆至試片露出表面并刮平,使得被修補密封劑層的表面與凹槽頂部平齊,厚度約為3.20 mm;在標準溫、濕度條件下硫化14 d后,取其中4個試樣進行100℃×168 h耐3號噴氣燃料老化試驗;將涂覆有聚硫密封劑的試片置于相容性試片成型模具下模的凹槽中,制得相容性試樣,試樣如圖1所示。
將上述相容性試樣放置在標準溫、濕度條件下硫化14 d后,取底層密封劑層未老化及老化處理的試樣各2個,進行測試;剩余的4個相容性試樣進行100℃×168 h耐3號噴氣燃料老化試驗后再測試。
2.4 性能測試
剝離強度:硫化試樣按照HB/T 5249—1993標準,采用電子拉力機進行測定,測試溫度為(23±2) ℃。
3 結果與討論
3.1 聚硫密封劑與基材表面不同狀態相容性試驗結果
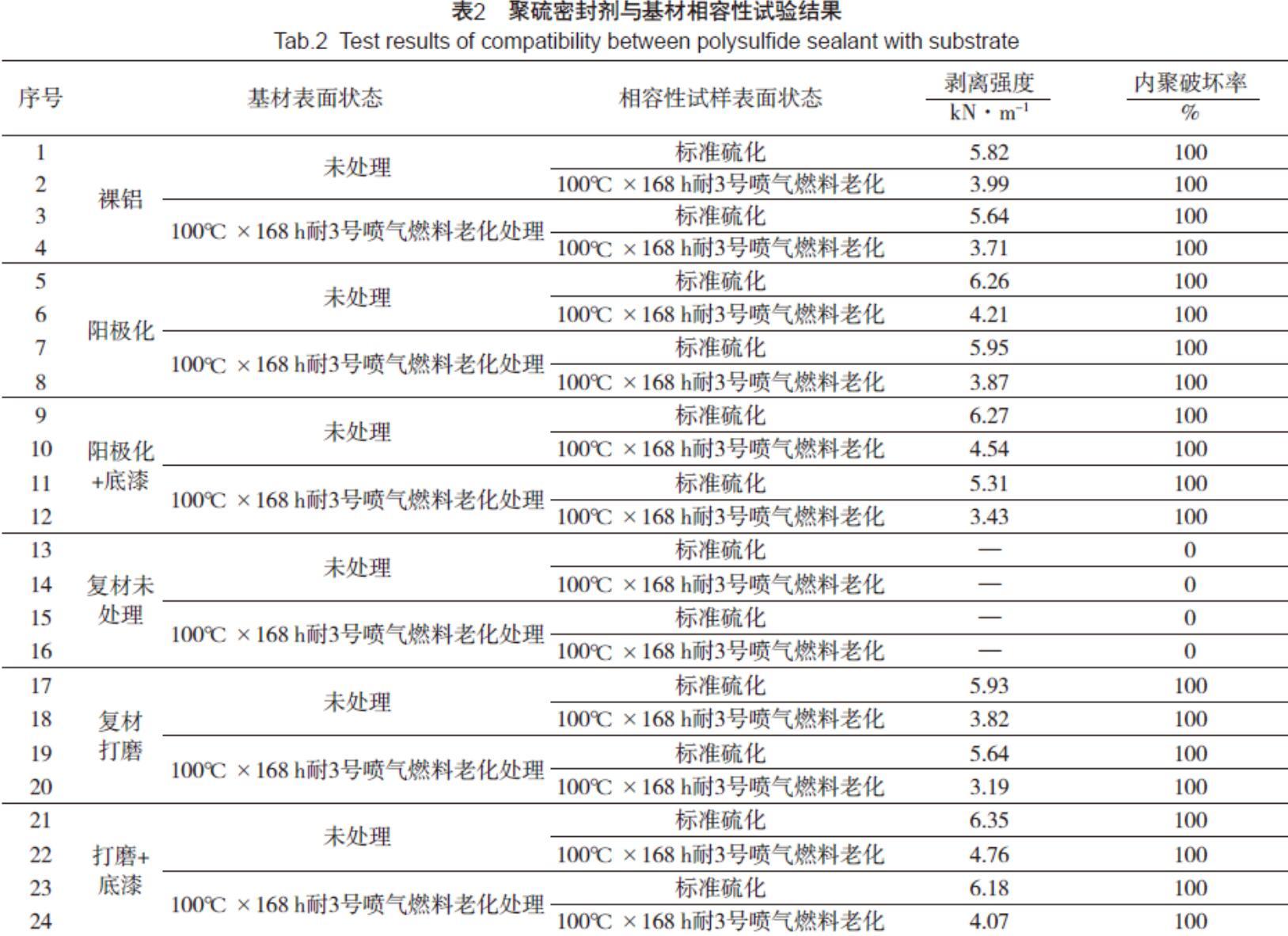
聚硫密封劑與不同基材的不同表面狀態相容性試驗數據如表2所示。
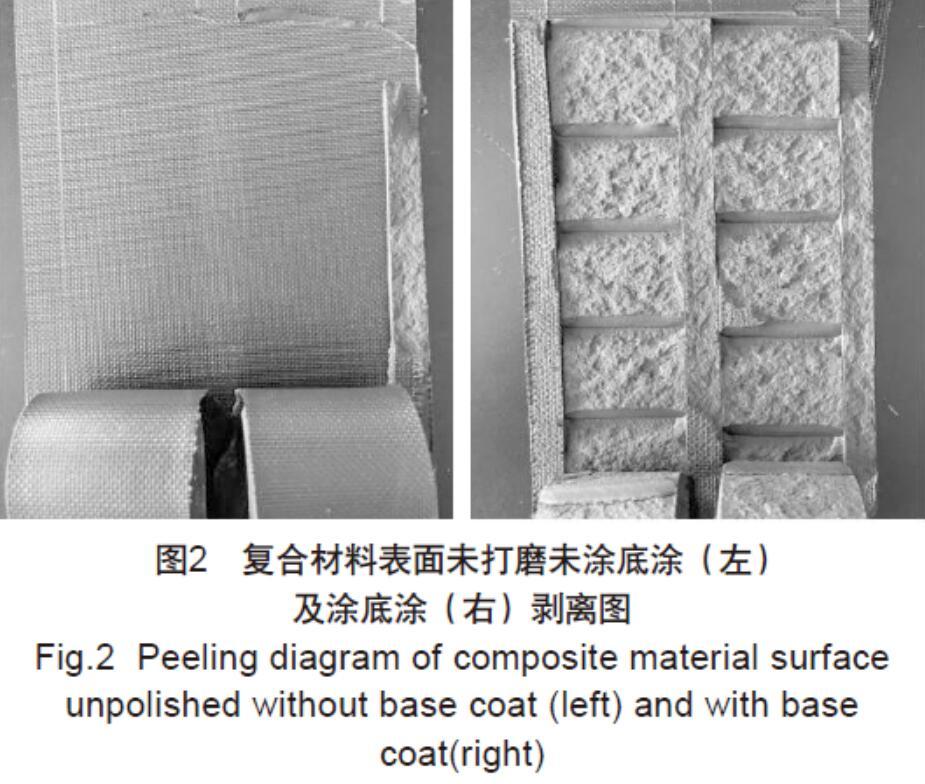
由表2可看出,聚硫密封劑與鋁合金不同表面不同老化狀態時均具有良好的相容性,可達100%內聚破壞;對于復合材料除未打磨時,聚硫密封劑與其表面亦具有良好的相容性。復合材料表面未打磨處理時,聚硫密封劑與該狀態的表面出現光板現象,如圖2(左)所示。其原因可能為復合材料表面一層脫模劑,影響了密封劑與復合材料表面的相容性。針對這一現象,采用在未打磨的復材表面涂覆一層底涂的方法,然后進行相容性試驗。試驗結果:在標準硫化條件時,出現100%內聚破壞,剝離強度為6.40 kN/m,如圖2(右)所示。在其余試驗條件下時,密封劑與復材表面未出現脫粘現象,內聚破壞率均為100%,相容性好。
3.2 聚硫密封劑相互間相容性試驗結果
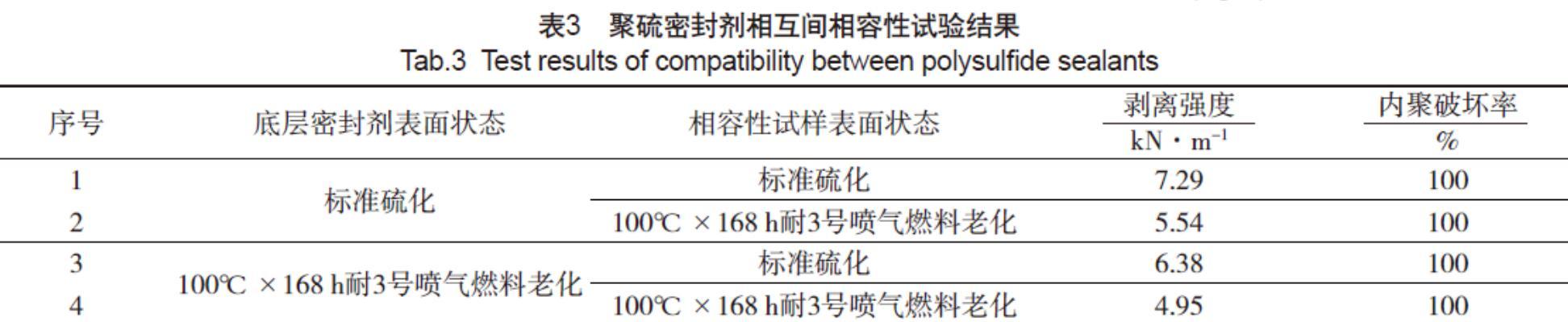
以陽極化鋁合金為基材,進行不同狀態條件下聚硫密封劑相互間相容性試驗,試驗結果如表3所示。
由表3可看出,在100℃×168 h耐3號噴氣燃料老化前后聚硫密封劑相互間均具有良好的相容性,內聚破壞率為100%。
4 結語
(1)聚硫密封劑與鋁合金基材不同表面狀態具有良好的相容性;
(2)聚硫密封劑與復合材料除未打磨時,其余狀態下亦具有良好的相容性;當復材表面無法進行打磨處理時,可以采用在復材表面涂覆粘接底涂的方法,改善二者界面的相容性;
(3)聚硫密封劑相互間相容性良好,未出現分層或脫粘等現象。
參考文獻
[1]魏學志,王 聲. 關于飛機機翼整體油箱典型故障的診治[J]. 新技術新工藝,2019(6):9-12.
[2]李東升,翟雨農,李小強. 飛機復合材料結構少無應力裝配方法研究與應用進展[J]. 航空制造技術, 2017,(9):30-34.
[3]邢麗英,包建文,禮嵩明,等. 先進樹脂基復合材料發展現狀和面臨的挑戰[J]. 復合材料學報,2016,33(7):1 327-1 338.
[4]COLEMAN R M. The effects of design, manufacturing processes and operations management on the assembly of aircraft composite structure[D]. Massachusetts:Massachusetts Institute of Technology, 1991.
[5]杜善義. 先進復合材料與航空航天[J]. 復合材料學報,2007,24(1):1-12.
[6]劉 兵,彭超群,王日初,等. 大飛機用鋁合金的研究現狀及展望[J]. 中國有色金屬學報,2010(9):1 706-1 715.
[7]葉 鑫,安魯陵,岳烜德,等. 填隙補償對碳纖維/環氧樹脂復合材料-鋁合金裝配結構力學性能的影響[J].復合材料學報,2020,37(9):2 183-2 199.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29