淺析帶壓密封技術(shù)方法應用
2021-01-08 14:13:30李浩榮孔慶富陳海倫張博洋
化工管理 2020年36期
李浩榮 孔慶富 陳海倫 張博洋
(1.吉林化工學院機電學院,吉林 吉林 132022;2.中國石油吉林石化公司丙烯腈廠,吉林 吉林 132021)
1 概述
在國內(nèi)外化工行業(yè)的生產(chǎn)運行過程中,管道泄漏一直是一個無法避免的問題,我國目前應對管道泄漏比較成熟的技術(shù)是帶壓密封技術(shù)。帶壓密封技術(shù)最早起源于美國,1920年美國人克萊·弗曼在紐波特的造船廠開發(fā)了在管道帶壓下泄漏密封的方法,并對其進行了其他行業(yè)的擴展[1]。我國帶壓密封技術(shù)始于20世紀50年代,是利用帶壓補焊處理鋼鐵行業(yè)中的承壓設(shè)備泄漏,但是很長時間都是嚴禁使用的,直到20世紀80年代初帶壓密封技術(shù)才得到開發(fā)與應用[2]。目前我國在帶壓密封領(lǐng)域獲得數(shù)百項國家專利和重點新產(chǎn)品,公開發(fā)表學術(shù)論文300余篇,據(jù)報道在我國該項技術(shù)已成功消除各類泄漏達50多萬起,挽回經(jīng)濟損失共達60多億元,社會效益巨大。
2 不同帶壓密封技術(shù)方法優(yōu)缺點及操作
帶壓密封技術(shù)在各大企業(yè)中得到應用廣泛,與該技術(shù)擁有的技術(shù)特色和優(yōu)越性是不可分開的。帶壓密封技術(shù)在密封作業(yè)過程中,不用停車,不用改變介質(zhì)的壓力、溫度等工況便可以完成泄漏密封。根據(jù)溫度、介質(zhì)、壓力的不同,選擇不同帶壓密封技術(shù)進行泄漏密封,以下幾種帶壓密封技術(shù)被廣泛應用于各大行業(yè)[3]。
2.1 注劑式帶壓密封技術(shù)
注劑式帶壓密封技術(shù)是專門研究密封結(jié)構(gòu)失效后,怎樣在流體介質(zhì)外泄的情況下,采用特制夾具、密封注劑和液壓注射工具在泄漏缺陷部位迅速建立一個新的密封體系的一門技術(shù)。注劑式帶壓密封技術(shù)基本原理是:向特定的封閉空腔注射專用密封注劑,堵塞或隔離泄漏介質(zhì)通道,達到一定的密封比壓阻止介質(zhì)外泄,實現(xiàn)良好的密封目的[4]。
方法步驟:(1)將卡具安裝在泄漏部位;(2)將注膠槍頭外螺紋旋至卡具上注膠閥的內(nèi)螺紋上;(3)按照介質(zhì)性質(zhì)選用合適的帶壓密封膠填至注膠槍頭的側(cè)填料口內(nèi);(4)反復壓動注膠手柄將密封膠注入到卡具內(nèi),直到不漏為止。
適用工況:適用于直管、三通、法蘭、變徑、閥門等,壓力1~70MPa,溫度-195~1000℃。優(yōu)點:適用性廣、適用性強、具有良好的可拆性。缺點:夾具制造要求高、耗時、經(jīng)費相對較高。
2.2 包扎捆扎密封技術(shù)
方法步驟:(1)清理漏點周圍污垢;(2)根據(jù)漏點情況剪一塊橡膠皮放在泄漏處;(3)用捆扎帶將橡膠皮一端纏緊,纏繞數(shù)層后逐步向漏點處延伸,往返纏繞數(shù)次即可止漏。
適用工況:噴射狀態(tài)下的直管、三通、法蘭縫、彎頭、活節(jié)頭、小管徑壓力小于1.6MPa。優(yōu)點:方便、快捷、適合及時搶修。缺點:不能達到長久的管道修復效果。
2.3 鉗卡速堵密封技術(shù)
方法步驟:(1)根據(jù)漏點處的管徑和漏點寬度用鋼板制作一個管卡;(2)在正對著漏點的位置附上厚度合適的橡膠皮或聚四氟乙烯;(3)將鉗卡緊于漏點處,直至不漏為止。
適用工況:泄漏管道、直管線管道,內(nèi)部介質(zhì)性質(zhì):壓力、溫度均不高。優(yōu)點:操作簡單、方便、快捷、適合及時搶修。缺點:不適用于高壓、高溫的介質(zhì)泄漏。
2.4 粘接修補密封技術(shù)
方法步驟:(1)根據(jù)管道外徑來決定選擇修補器類型和大小;(2)拆卸下修補器上的螺絲,將修補器套泄漏管道上;(3)將拆卸下的螺絲安裝好,用內(nèi)六方扳手旋緊至不漏為止。
適用工況:泄漏孔徑較小,泄漏部位處有較大的操作空間。優(yōu)點:應用范圍廣,堵漏準備工作較為簡單。缺點:操作較為復雜,對膠粘劑要求高,施工過程中對設(shè)備或管道有一定損壞。
2.5 鋼帶拉緊密封技術(shù)
方法步驟:(1)把鋼帶一端環(huán)繞泄漏體后穿入鋼帶卡內(nèi);(2)將自封墊置于泄漏處,將已穿好的鋼帶壓在自封墊上,并用手做最大的預緊;(3)將鋼帶穿過拉緊器扁嘴及滑塊的導向槽按住壓緊桿,轉(zhuǎn)動把手,拉緊鋼帶;(4)繼續(xù)轉(zhuǎn)動把手直至不漏,鎖緊頂絲,切斷鋼帶。
適用工況:穿孔直徑5mm以下,壓力1MPa以下,適用部位:短期應急的彎頭、法蘭根部、三通、閥體等。優(yōu)點:對泄漏現(xiàn)場應變能力強,定型無需預制,克服卡箍預制時間長缺陷。缺點:工具和封堵器要輕拿輕放,以防產(chǎn)生火花,燃氣泄漏濃度大有火花即可燃爆。
2.6 高頻捻縫密封技術(shù)
方法步驟:(1)將泄漏部位周邊及周圍防腐層清理干凈;(2)用捻縫槍配合捻縫銅條或鉛條直接捻縫達到快速止漏。
適用工況:各類金屬管道容器上,壓力范圍:人員操作時壓力小于5.0MPa,溫度范圍:人員操作溫度50℃。優(yōu)點:操作簡單,堵漏迅速。缺點:泄漏孔徑不能過大,只適用于金屬管道。
2.7 法蘭卡帶密封技術(shù)
方法步驟:(1)在泄漏法蘭上夾緊一只卡蘭鉗,卸下法蘭連接螺絲帽;(2)將拆卸下來的螺絲帽裝回擰緊;(3)把法蘭卡帶套在兩法蘭周圈上,用強力堵漏拉緊器將法蘭卡帶拉緊法蘭卡帶;(4)在包裹兩法蘭縫隙法蘭卡帶上部用沖子沖個凹坑;(5)把將注膠槍頭旋擰至絲桿注膠嘴上,并注密封劑;(6)完成后將多余法蘭帶剪掉完成。
適用工況:壓力小于5.0MPa,溫度小于850℃。優(yōu)點:泄漏情況應用廣,定性無需預制,取材方便。缺點:操作較為復,工具要求輕拿輕放,防止產(chǎn)生火花引爆炸。
3 雙層夾具設(shè)計理念及結(jié)構(gòu)
3.1 雙層夾具的設(shè)計理念
通常我們所說的帶壓密封夾具指的是單層夾具,雖然應用廣泛,但是在石油、化工等各大行業(yè)中存在各式各樣的泄漏,仍然有一些情況用通常的設(shè)計理念是無法完成的。當泄漏孔徑大于10mm時,通常的單層夾具無法完成泄漏密封[5-6],為此本文提出雙層夾具設(shè)計理念。
3.2 雙層夾具結(jié)構(gòu)設(shè)計
當管道大孔徑泄漏時,可以通過雙層夾具中的內(nèi)夾具將泄漏孔覆蓋住的方法間接減小泄漏孔,泄漏介質(zhì)從管道流出到內(nèi)夾具表面,在進入到空腔中,最后從外夾具的注劑接頭流出。
3.2.1 內(nèi)層夾具結(jié)構(gòu)設(shè)計
內(nèi)層夾具是起到引流和部分承壓作用,密封劑進入到注劑空間,即內(nèi)外夾具形成的空腔,從而達到密封的作用。內(nèi)層夾具左右兩側(cè)縱向各有兩條細溝槽,當注劑流入溝槽中,形成密封圈,防止密封劑進入泄漏孔。上下橫向各有一條溝槽,作用是泄漏介質(zhì)的引流,內(nèi)夾具外側(cè)有一條溝槽,其與外夾具的注劑孔相對應,注入密封劑時,密封劑通過該溝槽進入到內(nèi)外夾具密封空腔,結(jié)構(gòu)如圖1所示。
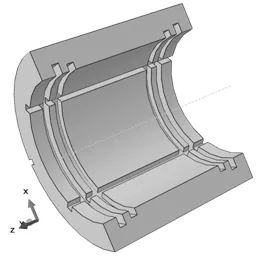
圖1 內(nèi)層夾具三維圖
3.2.2 外層夾具結(jié)構(gòu)設(shè)計
外層夾具主要的作用是承壓和密封,為了更好的達到密封效果,在外層夾具兩側(cè)設(shè)計了兩條細溝槽,當注劑充滿溝槽時,形成密封圈,這樣就能達到更好的密封效果。其注劑孔與內(nèi)層夾具的注劑溝槽相對應,結(jié)構(gòu)如圖2所示。
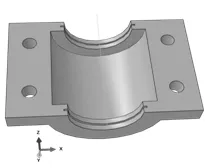
圖2 外層夾具三維圖
3.2.3 內(nèi)外層夾具組合結(jié)構(gòu)
當內(nèi)外層夾具通過焊接等方式組合在一起時就成為了一個整體,當管道泄漏時整體安裝如圖3所示。

圖3 雙層夾具的整體組合
3.3 雙層夾具結(jié)構(gòu)設(shè)計優(yōu)點
雙層夾具的設(shè)計是在管道泄漏孔徑大于10mm大孔徑泄漏的工況下設(shè)計的,其優(yōu)點如下:(1)雙層夾具能有效的解決大孔徑的泄漏,彌補了通用型單層夾具不適用大孔徑泄漏的缺點;(2)內(nèi)層夾具起到了一定承壓作用,如果在相同的溫度、壓力等工況下,雙層夾具整體會承受更大的壓力作用,適用范圍會更廣泛;(3)內(nèi)外層夾具結(jié)構(gòu)的設(shè)計,使整體的雙層夾具達到了更精準、有效的密封效果。
4 結(jié)語
帶壓密封技術(shù)不僅是石油、化工等行業(yè)不可缺少的一項維修技術(shù),現(xiàn)已經(jīng)擴展到發(fā)電、冶金、水利、輕紡等各個領(lǐng)域。本文總結(jié)敘述了幾種常用帶壓密封技術(shù)的操作流程、適用工況及優(yōu)缺點,對于帶壓密封技術(shù)單層夾具存在的不足之處,提出了雙層夾具的設(shè)計理念,并對大孔徑管道泄漏做了雙層夾具結(jié)構(gòu)設(shè)計的研究,從中體現(xiàn)了單層夾具和雙層夾具的相同點和不同點。雙層夾具注劑式帶壓密封是一種技術(shù)上的創(chuàng)新與突破,進行廣泛而深入的研究,具有很大的實際價值,它將為企業(yè)帶來可觀的經(jīng)濟效益和社會效益,具有廣闊的發(fā)展前景。