柴油機水泵葉輪的加工工藝探討
2021-01-10 12:13:07張寶榮馬強靳峰郭巨壽張錦
內燃機與配件 2021年24期
張寶榮 馬強 靳峰 郭巨壽 張錦
摘要: 兩套葉輪機械加工工藝的方案設計有著明顯的差異,方案1將葉輪加工工藝的“以前后蓋板內側流道面當作軸向找正基準且以葉輪的進口直徑作為徑向尋找正基準”的找正當作關鍵;而對于方案2來說,則是將 “以前后蓋板內側流道面當作軸向找正基準且以葉輪的進口直徑作為徑向尋找正基準”的找正操作難度降低,僅僅依靠工裝和加工工藝編排等方法,來使葉輪的質量得到保證。
Abstract: There are obvious differences in the scheme design of the two sets of impeller machining processes. Scheme 1 takes the alignment of the impeller machining process of "taking the inner channel surface of the front and rear cover plates as the axial alignment datum and the inlet diameter of the impeller as the radial alignment datum" as the key; For scheme 2, the alignment operation of "taking the inner channel surface of the front and rear cover plates as the axial alignment reference and the inlet diameter of the impeller as the radial alignment reference" is reduced, and the quality of the impeller is guaranteed only by means of tooling and processing technology arrangement.
關鍵詞: 水泵葉輪;加工工藝;制定原則;關鍵環節
Key words: water pump impeller;processing technology;formulate principles;key link
中圖分類號:U464.138+.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)24-0041-03
0? 引言
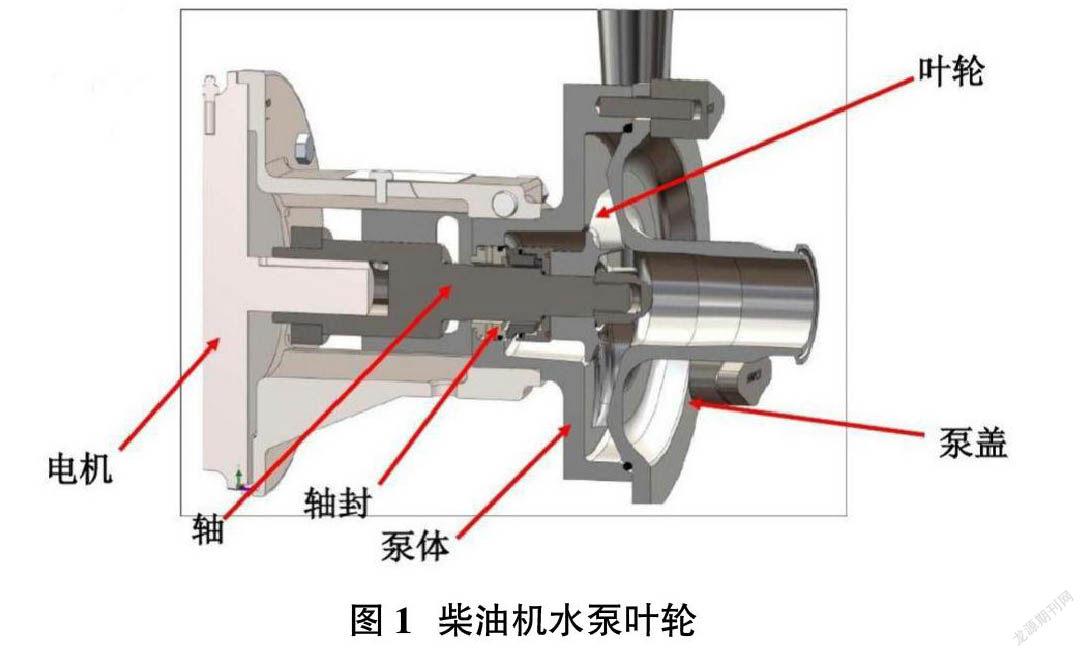
柴油機水泵葉輪中葉輪是其中的核心部件,其組成部分包括前后蓋板和中間的葉片。葉輪在受到力的作用下,就不再能夠進行液體的吸入,反而要吸進相應的液體。柴油機驅動水泵葉輪工作的整個過程,實質上就是葉輪中的液體圍繞著葉片流動的過程,繞流運動中會帶動相關的液體進行運動,這個運動產生的力會作用在葉片上,產生一定的力作用,這時的力度作用說明對葉片產生了力作用,并且這個力的作用特點是方向相反的和大小相等的,這個力被稱為功,產生功的作用就說明液體受到了一定的能量作用,這才導致液體流出葉輪[1]輸送中性介質液體的水泵主要使用的材料是鑄鐵葉輪,如清水離心泵。鑄鋼葉輪主要包括油泵、高溫高壓泵等。本文探討的是鑄鐵和鑄鋼葉輪的機械加工工藝,具體內容如下:
1? 柴油機水泵葉輪的加工工藝制定原則
從柴油機水泵葉輪中水泵葉輪材質是鑄鋼及鑄鋼葉輪的加工工藝來說,鑄鐵以及鑄鋼葉輪的鑄造成型一般都是普通砂型,型砂的種類也是多種多樣的,通常包括水泥自硬砂樹脂砂。葉片的開式、半開式葉輪加工工藝一般都不需要型砂發揮作用,依靠模型造型直接進行澆鑄即可完成。而對于閉式葉輪和復雜空間扭曲葉片的開式、半開式葉輪來說,需要依靠單獨的型芯,之后再將其放置在沙型腔里進行澆鑄[2]。閉式的葉輪前蓋板和后蓋板內表面的作用是能夠形成流動的通道,在其中間分布的葉片呈現的是沿著圓周方向的形狀。水力模型鑄造而成的葉輪前蓋板、后蓋板的內側和中間的葉片形狀,不用再實施機械加工。進一步加工處理前蓋板的外側、前口環、吸入口端面、后口環、平衡孔和軸孔以及鍵槽和后蓋板外側等的表面。在進行切削加工時,要遵循產品圖樣上的具體要求,如葉輪產品的大小和尺寸以及外形等。形位公差的也要依據圖樣上的具體要求。最后,利用靜平衡實驗來對葉輪進行檢測。
柴油機水泵葉輪加工工藝的制定原則,要能夠保證前后蓋板形成的流道和中間葉片圍繞理論軸心線旋轉。通過對加工工藝制作原則的掌握,才能夠使葉輪前蓋板和后蓋板有一個均勻的厚度。保持葉片的長度一致,圍繞軸心線沿著圓周的方向進行均勻的分布,保證有均勻的液流從葉輪中流出,從而使水泵的水力性能保持在良好的狀況下。假設前蓋板和后蓋板有不均勻的厚度,中間的葉片長度就不能達到一致,這樣一來就不能圍繞軸心線沿著圓周的方向進行均勻的分布就會導致液流從葉輪中流出時,呈現出左右搖擺的情況。液流對葉片的反作用力也會變得不平衡和不均勻,會在很大程度上影響水泵水力性能的發揮,使水泵在進行工作時不僅會產生振動,還會伴隨著刺耳的噪音,從而引起水泵的運行穩定和可靠性大大降低。
柴油機水泵葉輪的機械加工工藝在制定時,還考慮四大方面的切削加工要求。第一點,要遵循先粗糙再精細的原則。在對相關的零件進行加工處理時,如果對精度的要求比較高,那么在進行加工時要經過的加工過程就會比較多,如粗加工、半精加工、精加工和光整加工等[3];第二點,要遵循基準面先行的原則,也就是說有精基準表面的可以進行先加工;第三點,要遵循先面后孔的加工切削原則,因為對于孔的加工來說,需要在有了一個平面的基礎上;第四點,要遵循先主要后次要的原則。這表明在進行具體的切削加工時,需要先進行主要表面的切削加工,再進行次要表面的加工處理。
2? 柴油機水泵葉輪的加工工藝制定
鑄鐵及鑄鋼水泵葉輪的切削加工需要在特定的環境和條件下進行,需要在特定的車床上進行切削加工。切削加工處理之后,還要保證符合相應的要求。如,保證水泵葉輪的前后蓋板內表面形成的通道和中間葉片圍繞著理論軸心線旋轉、保證前后蓋板的厚度均勻過渡、水泵葉片的長度相同,并且還要圍繞軸心線沿著圓周方向均勻分布。同時,對于水泵葉輪的尺寸、精度和形位公差等的加工工藝處理來說,都要與產品圖樣的要求和標準之間不存在誤差。通過水泵葉輪加工工藝的制定原則,可以用圖1的柴油機水泵葉輪的圖樣產品生產加工作為具體的案例,并且對柴油機的水泵葉輪的機械加工工藝進行具體和詳細的分析[4]。
在對柴油機水泵葉輪進行切削加工工藝處理時,對于水泵葉輪的前蓋板和后蓋板內側表面和中間的葉片表面不做任何調整和改變,對其他部分進行適當的調整和加工處理。柴油機水泵葉輪產品在進行加工處理時,也有一些要求比較高的加工處理,如,對前口環和后扣環的外圓表面加工,在加工之后及時查看兩者的尺寸公差和油孔中心線的圓跳動公差,確保它們符合圖樣產品生產的具體要求。注意前蓋板和后蓋板的厚度能夠均勻的過渡。對于軸孔的精度和尺寸的要求也相當高。鍵槽的要求也要符合對軸孔中心線的對稱要求。這種情況下,設計的水泵葉輪機械加工工藝便成為方案1,具體的加工工藝內容如下:
工序1:用前后蓋板的內側流道表面作為軸向找正基準且以葉輪的進口直徑作為徑向尋找正基準,使用的是四爪卡盤,將水泵葉輪中的后口環(或者外徑)夾持上,將位置找正后夾緊。車葉輪進口端面、對車刀進行校正,水口內圓并且倒角,車葉輪前口環、車前蓋板外表面和車軸空前斷面以及葉輪外徑。仔細的找正“以前后蓋板內側流道面當作軸向找正基準且以葉輪的進口直徑作為徑向尋找正基準”,使葉輪前蓋板和后蓋板的內表面流道和中間葉片能夠圍繞理論軸心線進行旋轉,保證前蓋板有均勻的厚度來做過渡處理。
工序2:主要是對前口環外圓和口環端面的加工處理,需要利用三爪卡盤這一工具,發揮其夾緊作用,找正水泵葉輪中的前口環找正部件。車后蓋板外表面、葉輪后口徑和端面、平衡孔凹槽、軸孔后端面以及軸孔和葉輪外徑等。對葉輪軸孔、口環和外徑的同心度的工藝處理來說,不能隨意的進行加工工藝處理,除了遵循一定的加工工藝原則之外,還要盡可能使其符合圖樣產品生產中的相關要求。同時,保證后蓋板有均勻的厚度來做過渡處理。
工序3:把握軸孔這個關鍵點,在進行水泵葉輪的緊固處理的時候,要利用芯軸進行精車葉輪前口環的加工處理。保證對葉輪前口環和內孔同心度的工藝處理,使其能夠符合相關的要求和標準。
工序4:利用葉輪打造平衡孔。這個步驟可以使用鉆模進行操作,將平衡孔的位置打造處于一個兩個葉片的中間位置,并且呈現均勻分布的狀態。
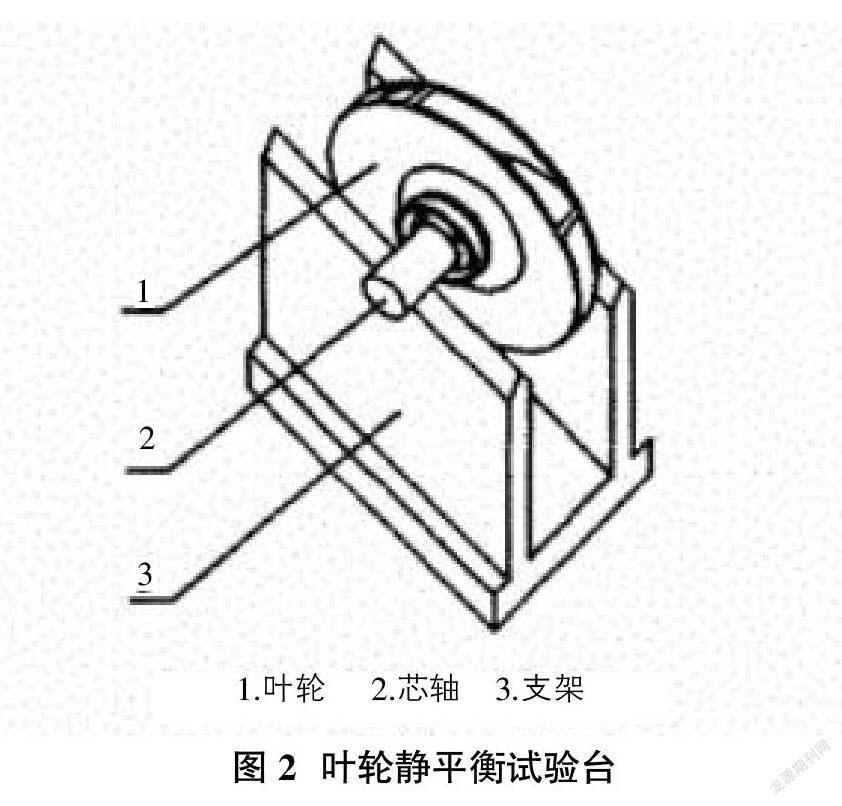
工序5:水泵葉輪的靜平衡試驗。其中關鍵內容就是保持離心泵的葉輪處于平衡的狀態,這是因為水泵的平衡直接和水泵的性能建立起密切的聯系,能夠對水泵的振動情況、噪音的制造、水泵自身的穩定性和可靠性都產生影響。葉輪靜平衡的試驗需要在葉輪靜平衡試驗臺上進行操作,具體的操作流程如下:
首先,需要在葉輪中裝入芯軸,并且將其放置在靜平衡實驗臺的水平軌道上,如圖2所示。
其次,因為葉輪本身的不均勻質量,導致芯軸在水平軌道上運行時,其自身的轉動方向會更加偏向于比較重的地方。在較重的地方施加帶有重力的鐵塊,這樣一來,就能夠保證葉輪無論處于什么位置,都能夠停止運動,這時就達到了靜平衡。
再次,要將鐵塊的質量稱量出來,這樣就能夠得出葉輪的靜不平衡量。
最后,當葉輪出現了向一側偏移的情況,就要對比較重的這一側進行減重處理。在減重時,可以利用銑床來對其進行銑削處理。在進行銑削的時候,還有注意掌握一定的要求和標準,銑削的深度不能夠超過葉輪蓋板的厚度的三分之一。對葉輪進行銑削加工處理之后,將芯軸重新安裝上,再次進行靜平衡試驗。如果仍舊沒有達到理想的狀態,還要對葉輪進行重復性的加工處理,直至符合相關的要求和標準。
工序6:在對后口環和口環端面進行加工工藝的處理時,需要找準兩者的具體定位,利用三抓卡盤來對葉輪后扣環進行夾持,將軸孔插鍵槽的位置找正,并且使鍵槽的位置保持在一個對稱的狀態,呈一定的對稱度。
方案1的整個加工工藝在葉輪的尺寸和形位公差與葉輪圖樣上的要求上沒有出現誤差和不相符的情況,因此這個方案符合葉輪圖樣的生產要求。方案1的柴油機水泵葉輪的靜平衡實驗中的銑削的重量比較少,這些都充分說明了方案1的可行性和加工工藝制定的科學性和可靠性。
在方案1中,工序1的內容提到仔細的找正“以前后蓋板內側流道面當作軸向找正基準且以葉輪的進口直徑作為徑向尋找正基準”,做好了這一個關鍵性的內容,能夠使葉輪前蓋板和后蓋板的內表面流道和中間葉片能夠圍繞理論軸心線進行旋轉,對葉輪的靜平衡實驗來說,實驗本身比較簡單,并且去重比較少。這個過程本身也不具有很高的難度,能夠在很大程度上保證水泵葉輪有良好的水力性能,使水泵的振動和帶來的噪音能夠大大的降低,從而提升水泵的穩定性與可靠性。但是找正這個環節本身就具有一定的難度,要想做好這個環節,不僅需要操作者具備良好的操作技術,還要保證操作者的具有良好的工作態度和工作的責任感和使命感,這樣才能夠保證方案1的柴油機水泵葉輪能夠得到良好的加工生產。基于方案1存在的這種問題,為了保證克服這一困難,因此制定了另外一套找正的水泵葉輪加工工藝,即方案2。
工序1:將定位基準確定為葉輪前蓋板和后蓋板的內側表面,利用特制三爪卡盤進行夾持。
工序2:對葉輪的前水口內圓和葉輪進水口環端面進行加工工藝處理時,要將兩者的定位找準,使用三爪卡盤支撐葉輪的進口內圓。同時,還涉及對車后蓋板外表面、葉輪后口環和端面以及軸孔和葉輪外徑等的加工處理。對葉輪后口環、外徑和軸口的同心度的工藝處理,要符合相關的要求,保證后蓋板有均勻的厚度來做過渡
處理。
工序3:對葉輪的外圓和葉輪后蓋板端面進行加工處理時,要找準兩者的基準定位位置,對葉輪的外圓進行夾持處理。車前蓋板外表面和車軸孔前端面。使葉輪的前蓋板厚度保持在均勻的狀態下。
工序4:對葉輪的軸孔進行加工工藝處理時,要做好緊固處理,借助芯軸的作用精車葉輪前口環。
工序5:利用葉輪打造平衡孔。這個步驟可以使用鉆模進行操作,將平衡孔的位置打造處于一個兩個葉片的中間位置,并且呈現均勻分布的狀態。
工序6:對水泵葉輪進行靜平衡試驗的操作。對水泵的葉輪實施相應的減重處理,之后在進行靜平衡實驗,直到靜平衡實驗獲得的結果能夠滿足產品制作的相關要求和標準。
工序7:將定位確定在葉輪后口環和口環端面上,利用三爪卡盤來對葉輪后扣環進行夾持,將軸孔插鍵槽的位置找正,并且使鍵槽的位置保持在一個對稱的狀態,呈一定的對稱度。
柴油機的水泵葉輪加工工藝方案2和方案1相比,方案2的前兩道加工工藝和方案1相比的優勢更加明顯,能夠最大限度內滿足葉輪的加工質量和水平。方案1和方案2相比,方案2還有一個差異是在特制三爪卡盤上。對于方案1來說,與方案1的加工工藝比較類似的方案產品生產,只要處理好其中的關鍵環節,做好了這一環節也就意味著滿足了保證輪前蓋板和后蓋板的內表面流道和中間葉片能夠圍繞理論軸心線進行旋轉。
對柴油機水泵葉輪的機械加工工藝方案制定,葉輪產品批量的大小是首要考慮的因素。一般來說,試制品或者批量比較小的葉輪,需要盡可能選取一些通用型的設備或者夾具來進行加工處理。對于一些比較大批量的葉輪生產來說,要盡可能的選用專用型的夾具,并且這些夾具還應當是特制的,這樣才能夠提升葉輪的實際生產產量和保持產品質量的穩定性。除了對葉輪產品批量的考慮之外,還應當考慮葉輪的外形和葉輪的尺寸大小,結合葉輪生產的具體情況,使各工序的定位基準確定下來,及時的調整和選擇夾持的位置,從而保證葉輪機械加工工藝制定的合理性。
3? 結束語
對于柴油機水泵葉輪來說,水泵的性能直接受到葉輪的影響。一般情況下,水泵葉輪的加工工藝需要保證葉輪前蓋板和后蓋板的內表面流道和中間葉片能夠圍繞理論軸心線進行旋轉。柴油機水泵葉輪的水力性能和水力設計要處于相符合的狀態,柴油機水泵葉輪的運行要具有穩定性和可靠性,并且還要保證水泵本身有較小的振動和噪音。
對于水泵來說,本身具有相當多的型號和種類,再加上水泵產品的大小批量不同、形狀尺寸和外貌特點不同以及葉輪后口環和平衡孔的有無和安裝位置都有差異,所以水泵的制造廠家對于水泵的加工工藝也并非相同。但是對葉輪的生產來說,不變的原則就是保證輪前蓋板和后蓋板的內表面流道和中間葉片能夠圍繞理論軸心線進行旋轉。
參考文獻:
[1]黃立榮,黃蘭杰,劉云霞,趙祎,董長龍,袁曉桐.基于柴油機冷卻水泵葉輪損壞問題開展的分析與改進研究[J].水泵技術,2021(02):9-14.
[2]陳廣建.消防水泵葉輪車削加工夾具設計及工藝改進[J].現代制造技術與裝備,2021,57(02):126-127.
[3]張景娟,郭忠彬,蓋文.船用水泵葉輪加工工藝[J].金屬加工(冷加工),2020(12):22-24.
[4]趙朝良.淺談水泵設計及使用中的節能降耗[J].農業科技與信息,2020(13):122-123.
