數控銑削機床孔加工工藝及精度控制分析
2021-01-10 12:13:07周淑娟
內燃機與配件 2021年24期
周淑娟

摘要:在工業零件的機械加工中,孔加工應用的范圍較大。孔加工的精度直接關系到零件自身的質量,所以在孔加工中,應該詳細了解孔的用途以及相關設計要求,在保證加工質量的基礎上,可以通過工藝和技術的改進來提高孔的加工質量。文章首先闡述了數控銑削機床孔加工工藝,然后對孔加工的精度控制進行了分析,為促進數控機床孔加工工藝的改進和提升提供參考。
Abstract: In the machining of industrial parts, hole machining is widely used. The precision of hole processing is directly related to the quality of the parts themselves, so in hole processing, we should understand the purpose of the hole and related design requirements in detail, on the basis of ensuring the quality of processing, we can improve the processing quality of the hole by improving the process and technology. This paper first describes the hole processing technology of CNC milling machine, and then analyzes the precision control of hole processing, which provides reference for the improvement and promotion of hole processing technology of CNC machine tools.
關鍵詞:數控機床;孔加工;加工工藝;精度
Key words: CNC machine tool;hole processing;processing technology;precision
中圖分類號:TG547? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)24-0109-03
0? 引言
在機械設備組裝的過程中,大部分機械零件的連接基本都是需要機械孔進行固定和拼接。但是孔的用途不同,大小和形狀也有所不同,所以在加工時需要不同的加工工藝,加工精度的控制方式也不相同。數控銑削機床與普通機床在孔加工中雖然加工方法和加工工藝都比較相似,但是由于數控機床為自動化加工方式,所以在制定加工工藝時需要考慮到影響孔加工精度的因素,然后有針對性的制定改進措施。在實際加工中,工件的材料不同,孔的用途不同,所采用的加工方式和使用的工具都有很大的差異性,所以需要結合具體情況具體分析,切實保證孔加工質量。在數控銑削機床的孔加工過程中,需要設計出孔加工模塊,專門負責孔加工工藝,通過對刀具的管理能夠獨立完成孔系加工。數控銑削機床刀具的性能參數以及加工時的工序等,都會對孔加工的精度有所影響,所以在實際加工中,應該認真核對每個環節,切實保證孔加工質量,為促進我國機械制造業的進一步發展奠定良好的條件。
1? 數控銑削機床孔加工工藝
1.1 數控銑削機床鉆孔加工工藝
鉆孔是孔加工中較為常見的加工工藝,在利用數控銑削機床進行孔加工的過程中,需要根據相應的設計標準來調整孔的深度和鉆頭的直徑。如果鉆孔的尺寸較大,選擇硬質合金扁鉆較為合適,在剛度上能夠達到加工要求。在鉆孔加工中通常會采用普通的標準麻花鉆,且一般不會設置鉆套進行方向引導。在鉆孔的過程中,麻花鉆很容易因為兩切削刃受力不均而發生鉆孔偏斜的現象。為了提高鉆孔加工精度,可以提高兩切削刃的刃磨精度,同時要保證兩切削刃的長度處于一致,頂角與鉆頭軸心線處于對稱的工作狀態。為了保證鉆孔加工的效率,可以對麻花鉆進行相應的處理,在鉆頭表面進行涂層處理,能夠顯著提升鉆頭的抗粘結性和耐磨損性,斷屑效果也會有所提升,降低軸向切削力,同時還可以延長鉆頭的使用壽命。如果鉆孔的直徑在20~60mm之間,可以選擇硬質合金淺孔鉆,在鉆桿的芯部設置冷卻通道,在前部設置排屑槽,鉆頭外緣處的刀片應該具有較強的耐磨性,鉆芯附近的刀片應該有較強的韌性,既能夠提高加工效率,又能夠保證加工精度,這種加工工藝在箱體類的鉆孔加工中應用較為廣泛[1]。
1.2 數控銑削機床鉸孔加工工藝
鉸孔加工主要是利用鉸刀切除工件孔壁上多余的金屬層,以此來提升孔加工的精度和孔表面的平滑度。因為鉸刀的刀齒數量較多,切削余量小,切削阻力小,導向性好,加工精度高,所以在鉆孔或擴孔完成后,對于提升孔壁的加工精度會較好的效果。鉸孔一般會采用數控銑削機床的浮動鉸刀進行加工,在鉸孔加工過程中所產生的誤差,大多是因為刀具安裝不精準以及刀桿的徑向跳動所致。但是浮動鉸刀在自動化加工狀態下,能夠自動完成誤差補償,刀桿會根據加工狀態不斷自我調整。為了保證鉸孔加工過程中的穩定性,一般會在鉸前孔口的位置設置倒角,這樣浮動鉸刀的定心會更加精準,誤差也會大大降低。為了保證鉸孔加工的效率和質量,要保證有適宜的鉸削余量,避免因為鉸削余量過大而增加刀齒的切削負荷,從而導致孔壁表面粗糙度增加,同時也會加劇鉸刀的磨損。而鉸削余量過小,則會影響到對上道工序殘留變形的糾正,鉸削精度無法達到預期的效果。為了避免鉸削時碎屑粘附刀刃,應該使用切削液沖洗掉碎屑,同時還能夠降低工件和鉸刀的溫度,防止熱變形[2]。
1.3 數控銑削機床鏜孔加工工藝
鏜孔加工一般是對已經預加工過的模具進行擴大孔的操作,其工藝特點是被加工的模具旋轉,然后刀具做進給運動。這種加工方式能夠保證孔的軸心與機床主軸軸心的一致性,從而提升加工的精度。鏜孔加工工藝相對較難,因為其不能在加工中調整下刀量,也不能靠調節數控機床按鈕來更改加工直徑,所以只能通過調整組織和全自動補償功能來控制加工精度。在鏜孔加工中,主要是采用懸臂加工的方式,所以在加工過程中要保證兩刃或者兩刃鏜刀頭對稱性良好,在加工時保證徑向切削力的平衡性,以此來降低孔加工中出現振動,提高孔加工精度[3]。
2? 數控銑削機床孔加工精度控制
2.1 鉆孔加工精度控制
提高鉆孔加工精度。鉆孔加工是孔加工的第一道工序,會直接影響到孔加工的整體質量,同時作為下道工序開展的前提和基礎,數控銑削機床轉孔加工過程中需要注意刀具的選擇和加工流程的控制。在孔加工過程中,鉆孔加工作為首道工序,鉆孔加工精度會對孔加工整體質量帶來直接的影響,同時也是下道工序實施的基礎。因此在數控銑削機床孔加工時,需要合理選擇刀具,并控制好加工流程。在鉆孔加工作業時,宜選擇高速鋼鉆頭和硬質合金鉆頭,而且在具體安裝之前,還需要保證鉆頭的比直性。通常情況下工作人員宜在平面臺上平放鉆頭,并用手輕轉鉆頭,對鉆頭的具體情況進行觀察,判斷鉆頭的比直度,當鉆頭與平板接觸區域透光不均勻時,則表明鉆頭為彎鉆頭,不允許在鉆孔加工作業中進行處理。同時還要對鉆頭兩個主切削刃的對稱性進行分析,對著光舉起鉆頭,并對兩條主切削刃的長度進行觀察,需要重要關注棱邊交接處的高度。當高度不相等時,則應該修磨切削刃,確保兩主切削刃保持良好的對稱狀態,這樣對鉆出孔直徑的擴張區域具有較好的限制作用[4]。
2.2 提高鉸孔加工精度
鉸削是保證孔加工精度的重要階段,在鉸孔加工過程中,為了提高加工精度,主要可從控制主軸跳動和降低鉸刀誤差兩個方面入手。為了控制主軸跳動,在鉸孔加工前,需要用百分表檢測主軸的徑跳狀況,如果跳動頻率處于允許范圍內,則可進行孔加工,如果跳動頻率超過允許的范圍,則需對鉸刀進行修磨處理。在數控銑削機床主軸徑跳次數滿足孔加工要求后,則需要檢查鉸刀的誤差值,確保刀柄處的鉸刀中心定位精度,提高加工流暢的可靠性[5]。
2.3 合理安排數控走刀路線
利用數控銑削機床加工孔時,在具體機械運作路線方面要合理安排。通過定位加工位置,在鉆孔位置處做好加工機械的安裝工作,在具體加工孔時,通常會在孔底動作,返回后至起始工作平面后則需要快速退回至初始點。實際數控機床損傷編輯時具有相對固定的格式,但通常以對坐標位置確定編程為主,通過合理對加工孔的位置進行確定,并完成坐標值的編入工作,控制加工孔的深度和孔底作業時間,還要針對加工機械進給速度進行控制,合理設置運作循環次數。在具體進行孔加工作業時,在針對加工機械進給路線確定時,一般需要對最短路線和精確定位的平衡進行綜合考量,避免出現最短加工路線導致的反向間隙引入而對孔的位置精確度帶來不利影響。因此需要合理選擇與實際相切合的路線,這樣可以有效的實現對誤差的有效控制,進一步促進加工精確度的提升。而且在最短路線原則與精確定位之間發生沖突時,如果對精確度要求較高時,則需要將提高加工孔位置的精確度作為優先考慮的對象。針對加工效率具有較高要求的情況下,需要將選擇最短路線作為優先選擇,這樣可以減少加工時間[6]。孔加工路線如圖1所示。
加工圖示孔系有圖1(a)、圖1(b)所示兩種進給路線,經過比較發現,圖1(a)所示路線最短,定位最快速,加工效率最高。
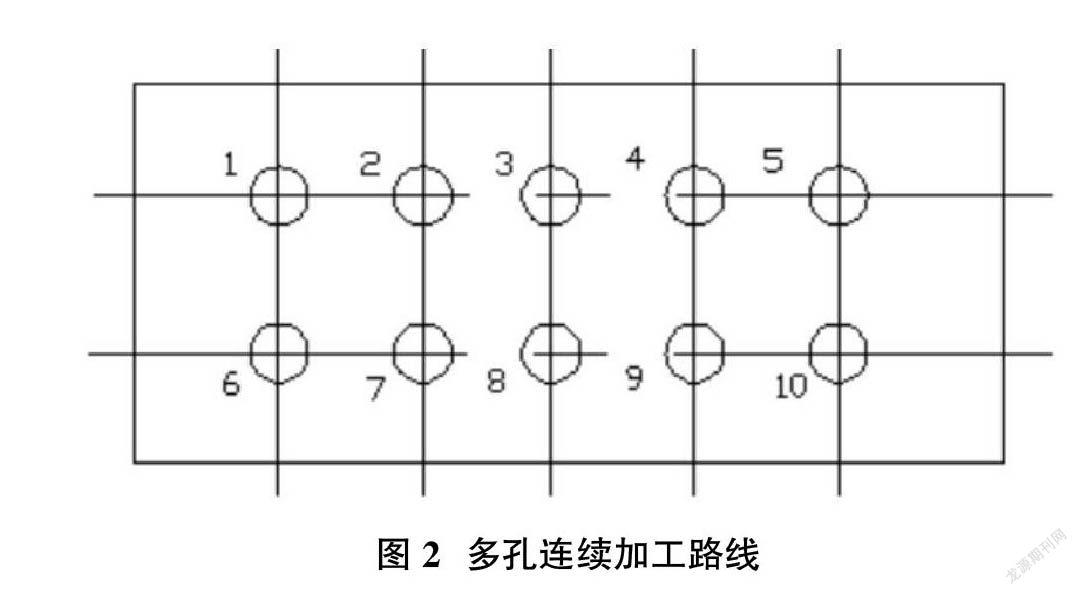
如圖2所示,鉆零件上的十個孔時有兩種路線:路線一為1→2→3→4→5→10→9→8→7→6;路線二為:1→2→3→4→51→2→3→4→5起點→6→7→8→9→10。按路線一鉆孔時,孔1~5的定位方向是從左到右,而孔10~6的定位方向是從右到左,上下兩排孔的定位方向相反,X向的反向間隙會使定位誤差增加,從而影響孔10~6的定位精度;按照路線二加工時,則孔1~10的定位方向一致,避免了反向間隙的引入。
在實際加工作業過程中,通常情況下操作平面(R平面)處于加工位置上方2~5mm處,初始平面位置一般處于加工位置上方50mm處。而且加工機械返回過程為了實現效率最高化,需要對返回平面進行確定。在具體選擇過程中還要對操作機械的工作環境進行綜合考慮,由于加工部位結構相對復雜,而且孔較多,因此要根據具體情況,確保退回過程中加工機械與被操作模具不會出現碰撞而導致工件損壞。在確保工作路線安全的同時,還要盡可能的減少空行時間。
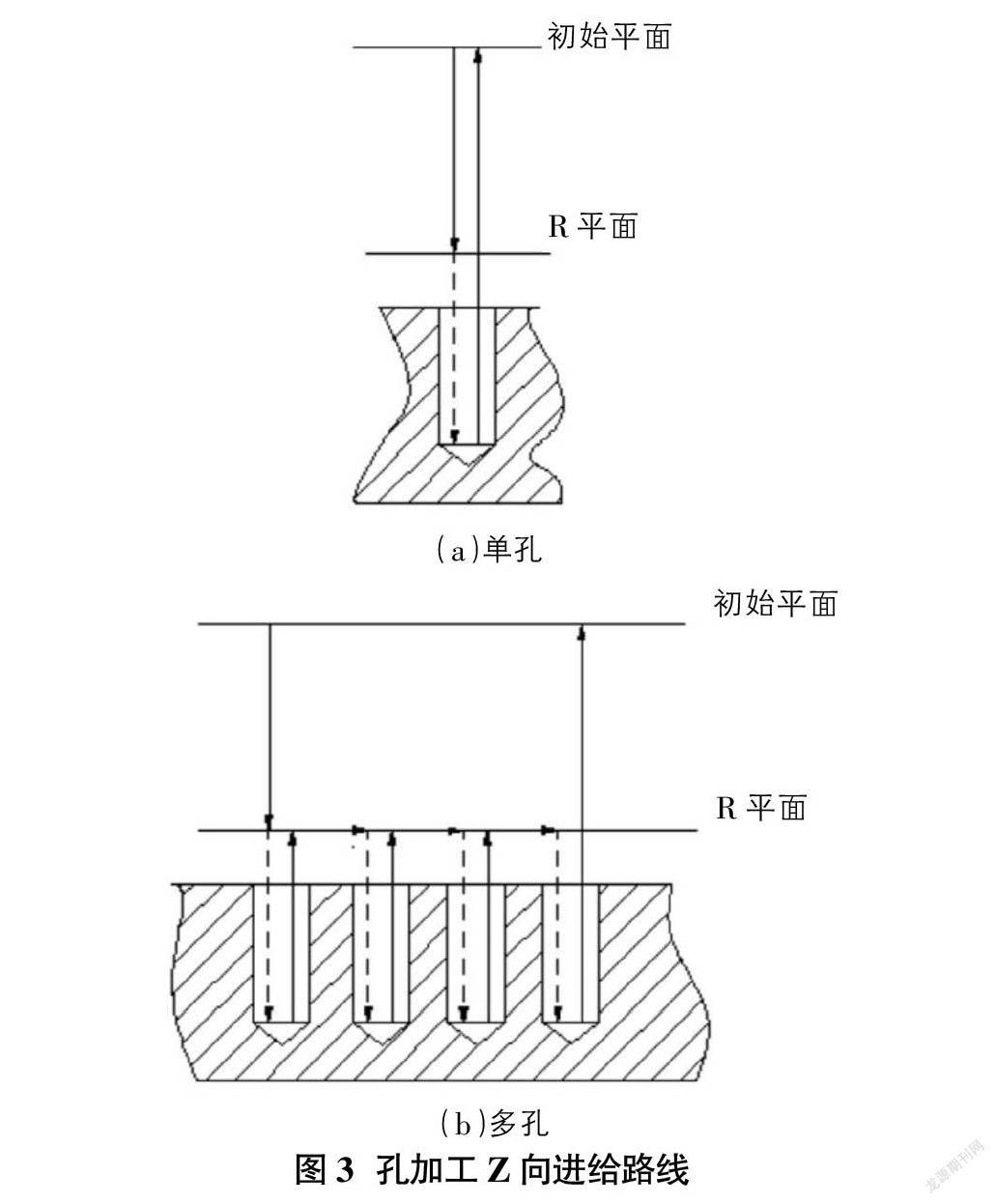
如圖3(a)加工單孔的路線。刀具先從初始平面快速移動到參考平面(R平面),然后工作進給加工孔,后快速退回到初始平面。如圖3(b)所示:在加工多孔時的路線。刀具快速移動到參考平面(R面),然后工作進給加工孔,后快速退回到參考平面,再橫向移動去加工下一個孔,直到最后一個孔加工完成刀具快速退回到初始平面。
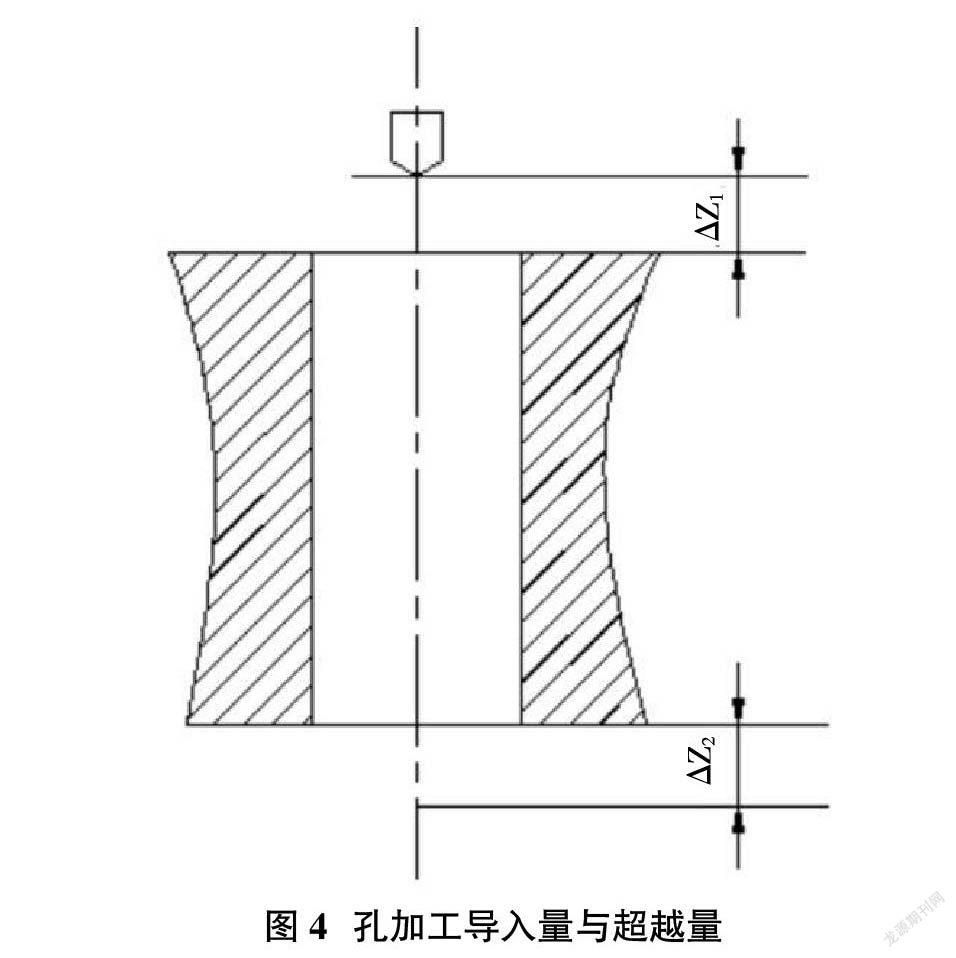
孔加工時通常要考慮刀具導入量和超越量,如圖4所示。兼顧考慮加工精度和加工效率,加工已加工平面時導入量(ΔZ1)一般取3~5mm;加工毛坯表面時,一般取5~8mm;攻螺紋時導入量要取得大些,一般取5~10mm。孔加工超越量(ΔZ2)一般在加工瞳孔時使用,即加工結束時刀尖超過孔底的距離。鉆通孔時,超越量一般取Zp+(1~3mm)(Zp為鉆尖高度,通常取鉆頭直徑的30%左右);絞通孔時,超越量一般取3~5mm;鏜通孔時,超越量一般取1~3mm;攻螺紋時,超越量一般取5~8mm。
2.4 其他控制方式
在數控銑削機床的孔加工中,因為是自動化加工方式,所以可以采用智能化的方式來提高加工精度,比如自動補償技術,通過程序設置等方式都可以進行動態調整。此外,還應該加強對機床和刀具的日常維護和保養,減少或者避免因為機械誤差而影響到加工精度。
3? 結語
對于機械零部件的孔加工,利用數控銑削機床加工的頻率較高,因為加工效率高,加工質量好,所以孔加工的精度相對較高。但是由于工件的選材不同,用途不同,所以在實際加工中,會受到各種因素的影響而降低加工精度。孔加工精度直接決定了零件的質量,對于我國工業的發展也會產生一定的影響。利用數控銑削機床進行孔加工的過程中,可以總結出影響加工精度的因素,然后在工藝和刀具等方面進行改進,不斷提升加工水平。
參考文獻:
[1]高波,薛浩,田曉光.數控銑床關于孔加工的研究分析[J].數字技術與應用,2019,37(04):3-4.
[2]尚佳策,衛煒,黃斌達,趙一鳴,仲慶龍.基于加工特征的舵機殼體孔系特征數控加工編程技術[J].組合機床與自動化加工技術,2020(07):93-97,101.
[3]唱曉東,陶華萍,傅煜.薄壁鋼機匣精密孔系的加工工藝改進[J].機械工程與自動化,2020(05):123-125.
[4]蘇慶雙,趙孟利,付仕,李超,徐兆江.五軸數控機床叉形件孔加工優化及CATIA實現途徑[J].精密制造與自動化,2020(03):53-57,64.
[5]孫義婷,王玉琳.叉車電液控制閥孔加工機床的數控化再制造[J].現代制造工程,2020(03):142-146.
[6]趙小亮,凌宏.五軸聯動數控機床NAS試件的孔位置精度超差研究[J].科技與創新,2019(20):26-28.
