基于FPGA的齒輪測量中心隨動控制器設計
2021-01-10 12:13:07何西平
內燃機與配件 2021年24期
何西平
摘要: 為實現齒輪測量中心的隨動控制功能,設計了基FPGA的齒輪測量中心隨動控制器,該控制器通過增量式PID控制來對測頭反饋的示值進行調節計算,使隨動軸帶動測頭運動,最終達到調整測頭壓入量的目的;通過實驗在齒輪測量中心上對該控制器進行了功能驗證,實驗證明該控制器可以有效的對測頭壓入量進行調整,可以達到跟蹤測量的目的。
Abstract: In order to realize the follow-up control function of gear measurement center, a follow-up controller of gear measurement center based on FPGA is designed. The controller adjusts and calculates the indication fed back by the probe through incremental PID control, so that the follow-up shaft drives the probe to move, and finally achieves the purpose of adjusting the pressing amount of the probe; The function of the controller is verified on the gear measuring center through experiments. The experiments show that the controller can effectively adjust the pressing amount of the probe and achieve the purpose of tracking measurement.
關鍵詞: 隨動控制;FPGA;PID;齒輪測量
Key words: servo control;FPGA;PID;gear measurement
中圖分類號:TG86? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)24-0149-03
0? 引言
目前齒輪測量中心在測量工件時,需要先知道被測齒輪的理論輪廓方程,將測頭測得的實際齒面坐標與理論值相比較后,計算出被測齒輪的誤差[1-2]。而對于許多齒面輪廓方程未知的齒輪,齒輪測量中心無法進行測量;除此之外,對于被測齒輪的理論輪廓方程已知,但由于齒面磨損、制造等原因導致齒面誤差非常大的齒輪,在測量時由于超出了測頭的量程,此時也無法進行測量[3]。針對以上兩種問題,本課題提出了測頭示值的隨動控制方法,以FPGA(現場可編程門陣列)開發板為控制核心,通過測頭示值的大小來調整隨動軸的運動,從而實現自動跟蹤測量。
1? 系統整體結構
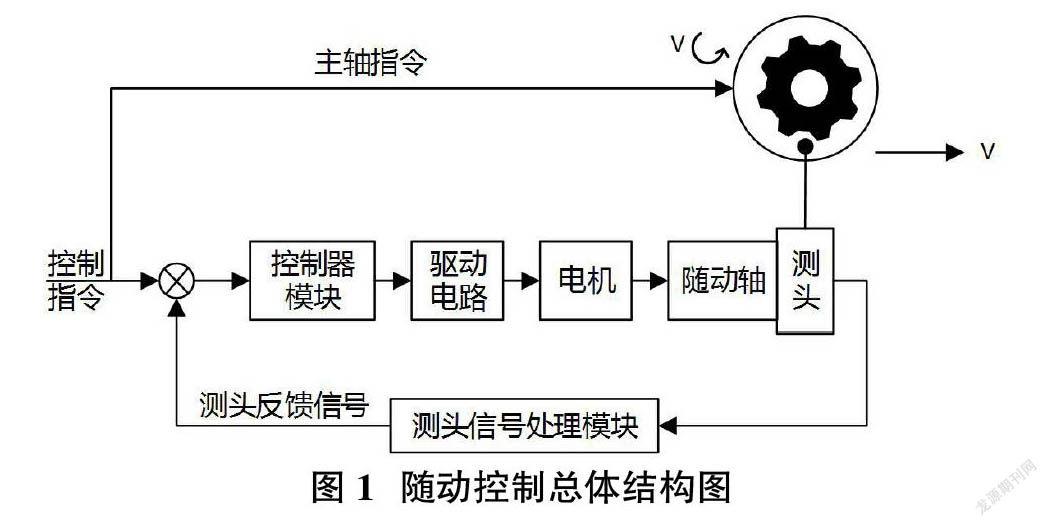
如圖1所示為測頭示值隨動控制的總體控制結構圖,主軸和隨動軸接收到下位機發送的插補指令后分別進行各自的旋轉運動和直線運動,當被測齒輪齒面方程未知或者齒面磨損較大時,會導致測頭和齒面接觸量發生變化,而使測頭示值變化,因此將測頭數據經過處理后反饋給隨動軸控制器,從而對隨動軸的插補指令進行補償,來調整隨動軸的運動速度,使隨動軸和直線軸運動速度一致,而將測頭示值保持在設定范圍內[4]。
2? 系統硬件電路設計
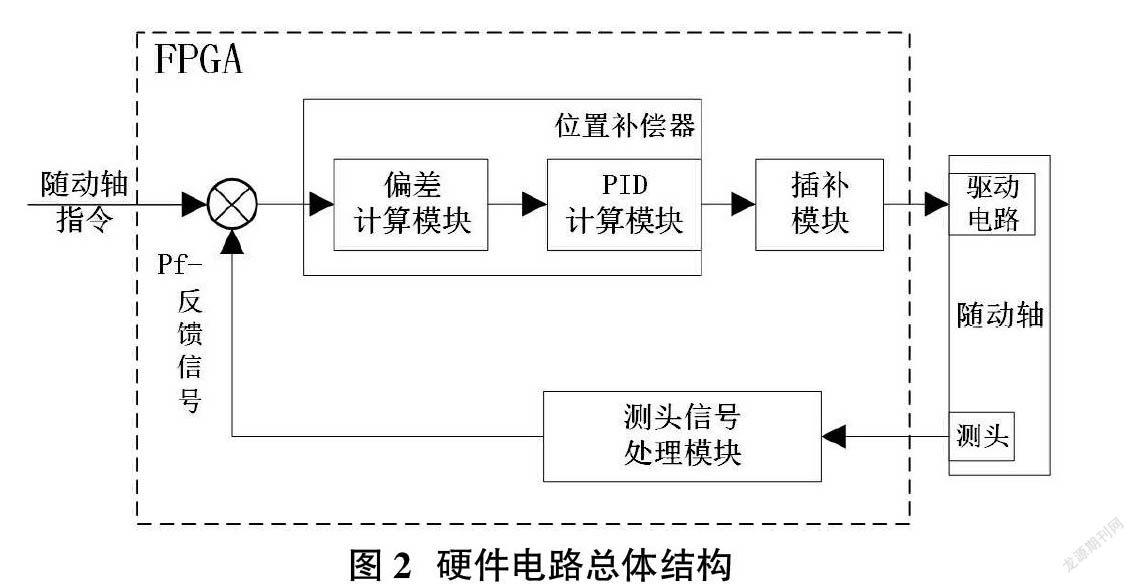
隨動控制系統的整體硬件電路模塊如圖2所示。主要在FPGA中對隨動軸電路進行了設計,包括偏差計算模塊、PID計算模塊、測頭信號處理模塊以及插補模塊。各模塊的具體設計如圖2。
2.1 測頭信號處理模塊
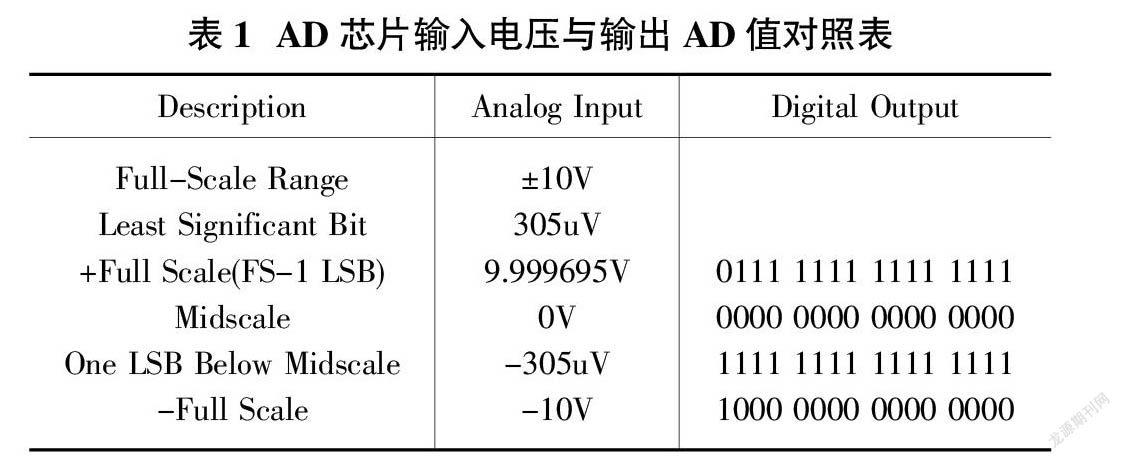
測頭信號處理模塊主要對測頭示值進行處理以方便偏差計算模塊計算,AD977芯片對測頭的模擬量進行轉換后得到測頭的數字量[5-6],所得到的數字量與AD芯片輸入的電壓關系如表1所示,可以看出當輸入電壓為負時,輸出數字量用補碼表示;當輸入電壓為正時,輸出數字量用原碼表示。
為了方便處理,將AD977芯片轉換得到的數字量通過中位值濾波算法處理后,濾掉采樣中出現的一些奇異值,接著對AD977芯片轉換得到的負電壓數字量補碼形式進行變換,將補碼轉換成原碼。將16位寄存器的最高位做為符號位,前15位做為實際數字量原碼形式,當輸入為負時,最高位置1,否則置0。
2.2 偏差計算模塊
偏差計算模塊主要對輸入的測頭反饋信號進行偏差計算,在偏差計算模塊中設定測頭跟蹤范圍為±5um,轉換對應的數字量約為±650,因此當測頭實際示值超出設定跟蹤范圍后,偏差計算模塊的輸出量為實際示值減去設定數字量值,由此可以知道測頭的實際狀態相對與理想狀態之間的差距。
偏差計算模塊的采樣周期即為系統時鐘周期,每隔一個時鐘周期對指令數據和實際測頭數據進行采樣,并求出之間的差值,因此采樣間隔非常小,所得到的偏差結果也非常準確。同時為了避免隨動軸的響應時間非常大,出現一直發送指令數據,而測頭沒有響應導致出現機械故障問題,在偏差計算模塊中設計了故障提醒信號,當偏差計算模塊中的偏差值超過20000時,便將故障信號由高電平變為低電平,同時故障指示燈亮提醒操作者。
2.3 PID計算模塊
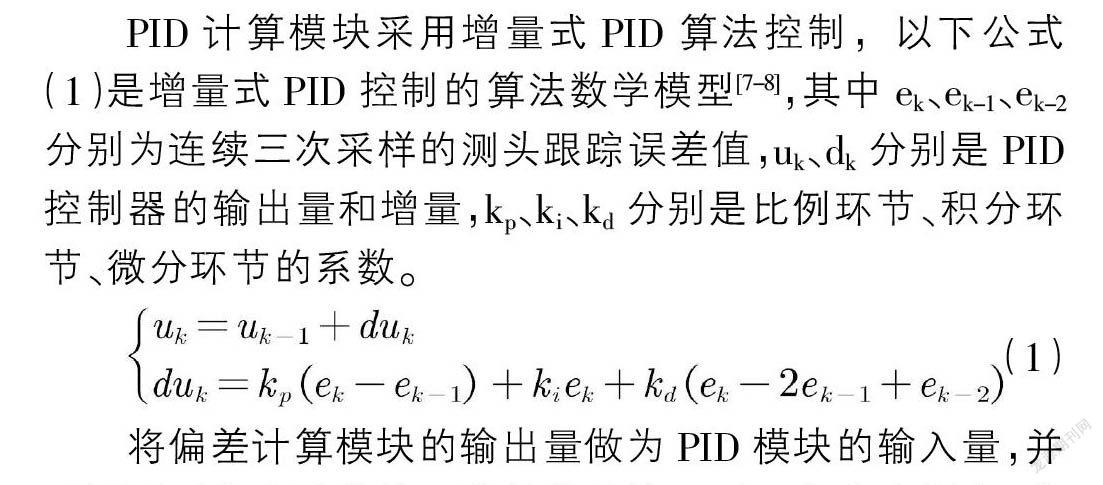
PID計算模塊采用增量式PID算法控制,以下公式(1)是增量式PID控制的算法數學模型[7-8],其中ek、ek-1、ek-2分別為連續三次采樣的測頭跟蹤誤差值,uk、dk分別是PID控制器的輸出量和增量,kp、ki、kd分別是比例環節、積分環節、微分環節的系數。
將偏差計算模塊的輸出量做為PID模塊的輸入量,并且通過時序電路將輸入偏差依此輸入到三個寄存器中,產生三次連續采樣的輸入誤差,三個寄存器中的輸入偏差之間各相差一個時鐘周期,在一開始通過復位信號對三個偏差寄存器進行清零復位,在設定好合適的PID參數后,便可以求出隨動控制器的補償輸出量。
由于增量式PID計算模塊中的各環節系數可能會取到小數,而在FPGA中不能直接表示小數,只能表示整數,在表示小數的時候,需要將小數用浮點數或者定點數進行表示。使用浮點數表示時設計繁瑣并且比較占用FPGA中的數學邏輯資源,但表示的小數相對精確;相反使用定點數表示小數時,設計相對簡單便捷,但是不能精確的表示小數,在表示小數時有一定的誤差。考慮到在對PID模塊各環節系數進行調參時具有不確定性,且各系數的精度誤差對輸出影響不大,同時考慮到所使用的FPGA開發板資源問題,在不浪費FPGA中數學邏輯資源的前提下,采用定點數來表示小數。
2.4 插補模塊
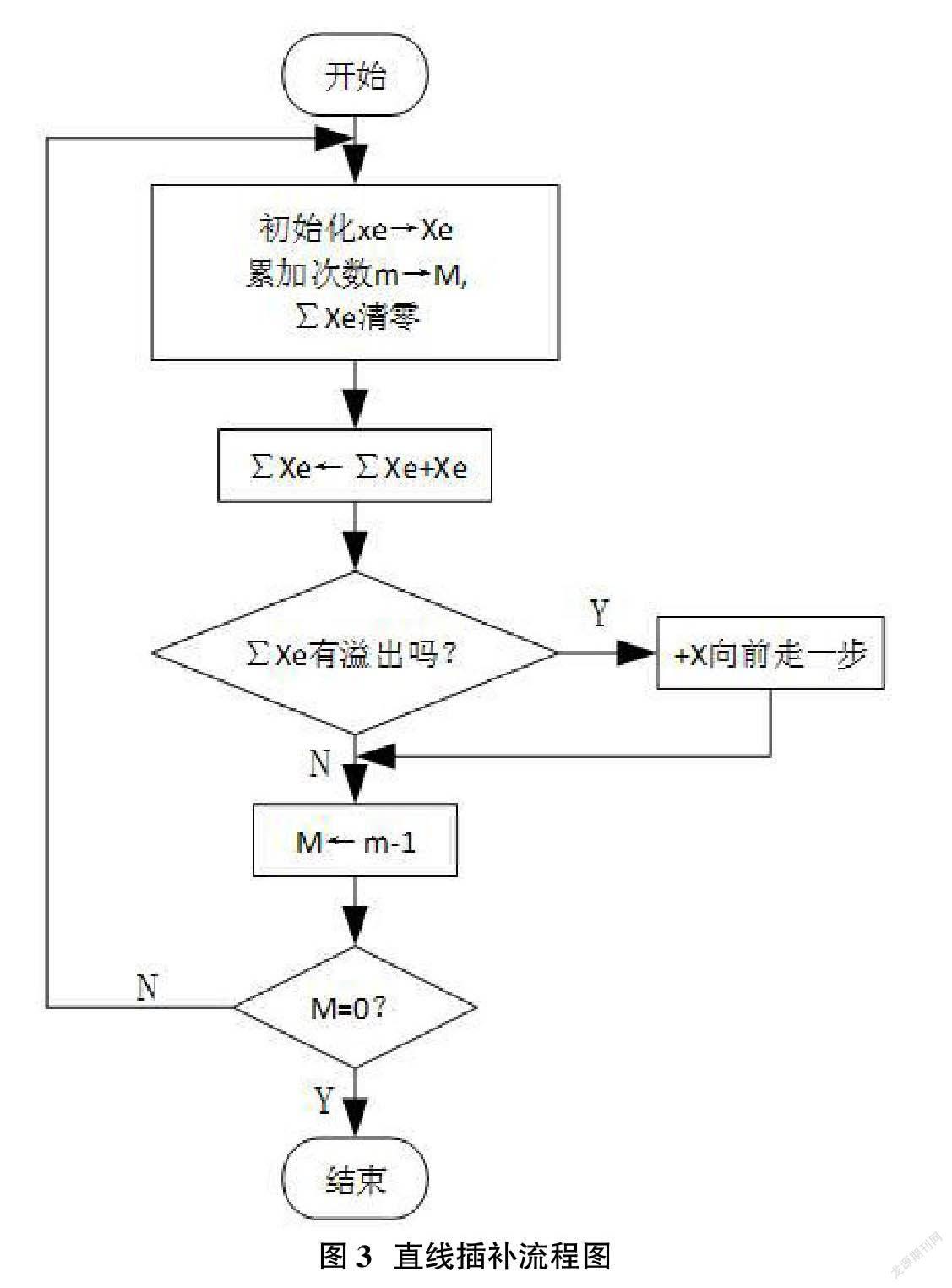
插補模塊采用數字積分DDA算法進行直線插補,設計的程序思想如圖3流程圖所示,在復位信號到來的時候,將被積函數xe、累加次數以及累加函數∑Xe全部清零,將PID的輸出量和下位機的指令數據賦值給被積函數,隨著時鐘上升沿的到來,將被積函數累加賦值給累加函數,當累加次數等于0時停止累加,完成一個位置的直線插補。
在插補模塊中,將PID輸出的控制量補償給下位機輸出的指令數據,并將累計寄存器∑Xe最高位的溢出作為脈沖產生位,由于插補模塊中的被積函數,也就是指令數據和PID輸出的補償數據疊加后的總和,其大小會決定插補脈沖的溢出速度,即被積函數越大,插補輸出的控制量變化率越快,溢出的脈沖數越塊,從而使插補模塊輸出的脈沖頻率改變,因此通過調整PID輸出的控制量大小就可以實現對隨動軸運動速度的調整,通過PID輸出補償量數值來調整插補模塊被積函數的大小,隨動軸的運動速度得到調整,從而達到隨動控制的目的,最終讓測頭的示值始終保持在目標范圍內。
3? 實驗驗證
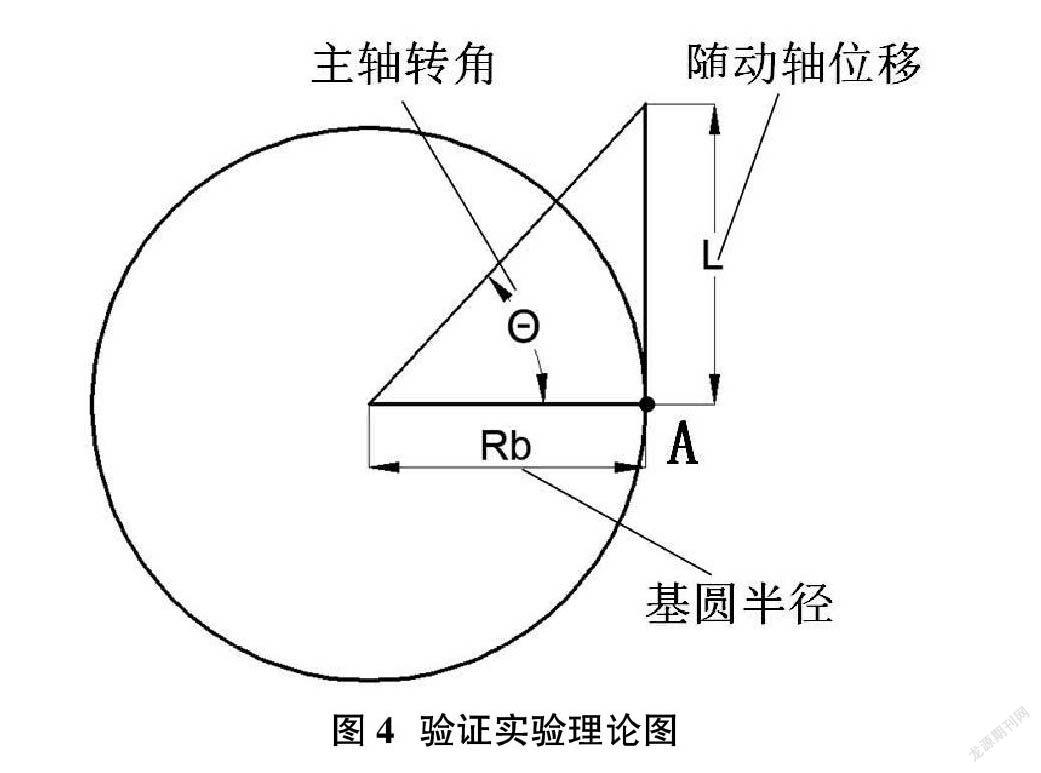
完成電路設計和仿真驗證后,在齒輪測量中心上進行了在線對比實驗,以參數已知齒輪為工件,如圖4所示,將測頭調整至被測齒輪基圓切線附近的A點,由主軸轉角P、基圓半徑Rb可以推算出隨動軸理論行程L,之間的關系如公式(2)所示。因此這里在實驗時主軸轉角取0.1弧度,基圓半徑68mm,對應的隨動軸位移量L距離為6.8229mm。用這些參數做為已知理論參數,在上位機中進行置數,而測頭的實際位置A點與理論值有偏差,進行實驗來對比加入隨動控制器后的作用影響。
L=Rb×tanθ(2)
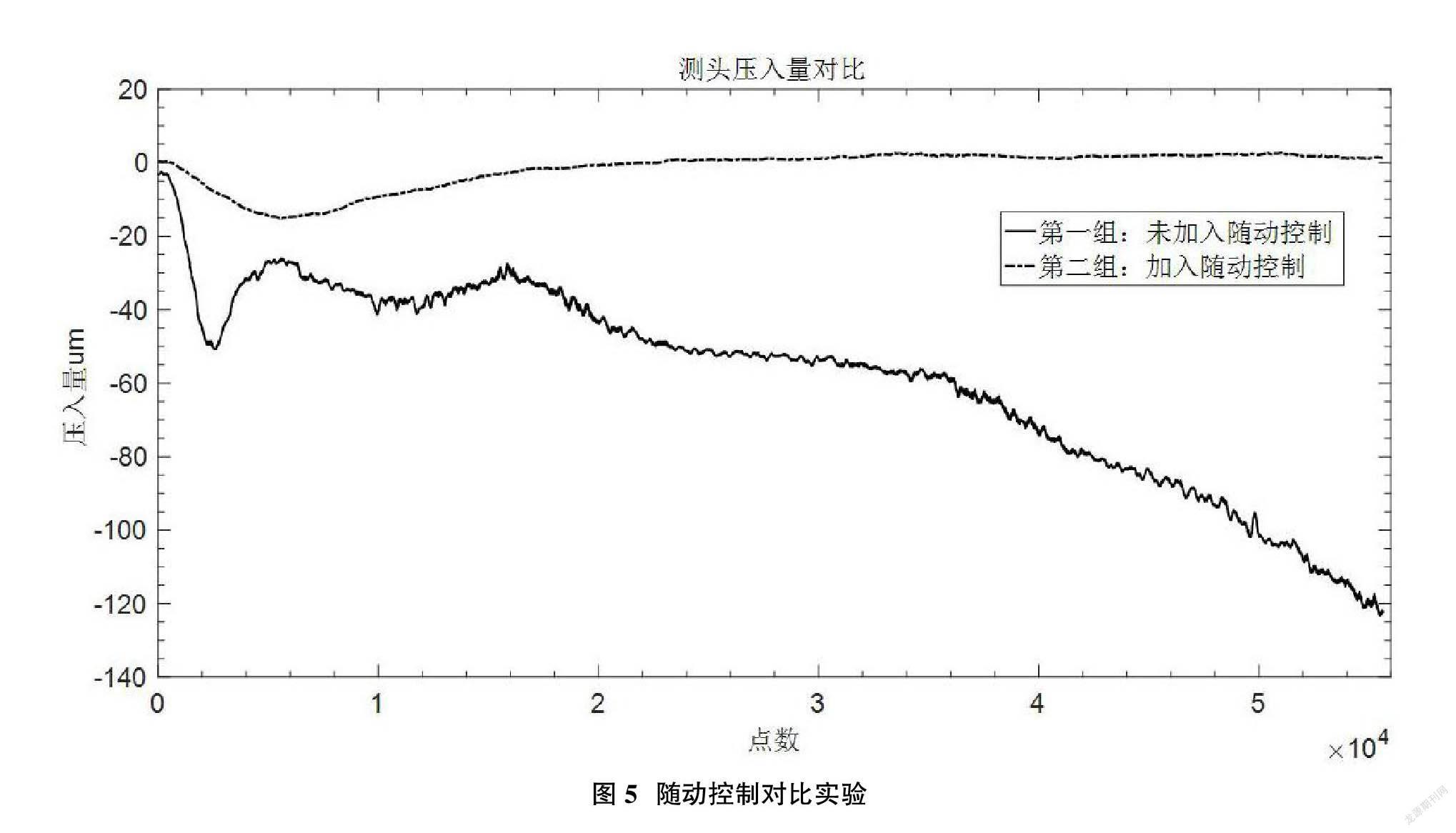
在上位機軟件中置入主動軸所要轉動的角度以及隨動軸需要移動的行程后,驅動測量機運行,通過下位機將測頭的示值進行采樣導出保存,便可得到整個運行過程中測頭示值的變化情況。準備好實驗后進行了兩組對比實驗,如圖5所示,第一組是系統未進行隨動控制時測頭的示值變化,第二組是加入隨動控制后測頭示值變化,圖中的縱坐標代表測頭的壓入量,負數代表測頭速度超前被測工件的轉動速度,即隨動軸運動速度快,正數代表測頭速度落后于被測工件的轉動速度,即隨動軸運動速度過慢;橫坐標代表測量過程中采樣的點數,即運行過程中各個點的測頭變化情況。
由實驗結果可知,未加入隨動控制時,隨著測量的進行,測頭示值不斷減小,最終超過了-120um,即隨動軸運行速度比主軸運動速度快,導致測頭逐漸脫離工件表面,而使得測量結果越來越偏大;而同樣的位置,在加入隨動控制后,測頭示值由0減小到-15um后,逐漸增加,增加到3um后保持穩定,表示加入隨動控制后對存在的誤差不斷修正補償,使得測頭誤差在增大到-15um后逐漸調節到了3um左右,測頭壓入量的變化范圍沒有超過20um,在測量過程中,對測頭的壓入量起到明顯的補償作用,最終使得測頭的壓入量變化非常小,所得到的測量結果誤差也相對非常小。
4? 結論
本文設計的隨動控制系統可以通過測頭的實際示值來調整測頭的壓入量,使測量機測量磨損嚴重或者齒面參數未知的齒輪時,可以通過測頭的實際數據來實時調整隨動軸帶動測頭運動,從而保證測頭壓入量始終保持在允許范圍內。通過上機實驗驗證發現,當被測齒輪的參數不準確時,通過加入隨動控制電路后可以有效的對隨動軸進行補償,從而使測頭示值始終保持在設定范圍內,對解決齒面方程未知齒輪以及齒面大誤差齒輪的測量問題起到重要作用。
參考文獻:
[1]王建華,勞奇成,劉波,張君安.CNC齒輪測量中心的原理、特點及關鍵技術[J].工具技術,1996(03):41-43.
[2]勞奇成,尚雅層,王建華,李平.CNC齒輪測量中心的測控系統[J].西安工業學院學報,1996(03):28-30.
[3]田遠.基于隨動控制的齒輪測量中心驅動卡的設計[D].
2015.
[4]賈振元,衛國強,郭東明,劉欣,張元良.測頭控制跟蹤驅動法在CNC齒輪測量儀中的應用[J].工具技術,1992(02):35-37.
[5]馬盼盼,王建華,杜虎兵,梁雯.基于SoC FPGA的CNC齒輪測量中心控制器設計[J].工具技術,2020,54(01):103-106.
[6]曲立國.基于FPGA的智能PID控制器的研究與開發[D].安徽理工大學,2008.
[7]章魁.嵌入式智能PID控制器的研究與開發[D].安徽理工大學,2007.
[8]李垂君.基于FPGA的PID控制器研究與實現[D].大連理工大學,2008.
