大型礦挖減速機傳動系統(tǒng)修形研究
2021-01-11 12:40:38王詮惠
湖北農(nóng)機化 2020年21期
楊 宇 王詮惠 唐 恒
(江蘇匯智高端工程機械創(chuàng)新中心有限公司,江蘇 徐州 221004)
1 介紹
大扭矩減速機是礦用挖掘機等大型工程機械的關(guān)鍵核心部件,其品質(zhì)直接決定著整車性能和可靠性。
為了消除由彈性變形或誤差因素引起的齒輪嚙入或嚙出時的干涉和沖擊,對齒輪嚙合時產(chǎn)生干涉部分進行修整,為齒輪修形[1]。常用的修形方式分為齒向修形和齒廓修形,齒向修形是按照齒輪螺旋線預定變化規(guī)律,對其進行修整,可改善輪齒受載沿接觸線分布不均的現(xiàn)象,增加接觸面積,提高承載能力。齒廓修形是沿著齒高方向針對漸開線齒廓的齒根和齒頂修形,能夠降低齒輪受載后產(chǎn)生的彈性變形,誤差產(chǎn)生的基節(jié)不等現(xiàn)象,減小傳遞誤差、載荷波動,從而有效地降低噪聲和振動[2]。修形參數(shù)主要包括修形量、修形長度和修形曲線[3]。一般來說,單齒嚙合區(qū)對應的漸開線不修形;對一對嚙合齒輪而言,一個齒輪的齒頂和齒根均修形;嚙合的齒輪對均在齒頂修形,齒根不修形[4-5]。
Masta作為傳動分析軟件,可建立傳動系統(tǒng)模型,考慮系統(tǒng)變形模擬實際工況,根據(jù)模擬結(jié)果設置合理參數(shù)對齒輪進行修形,使齒輪工作時處于良好的嚙合狀態(tài),從而能夠節(jié)省實驗費用,縮短研發(fā)周期。
Masta模型建立。根據(jù)減速機的產(chǎn)品信息建立Masta傳動模型如圖1.a所示。由于軟件自身只能建立旋轉(zhuǎn)類零部件,故對異形件和殼體需要進行有限元導入,這樣才能更加貼近實際情況;利用系統(tǒng)變形對齒輪副進行修形,得出最優(yōu)嚙合區(qū)域。
本文以輸入級圓柱齒輪副(圖1a中藍色方框所示)為修形對象,齒輪參數(shù)如表1所示。常用工況為前進一檔,輸入扭矩為972120N·m,輸出轉(zhuǎn)速為3.8r/min。齒形修形量主要取決于齒輪工作時產(chǎn)生的變形和制造、安裝誤差等因素[5]。圖2為嚙合齒面在整個嚙合周期內(nèi)某時刻齒面的載荷分布情況,可知齒輪出現(xiàn)齒向偏載的情況。可確定齒輪修形方案為主動齒輪齒頂拋物線修形和齒向拋物線起鼓,具體修形量如表2所示。設置好齒輪修形參數(shù)后,齒向修形和齒廓修形曲線如圖3所示。
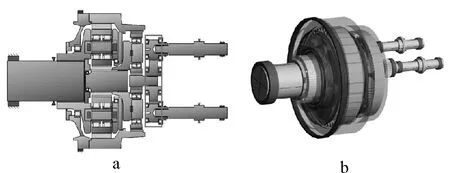
圖1 礦挖減速機傳動系統(tǒng)模型

表1 齒輪參數(shù)
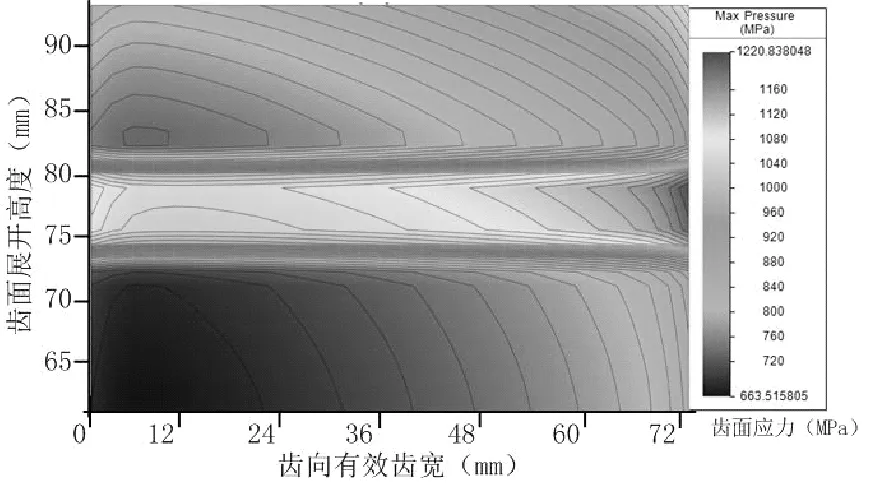
圖2 修形前接觸斑點

表2 輸入齒輪修形量

圖3 齒向/齒廓修形曲線
2 Masta仿真分析
齒輪嚙合時,齒面理想的應力分布云圖為橢圓形態(tài)。根據(jù)赫茲應力計算公式,最大應力值在橢圓中心,應力值從內(nèi)到外以橢圓環(huán)形式逐步減小。齒輪修形后齒面的載荷分布如圖4所示(較為理想狀態(tài))。修形后載荷分布變得均勻,最大應力區(qū)域從右端中部向齒面中部移動,最大應力從1220MPa降低到1193MPa。
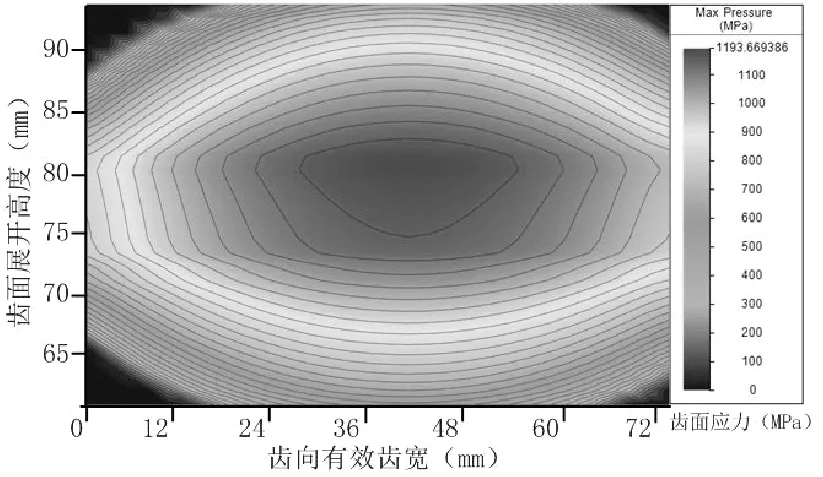
圖4 修形后接觸斑點
傳遞誤差峰峰值反映了齒輪副的動態(tài)性能,它的大小決定了振動的程度。傳遞誤差峰峰值越小,傳動越平穩(wěn)。輸入級圓柱齒輪副修形前后的傳遞誤差如圖5所示。修形后,傳遞誤差的峰峰值從29.2μm降低到22.4μm。傳遞誤差曲線修行后更為平滑。
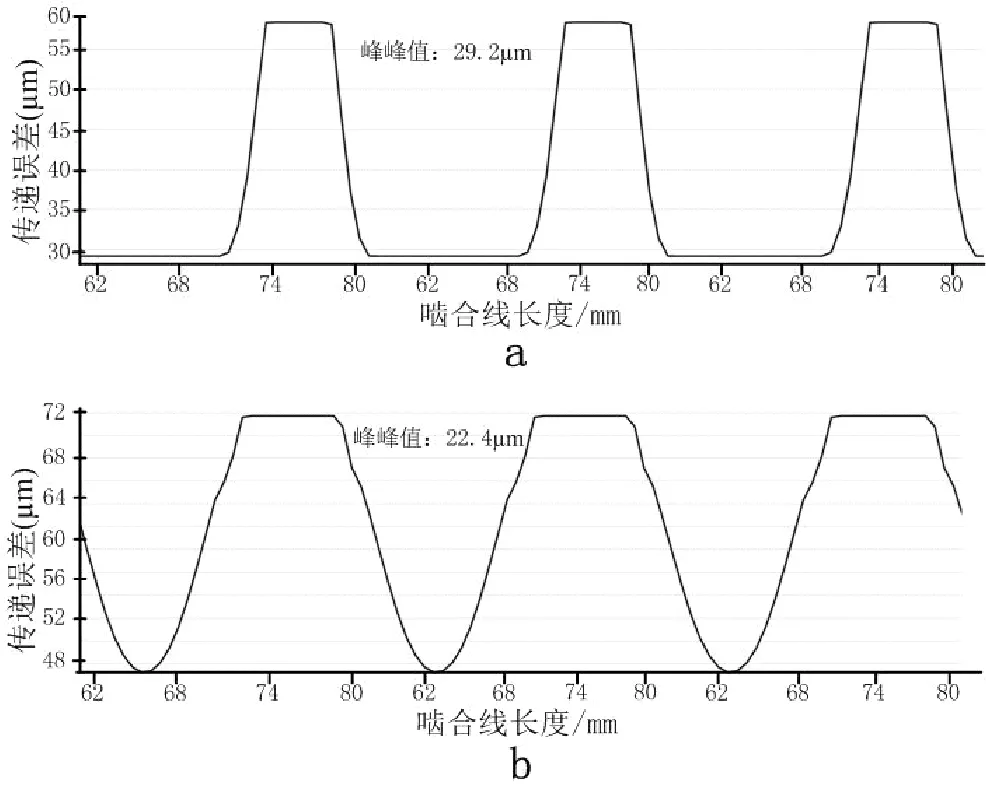
圖5 修形前后傳遞誤差對比(a:修形前;b:修行后)
圖6為修形前后的諧波振幅對比圖,從圖中可知,修行前齒輪副的最大諧波振幅為15.3μm,修形后的最大諧波振幅為11.9μm,減小了3.4μm,都位于齒輪嚙合的1階諧波處,且其他階的諧波振幅均明顯減小(3階振幅由0.96減小到0.72),說明修形后齒輪嚙合的振動和噪聲都有所改善。

圖6 修形前后的諧波振幅(a:修形前;b:修行后)
3 結(jié)語
以礦用挖掘機為研究對象,考慮殼體變形對傳動系統(tǒng)的影響,利用Masta軟件對輸入級圓柱齒輪副進行修形。選擇合適的修形方案,一方面可以改善齒面接觸應力分布狀態(tài),提高齒輪的承載能力。另一方面?zhèn)鬟f誤差峰峰值和諧波振幅右明顯地降低,可以改善齒輪嚙合時的振動和噪聲。其中,齒面最大應力從1220MPa降低到1193MPa,最大應力區(qū)域從右端中部向齒面中部移動,接觸狀況良好。傳遞誤差下降了23.2%,最大諧波振幅下降了22.2%,其它階振幅都有所降低。
