
基于WINCC的涂料灌裝生產線控制系統設計*
2021-01-12 11:13:26王卓君史蔚彪
機電工程技術 2020年11期
王卓君,閆 文,史蔚彪
(三江學院,南京 210001)
0 引言
涂料行業近年來發展較為快速,涂料作為化工液體產業,屬于易燃易爆的介質,很難實現對生產過程的人工操作。企業急需在罐裝環節提高自動化水平,以改善在市場中的競爭能力。
PLC 是一種多類型、小型化的自動控制技術開發的新一代工業全新控制化裝置,采用數字運算、執行控制邏輯、算數運行操作將計數結果通過數字量或者模擬量送入輸入/輸出通道,對各種開關按鈕、傳感器、現場等的信號進行采集,再通過功能模塊控制各種工業化的實際生產過程。WINCC組態軟件是在計算機上在使用人員對操作系統的監控與調試下,將運行畫面與實際生產要求進行人機界面的創立,通過實際操作系統的集成,采用接口通訊方式將WINCC組態軟件和編程開發軟件相結合進行使用。
在設計涂料染料控制系統的硬件組成方案的基礎上,采用西門子組態軟件WINCC V7.3 和Step7 V5.5 編程軟件,可實現對涂料染料自動化罐裝系統的過程控制及上位機監控畫面的顯示和過程的仿真。在自動化控制方面,可以大大減輕工人們的勞動強度,提高實時生產的安全性。
1 涂料罐裝生產線的結構
涂料罐裝生產線的結構如圖1所示,具體如下。
(1)輸送工位。生產線的初始工位,完成空瓶從輸送帶移至傳送帶的操作。依靠電機帶動輸送帶,移動空瓶,將其帶至輸送帶末端;在末尾,由傳感器檢測控制氣缸將瓶子推至傳送帶上。
(2)灌裝工位。罐裝的核心部分。通過傳感器感應空瓶是否移至工位罐裝口下方,傳感器檢測到信號后,PLC 停止輸送,打開罐裝頭,完成灌裝,輸送線再次啟動。在系統運行過程中,PLC 監控涂料罐的液位,到下限后,補料閥打開進行補料。
(3)套蓋工位。在瓶子到來之前,就要把瓶蓋事先取好。使用傳感器先確定瓶蓋位置,待取蓋電機移動至瓶蓋上方時進行取蓋;其次,取完后回到即將套蓋工位上方,等瓶子到達此工位時,通過傳感器檢測瓶子,控制傳動帶停;最后,由控制套蓋電機升降的氣缸,配合電機旋轉完成套蓋動作。
(3)成品下線工位。由傳感器感應配合PLC 里計數器完成計數操作,再由夾緊氣缸完成夾緊動作。升降電機正轉,驅動卸貨平臺上升,到位后,涂料瓶被氣缸推出,升降電機反轉,卸貨平臺下降完成卸貨[1]。
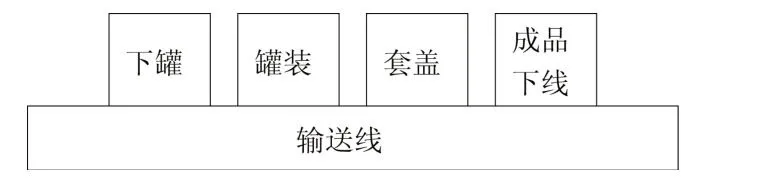
圖1 灌裝生產線結構圖
2 灌裝系統控制硬件組態方案
2.1 控制器的組態
自動灌裝生產線控制系統由WINCC上位機監控,上位機和主站之間通過MPI網絡通信[2]。從站由下罐機運輸、傳送帶檢測、灌裝和旋蓋工位檢測、成品滿瓶計數檢測、模擬量補料供料功能5個分站點控制器組成。其中灌裝生產線主站采用CP5611 通訊卡建立與上位機和從站的通訊,采用西門子300系列新標準型CPU314PLC,通過添加信號模塊實現本站功能。供料檢測站添加了模擬量輸入輸出擴展模塊SM334。圖2所示為灌裝系統上位機結構框圖。
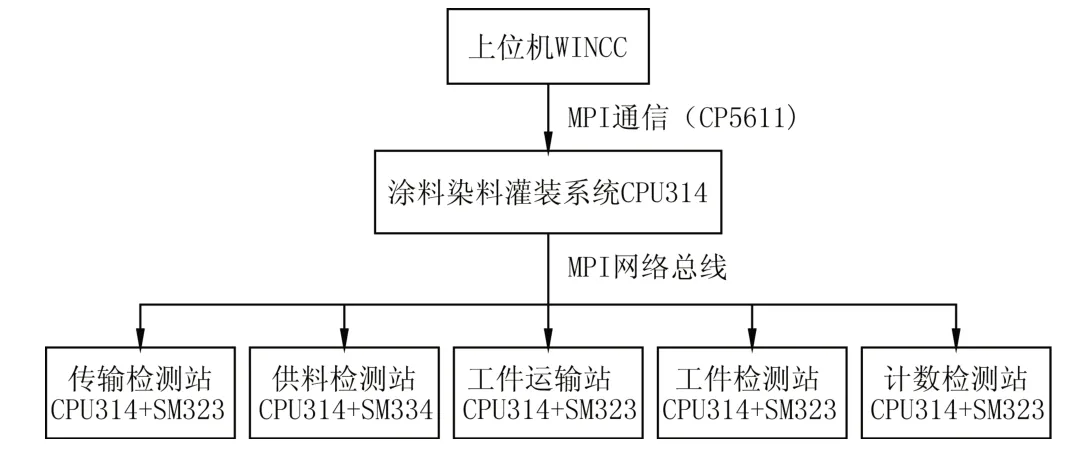
圖2 灌裝系統上位機結構框圖
2.2 PLC輸入輸出設備的組態及I/O配置
PLC控制系統的硬件設備配置如表1所示。
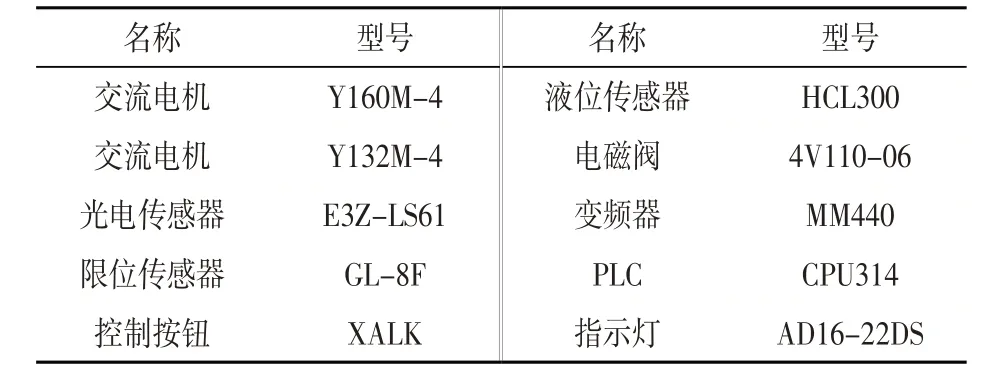
表1 自動罐裝系統硬件配置
3 灌裝系統PLC程序設計
3.1 輸入輸出設備端口分配
罐裝系統輸入輸出設備端口分配如表2所示。

表2 灌裝系統I/O分配表
3.2 灌裝系統流程圖
涂料染料自動灌裝流水線的運行流程如圖3 所示。通過下罐機對涂料瓶輸送到流水線上,涂料瓶輸送到運輸帶后,運輸帶上的光電傳感器檢測到瓶子的信號,從而驅動電機對運輸帶向前運輸;涂料瓶隨著運輸帶向前運輸,當涂料瓶運輸到涂料灌裝工位上時,灌裝工位的涂料瓶使光電傳感器檢測到輸入信號,傳輸帶的電機停止運行工作,灌裝頭限位傳感器1 接通后開始對涂料瓶進行灌裝;當涂料瓶灌裝完成并且灌裝頭限位傳感器2 接通后,運輸帶電機再次運行驅動運輸帶向前運輸已灌裝完成涂料瓶;當旋蓋工位的光電傳感器檢測到已灌裝的涂料瓶,運輸帶電機停止運行,旋蓋手限位傳感器1接通后,開始對涂料瓶進行旋蓋;當涂料瓶旋蓋完成并且旋蓋手限位傳感器2接通后,完成成品滿瓶計數+1的計數,成品會隨著運輸帶運輸到下一個生產環節,當下罐機再次對涂料瓶下料時,灌裝生產線將會完成周而復始的生產環節。提供灌裝的涂料罐為50 L,當涂料罐內涂料小于5 L時,補料閥電磁閥將自動打開進行涂料補充;當涂料罐內涂料大于45 L時,補料閥電磁閥將會自動關閉閥門停止涂料的補充。
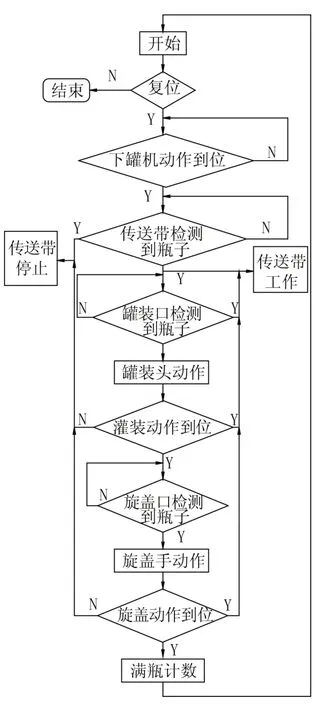
圖3 灌裝系統程序流程圖
3.3 涂料罐液位檢測程序設計
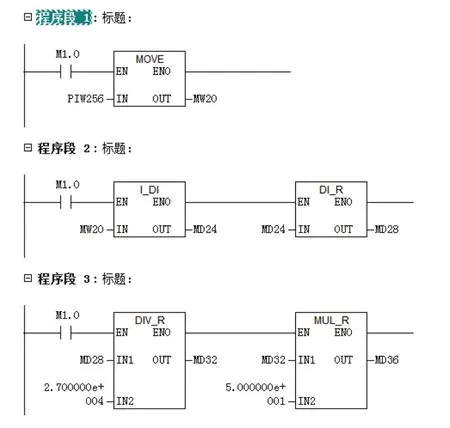
圖4 液位采集程序
液位為模擬量,通過A/D變換,0~10 V的模擬量輸入轉換為0~27684的數字量[3],采集到PLC的存儲區。在控制程序里,先將模擬量輸入信號從PIW256 讀出,并對16 的整數進行數據類型的轉換后,將PIW256采集的數字量進行標度變換0.0~50.0 L實際工程值[4],如圖4所示。
4 上位機監控系統設計
結合S7-PLCSIM虛擬仿真部分,采用WINCC V7.3組態軟件在上位機上進行界面的組態[5],實現自動監控涂料染料灌裝生產線的功能。監控界面主要功能包括:罐裝系統,具有手動、自動控制2種運行模式切換方式;成品計數統計;補料液位模擬量檢測;組態下罐過程畫面仿真;組態灌裝過程畫面仿真;組態旋蓋過程畫面仿真;組態灌裝生產線監視總畫面;上位機相應過程運行狀態。
4.1 建立外部變量
在變量管理器中,展開新建立的“s7”,在名稱欄、地址欄中建立以下變量,數據類型選擇為二進制變量,長度為1,地址為位存儲器。在模擬監控畫面,上位機控件按鈕選用必須為M區中間位儲存器,如圖5所示。
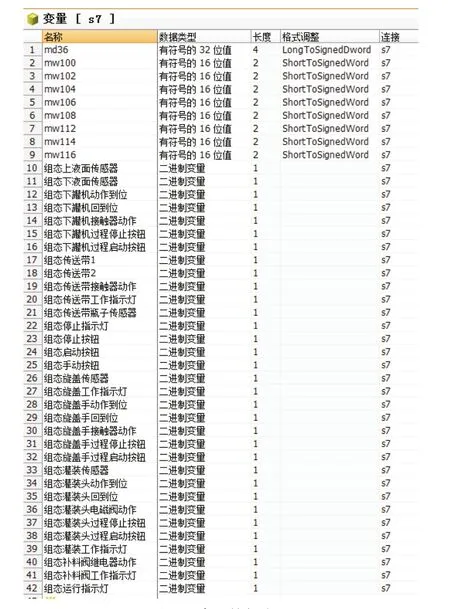
圖5 建立外部變量
由于組態過程S7-PLCSIM 仿真器無法實時捕捉過程量的變化,所以要建立以下外部變量(MD36、MW100~MW116)控制畫面的動態展示。
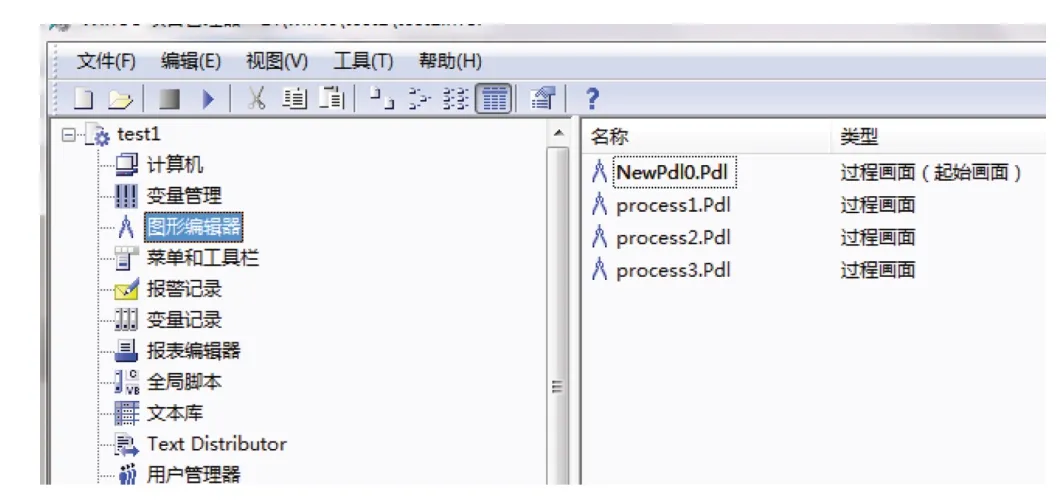
圖6 添加過程畫面
4.2 組態畫面
選擇“圖形編輯器”,鼠標右鍵建立4 個名為“Newpdl0”、“process1”、“process2”、“process3”畫面,將Newpdl0.Pdl作為起始畫面[6],如圖6所示。
WINCC 上位機監控主畫面如圖7 所示。可以實現涂料瓶的下罐、運輸、液位檢測、罐裝及旋蓋等動作,并具有工作狀態指示功能。如需要詳細監控每個工位的工作過程,可以通過畫面切換按鈕切換到各個分畫面。下罐過程畫面如圖7所示;灌裝過程如圖8所示;控旋蓋過程如圖9所示。
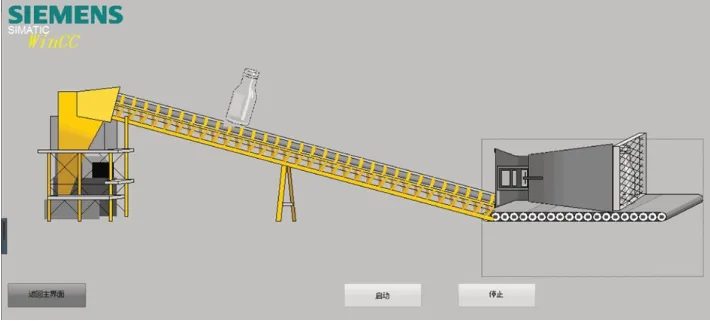
圖7 組態下罐過程畫面
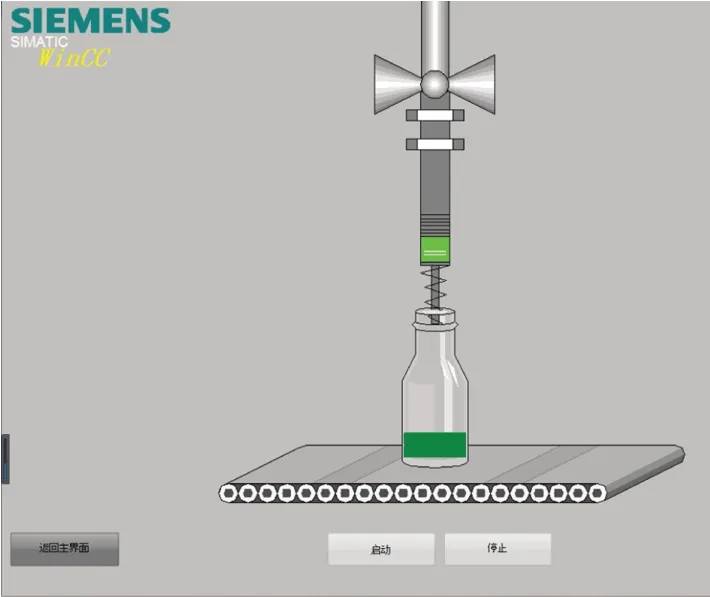
圖8 組態灌裝過程畫面
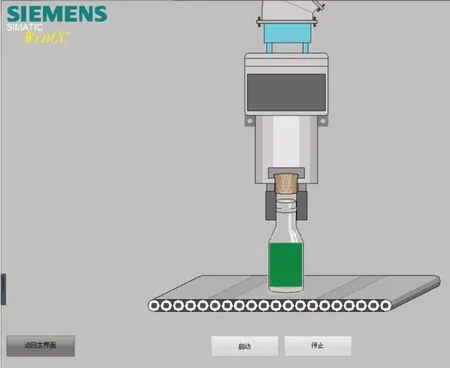
圖9 組態旋蓋過程畫面
5 結束語
整個控制系統采用了分布式結構,現場層、PLC 控制層和上位機層[7]。上位機在WINCC 環境下開發,實現了對整個工藝工程的實時控制。S7-300PLC 作為主控制器,通過MPI與上位機通信,現場層完成對輸送線、罐裝及旋蓋過程中的信號檢測和控制[8]。本系統的應用可以大大降低工人的勞動強度,改善工人的工作環境,提高安全性。
