90 t電弧爐煉鋼集束供氧工藝優化實踐
2021-01-12 01:58:02謝孝容宋景凌劉全勝陳代兵
工業加熱 2020年12期
謝孝容,宋景凌,劉全勝,陳代兵
(衡陽華菱鋼管有限公司,湖南 衡陽 421000)
供氧是現代電弧爐煉鋼工藝中的一個重要環節,是保證爐料熔化速度與熔池升溫速度、控制噴濺、去除鋼中氣體的關鍵工藝[1-2]。合理的供氧方式對電弧爐生產效率、鋼水質量、鋼鐵料消耗和爐襯的壽命有顯著的影響[3]。傳統氧槍射流存在噴吹距離短,沖擊強度小等缺點,集束氧槍射流較好地改善了這一缺陷[4-5]。
集束射流技術是近年開發出來的一種新型的吹氧技術,該技術應用氣體力學原理,在氧槍內部構造上采用主氧拉瓦爾設計和伴隨氣流,周圍增加的伴隨氣流使氧氣射流衰減速度放慢,形成類似于激光束的氧氣射流,能在更長的距離內保持初始的軸心線速度,使中心超音速射流擴展及衰減更小,噴吹距離更長,增大了氧氣射流對熔池的穿透深度及攪拌強度,促進鋼渣反應、均勻成分與溫度,減少噴濺、提高氧氣利用率和金屬收得率(見圖1)[6-10]。同時由于射流速度衰減延緩,可提高氧槍的吹煉槍位而不影響射流對液的沖擊深度,可延長氧槍噴頭的使用壽命[11-12]。
某公司90 t電弧爐煉鋼供氧原先使用的是普通超音速供氧系統。為了改善冶金效果,縮短冶煉周期,本文通過集束氧氣射流噴吹實驗、熱態工業預試驗和工業應用實踐,進行集束供氧系統改造及工藝實踐優化研究。
1 集束氧槍噴吹參數影響因素分析
在冶煉過程中超音速氧氣射流吹向熔池,氧氣流股對熔池的沖擊力主要是由氧氣流股的動壓來決定的,動壓的大小決定了氧氣穿透鋼液的深度(沖擊深度)。合理的沖擊深度可強化熔池攪拌,提高煉鋼效果和效率。與普通超音速氧槍相比,集束氧氣射流的穿透能力和攪拌強度大幅增加,但實際應用應考慮以下幾方面的影響:
(1)集束氧氣射流的穿透力增強,對爐底的直接和間接沖刷的影響;
(2)高強集束氧氣射流與鋼液反應能力是增加還是減弱,變化幅度如何;
(3)高強集束氧氣射流的氧氣利用率和脫碳速度的變化;

圖1 集束氧氣射流與普通超音速氧氣射流比較
(4)不同強度集束氧氣射流的化渣能力和氧化鋼液的影響;
(5)高強集束氧氣射流下鋼渣的噴濺程度及對爐墻、爐蓋設備的影響。
2 集束氧氣射流噴吹實驗
2.1 實驗裝置及方法
針對上述問題,搭建了集束射流噴吹實驗測試平臺,如圖2所示,主要包括氧槍固定架、火焰長度測量標尺、溫度檢測裝置—熱電偶,利用原來的閥組和控制系統實驗,實驗區域為爐后的爐蓋停放平臺(空氣相對靜止)。本研究用90 t電弧爐集束氧槍槍頭結構見圖2,該集束氧槍采用3層結構設計,主氧設計流量范圍為150~3 000 m3/h(標準),拉瓦爾噴嘴設計,Ma=2.0;環氧設計流量為200~1 000 m3/h(標準),燃氣設計流量為100~400 m3/h(標準)。
本實驗針對不同主氧、環氧及燃氣流量條件下的集束氧氣射流特性進行了實驗研究,測試主氧不同流量的射程和環封氣體的直徑,確定最佳環封氣體比例。
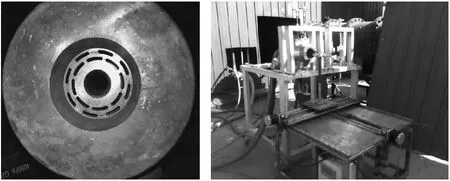
圖2 90 t電弧爐集束氧槍結構及集束射流噴吹實驗測試平臺
2.2 實驗結果分析
不同噴吹參數情況下的集束射流效果見圖3~圖6。由實驗結果可知,氧然比在2.1~2.3時,集束射流的封套效果最佳,可以明顯看出主氧與環氧之間有白亮線分層,封套直徑不變的核心段長度可以達到1米左右,前端封套最大直徑400~500 mm;在主氧流量為2 500 m3/h(標準)時,有效射程可達1.8 m。同時,根據實驗結果可以發現,在主氧流量超過2 500 m3/h(標準)后,即使再增加主氧流量,集束射流的有效射程變化增加不多,也只有1.8~1.9 m。

圖3 不同氧燃比情況下集束射流的封套效果(主氧流量2 000m3/h(標準)保持不變)

圖4 良好的封套效果:主氧流量變化,氧燃比2.0保持不變

圖5 致密封套效果(氧燃比2.1~2.3)

圖6 封套效果差(氧燃比<1.8)
3 集束氧氣射流熱態工業預試驗
根據集束氧氣射流噴吹實驗結果,制定工業預試驗噴吹參數方案,如表1所示,并在90 t電弧爐進行了工業生產實踐,各方案試驗20爐次,相關冶煉指標統計數據見表2。

表1 工業預試驗集束氧槍噴吹參數設計

表2 氧槍流量參數對比試驗效果
根據上述試驗結果,方案1集束射流效果最好,冶煉綜合經濟技術指標最優。同時,根據集束氧氣射流噴吹效果,發現:方案1的低、高氧參數的火焰“干凈利落”,能充分燃燒,封套效果明顯;方案2和方案3的燃氣流量增加后,能形成封套,但在氧槍出口300 mm封套附近有少量氣體燃燒,其原因在于環氧流量增大后,出口壓力相應增加,而燃氣的量增加后,出口壓力減少(工廠燃氣總流量不足),造成氧燃比增加,多余的氧氣與爐內的其他氣體燃燒而發散,射流噴吹效果相對差些。
根據上述試驗結果,確定90 t電弧爐集束氧槍噴吹參數設定為:主氧流量2 500 m3/h(標準),燃氣∶氧氣=1∶2.1~2.3,脫碳模式的燃氣流量在120~150 m3/h(標準)能滿足集束效果的需要,各項綜合經濟技術指標最優。
4 工業應用實踐
4.1 集束氧槍供氧工藝曲線的確定
實際生產過程中,集束氧槍的冶金效果不僅與參數設定有關,還應考慮以下因素:
1)鐵水比例
鐵水比例低時,配碳量低,需控制用氧強度,以防止鋼水過氧化,但同時還應考慮熔池攪拌效果,縮短冶煉時間。鐵水比例高時,脫碳任務重,應強化供氧,保證生產效率,但需防止熔化前期氧氣流反彈吹漏氧槍、槍座及爐壁水冷件,還需防止爐渣返干。
2)廢鋼結構
廢鋼中重型料(如注余冷鋼、大型機械件、密實打包塊等)比例較大時,熔化時間長,為防止熔化前期氧氣流反彈,氧槍燒嘴模式需要開啟較長時間。如廢鋼以輕型料為主,為提高生產效率及降低燃氣消耗,則可適當縮短氧槍燒嘴模式開啟時間。
3)余鋼量的控制
爐內余鋼量少時,熔池形成慢,低溫狀態下的廢鋼不能被氧氣直接快速熔化,氧槍燒嘴模式需要開啟較長時間;爐內余鋼量大時,熔池形成塊,可適當縮短氧槍燒嘴模式開啟時間。
根據90 t電弧爐生產現狀和前期預試驗冶煉情況,確定集束氧槍噴吹工藝曲線如圖7所示,主要針對一次加料后和二次加料后熔化期噴吹工藝曲線進行了調整。在氧化期,需根據鋼水碳含量調整開啟氧槍支數,并根據爐齡調整主氧流量。

圖7 集束氧槍熔化期噴吹工藝曲線
4.2 工業生產效果分析
1) 冶煉周期縮短,電弧爐冶煉能力提升
連鑄¢330規格生產時(連鑄通鋼能力強,不制約電爐生產節奏)平均冶煉時間及產量變化統計見表3和圖8。由實際生產數據可知,90 t電弧爐使用普通超音速氧槍,冶煉周期約53 min,而采用集束氧槍后,隨著相關工藝參數的日益成熟和穩定,冶煉節奏逐漸加快,冶煉周期不斷縮短,可控制在46 min內,產量增長明顯。
2)渣中FeO含量降低,鋼鐵料消耗減少
90 t電弧爐集束氧槍參數和工藝優化后,氧槍的氧氣射流集束性能提高顯著,大大減輕了對鋼液中Fe的氧化,電弧爐氧末爐渣成分對比見圖9,渣中FeO含量降低4.71%,TFe含量降低3.66%。圖10所示為90 t電弧爐冶煉鋼鐵料消耗變化,與改造前使用普通超音速氧槍相比,集束氧槍應用后鋼鐵料消耗指標改善明顯,噸鋼減少7.7 kg,經濟效果顯著。
3)渣中FeO含量降低,耐材侵蝕速度減緩
電弧爐冶煉過程中,渣中FeO含量降低,降低了爐渣的氧化性,且提高爐渣堿度及黏度,有利于爐壁自動掛渣,減輕對爐襯的侵蝕。同時通過強化爐壁氧槍供氧能力,減少爐門氧槍供氧強度及供氧時間,減輕了對爐門口附近耐材的侵蝕。采用集束供氧技術后,90 t電弧爐爐齡從平均588爐提高至773爐,電弧爐使用周期從22天提高到30天,既降低了耐材消耗,又提升了有效生產時間,生產成本大幅降低。

表3 2017年6月—2019年8月電弧爐平均冶煉時間對比

圖8 90 t電弧爐冶煉時間及產量變化情況

圖9 集束氧槍應用前后電弧爐渣樣成分對比
5 結 論
結合90 t電弧爐生產現狀,對90 t電弧爐進行了集束供氧系統升級改造,利用集束氧氣射流噴吹實驗、工業預試驗等手段對90 t電弧爐集束供氧工藝參數進行了優化設計,并開展了工業應用實踐。實際生產結果表明,90 t電弧爐集束供氧系統運行良好,工藝穩定。與改造前采用普通超音速氧槍相比,90 t電弧爐采用集束氧槍進行生產,平均冶煉周期縮短約7 min,渣中FeO含量降低4.71%,TFe含量降低3.66%,噸鋼鋼鐵料消耗降低7.7kg,爐齡增加185爐,取得了顯著的經濟效益。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中老年保健(2021年12期)2021-11-30 02:58:01
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
