基于靈敏度排序的焊點布置魯棒性分析方法研究*
2021-01-13 11:14:36宋海生陳志勇楊昌海史文庫
汽車工程 2020年12期
宋海生,陳志勇,楊 娜,楊昌海,史文庫
(1. 吉林大學(xué),汽車仿真與控制國家重點實驗室,長春 130022;2. 一汽—大眾汽車有限公司技術(shù)開發(fā)部,長春 130022 )
前言
電阻點焊(RSW)是汽車工業(yè)主要采用的制造技術(shù),典型轎車白車身往往具有3 000 ~5 000 個焊點。在整車壽命中,制造不精確、小的事故和疲勞失效都可能導(dǎo)致大量的焊點連接的劣化或脫落[1-5]。焊點的魯棒性就是指焊點布置方案對于制造過程中的不確定性(焊點的位置變化、焊點的漏焊和焊點的失效等)和由于汽車整個使用壽命中的疲勞效應(yīng)導(dǎo)致的焊點破壞的抗干擾性。一個優(yōu)良的方案應(yīng)該具有較強的魯棒性,即不應(yīng)該因為某一個或幾個焊點的失效而使整個方案的效果大打折扣[6-7]。
目前,魯棒性分析主要采用蒙特卡洛仿真方法(MC),其存在以下缺點[8-15]:①成本高效率低,每次仿真都需要大量的抽樣,這意味著需要大量的性能仿真計算;②精度嚴(yán)重依賴抽樣數(shù)量,要想得到較高的精度就必須提高抽樣的數(shù)量,且樣本容量越大需要的抽樣數(shù)量就越多。以上缺點嚴(yán)重制約了該方法在汽車白車身焊點魯棒性分析中的應(yīng)用,所以尋找一種高效、低成本的魯棒性分析方法就顯得尤為重要。
鑒于此,本文中提出了一種基于焊點靈敏度排序的魯棒性分析方法。首先針對某國產(chǎn)輕型客車的焊點布置方案,建立了有限元模型并進行了試驗驗證;其次以白車身動剛度和靜剛度作為性能目標(biāo),采用焊點及其相鄰單元應(yīng)變能對焊點進行了靈敏度的排序;然后基于上述結(jié)果提出了一種基于靈敏度排序的焊點魯棒性分析方法,并與傳統(tǒng)的蒙特卡洛仿真進行了對比驗證,結(jié)果表明本文提出的方法具有高效、低成本的特點,僅需要較少的抽樣即可獲得較高的計算精度。
1 蒙特卡洛魯棒性分析方法(MC)
魯棒性所討論的問題之一就是隨機事件的概率計算問題,一般最常用的方法是蒙特卡洛仿真方法,主要包括一般抽樣方法和重要抽樣方法[16-18]。
1.1 一般抽樣方法
假設(shè)存在n個隨機變量,其概率密度函數(shù)分別為f(x1),f(x2),…,f(xn) ,結(jié)構(gòu)性能函數(shù)表示為

則性能失效的概率可以表示為

式中I[gx(X1,X2,…,Xn)] 為示性函數(shù)。對隨機樣本進行抽樣可以得到一個樣本向量由此可得性能失效概率的估計值為
由式(3)估計的失效概率的平均值為
由式(3)估計的失效概率的方差為

相應(yīng)的變異系數(shù)(即模擬的精度)為

當(dāng)規(guī)定了要求的模擬精度(即變異系數(shù))后,由式(8)近似估計需要的模擬次數(shù):

式(7)和式(8)表示了模擬精度與模擬次數(shù)之間的關(guān)系,為了達到變異系數(shù)的模擬精度,需要進行的模擬次數(shù)為N=105~107,這也是傳統(tǒng)的蒙特卡洛效率低、成本高的原因。
1.2 重要抽樣方法
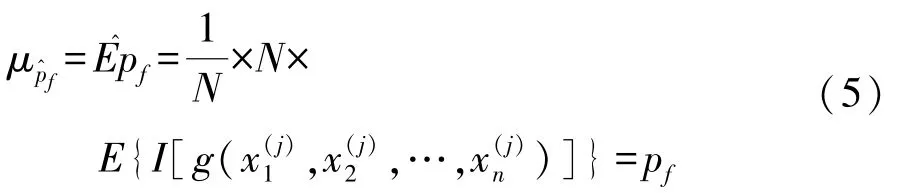
為了減少蒙特卡洛模擬所需要的次數(shù),重要抽樣方法被提出。兩者之間的差別如圖1 所示。
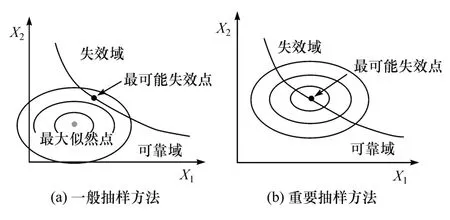
圖1 一般抽樣方法與重要抽樣方法對比
圖中同心橢圓表示聯(lián)合概率密度函數(shù)的等值曲線,圓心即為聯(lián)合概率密度函數(shù)的最大值點,也就是最大似然點,該點一般在隨機變量的中值處或是平均值附近。當(dāng)按照一般抽樣方法進行隨機變量的抽樣時,樣本點落在最大似然點處的概率最大,所以抽取的樣本點大部分都落在了該點的附近。而按照性能設(shè)計的要求,性能失效是一個小概率的事件,也就是說設(shè)計性能時要使得最大似然點在可靠域內(nèi),且遠離失效邊界。在這種情況下,只有少數(shù)或是極少數(shù)(取決于性能失效概率的大小)的樣本點落在了失效域內(nèi),落在失效域內(nèi)的樣本點越少,失效概率估計值的不確定性越大,魯棒性就越差,從而估計精度越低。
所謂重要抽樣方法就是通過改變抽樣中心的位置或者用新的概率分布對隨機變量進行抽樣,來估計失效概率的值,從而達到減小變異系數(shù)的目的。
為了達到這一目的,就需要從兩個方面進行考慮:一是增大樣本點落入失效域的機會;二是使示性函數(shù)具有較大的權(quán)重。一個簡單的方法是直接將重要抽樣隨機變量的中心(即平均值)選在對失效概率影響最大的點,該點可以通過如下的優(yōu)化方法確定:

同時,也可采用一次2 階矩方法分析得到該點的位置。以上方法在理論上雖然可以提高效率、降低成本,但這需要額外進行優(yōu)化計算或是一次2 階矩的計算,當(dāng)樣本數(shù)量較大時,采用上述兩種方法確定最大可能失效點的工作量依然是巨大的。
2 基于焊點靈敏度排序的魯棒性分析方法
為了克服傳統(tǒng)魯棒性分析方法成本高、效率低的缺點,本文中借鑒了重要抽樣方法的理論,引入了焊點靈敏度排序的方法尋找最大可能失效點,相對于優(yōu)化計算或一次2 階矩計算,該方法成本低、效率高。
具有較高靈敏度值的焊點相對于具有較低靈敏度值的焊點對白車身性能具有更大的影響,這也就意味著具有較高靈敏度值的焊點落入白車身性能失效域的概率將遠大于具有較低靈敏度值的焊點。本文中利用這一結(jié)論,選擇具有較高靈敏度值的焊點使其失效,則會大大增加樣本點落入失效域的機會,從而提高魯棒性分析的效率。
2.1 焊點靈敏度評價方法
當(dāng)白車身受到載荷作用(包括動載荷和靜載荷)時會產(chǎn)生一定的變形,此時白車身上的每一個部件(包括焊點)都將儲存一定的應(yīng)變能,應(yīng)變能高的區(qū)域其負載大、變形大,因此對于車身剛度影響也就較大,即所謂的高靈敏度區(qū)域。為了對白車身焊點靈敏度進行排序,本文中采用基于焊點及其相鄰單元應(yīng)變能的方法作為靈敏度排序的依據(jù)。其計算方法如下:

式中:Un,eps為結(jié)構(gòu)承受載荷時第n個焊點與相鄰單元的應(yīng)變能;an,eps為第n個焊點與相鄰單元在承受載荷時的位移列陣;Kn為第n個焊點與相鄰單元的結(jié)構(gòu)剛度矩陣。其中焊點與相鄰單元的位移列陣表達式為

2.2 基于靈敏度排序的魯棒性方法(RMC)建立
魯棒性分析的最終目的是研究白車身性能對于焊點失效的敏感度。依照上述思路,建立如下離散焊點的不確定度(即焊點的失效概率)模型:

式中:N和分別為有效的焊點數(shù)量和總的焊點數(shù)量;α為失效焊點的不確定水平,這里可以簡單地采用失效焊點的數(shù)量來代替。焊點主要影響的是白車身的動態(tài)剛度和靜態(tài)剛度,本文中以1 階模態(tài)和2階模態(tài)表征白車身的動態(tài)剛度,以靜態(tài)扭轉(zhuǎn)剛度和靜態(tài)彎曲剛度來表征白車身的靜態(tài)剛度。則焊點的魯棒性函數(shù)可以表示為

根據(jù)以上思路,可以得到本文建立的基于焊點靈敏度排序的魯棒性分析方法(RMC)的基本計算流程,如圖2 所示。
圖2 RMC 方法計算流程
3 RMC 魯棒性分析方法的驗證
3.1 系統(tǒng)描述
本文中研究對象為某國產(chǎn)輕型客車的白車身,如圖3 所示。該車型為非承載式車身,車架對于整車剛度的影響較大,為了更加明晰地研究焊點魯棒性對于車身本體的剛度影響,故驗證過程中未將車架考慮在內(nèi)。該車身共包含9 462 個點焊單元,焊點的位置分布如圖4 所示。

圖3 某國產(chǎn)輕型客車白車身

圖4 白車身焊點布置位置
3.2 有限元模型建立與試驗驗證
將三維實體模型以STP 格式導(dǎo)入到有限元前處理軟件Hyper-mesh 中進行有限元網(wǎng)格的劃分,網(wǎng)格全部采用SHELL 單元進行劃分,建立的白車身有限元模型(不包括焊點)如圖5 所示。
圖5 白車身有限元模型(不包括焊點)
為了對焊點進行準(zhǔn)確模擬,本文中采用被廣泛驗證的C-WELD 單元,并將焊點與相鄰單元作為整體考慮的模型,詳細對比研究可以參見相關(guān)文獻[19-22],限于篇幅及本文研究重點,此處不對建模方法進行贅述。最終建立的白車身有限元模型(包含焊點)如圖6 所示。
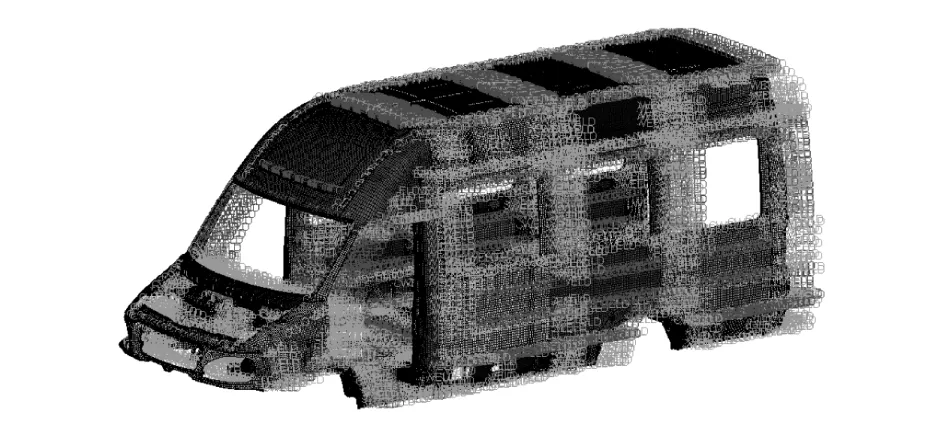
圖6 白車身有限元模型(包含焊點)
為了驗證本文所建立的有限元模型的正確性,本文中利用所建立的有限元模型進行仿真計算并進行相應(yīng)的試驗驗證,主要包括白車身模態(tài)仿真試驗、白車身靜態(tài)扭轉(zhuǎn)仿真試驗和白車身彎曲仿真試驗。仿真采用Hyper-Works 軟件進行,部分試驗過程設(shè)備如圖7~圖9 所示。仿真與試驗結(jié)果對比如表1所示。

圖7 白車身模態(tài)試驗

圖8 白車身靜態(tài)扭轉(zhuǎn)測試系統(tǒng)
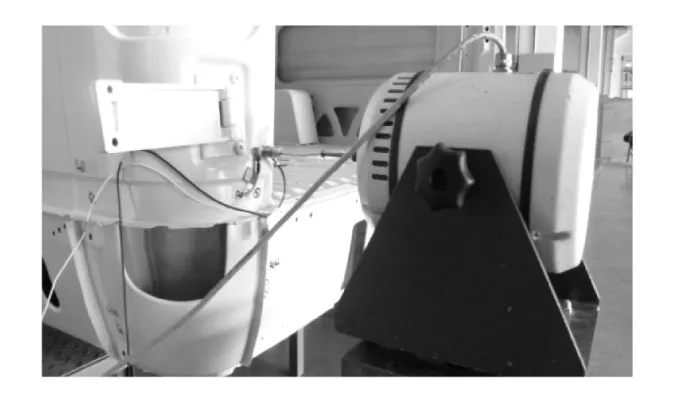
圖9 模態(tài)試驗激振器(X 方向)

表1 白車身仿真與試驗結(jié)果對比
以上結(jié)果說明,試驗與仿真結(jié)果具有較好的一致性,說明本文建立的白車身有限元模型較為精確,并能獲取較為準(zhǔn)確的結(jié)果,可以應(yīng)用于后續(xù)研究和分析。
3.3 焊點靈敏度排序結(jié)果的獲得
通過上述有限元計算可得各個焊點對于不同性能指標(biāo)的靈敏度分布,如圖10~圖13 所示。
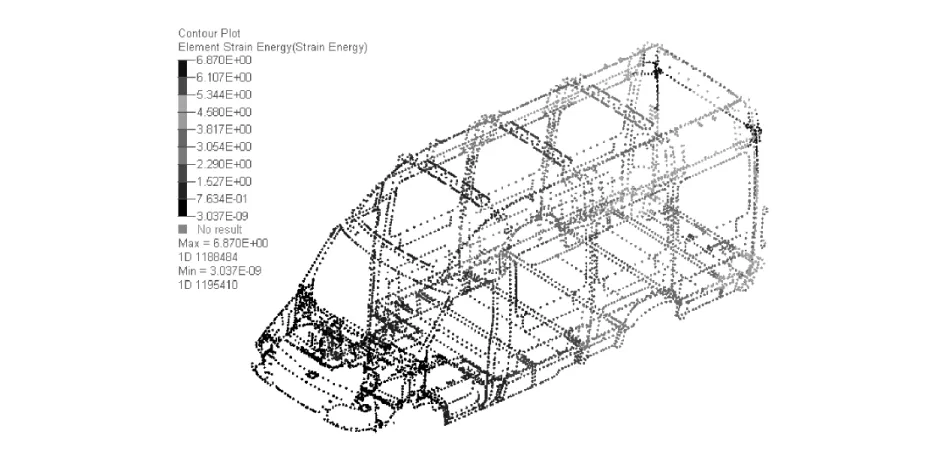
圖10 焊點對1 階模態(tài)的靈敏度結(jié)果
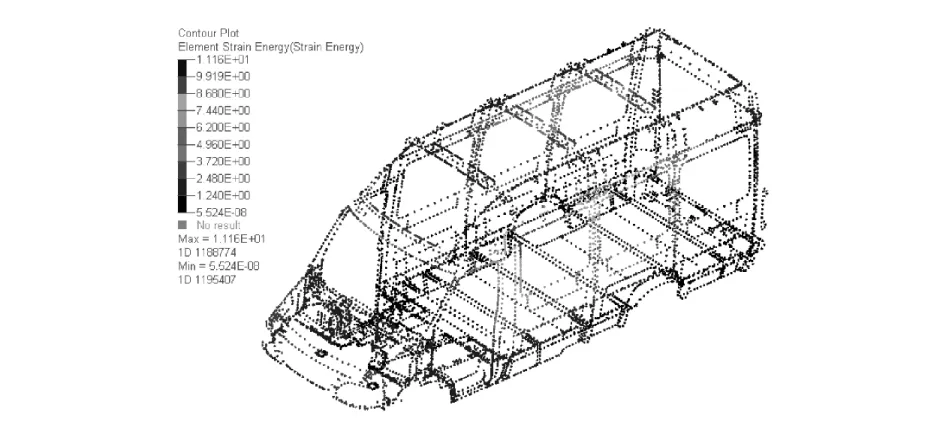
圖11 焊點對2 階模態(tài)的靈敏度結(jié)果
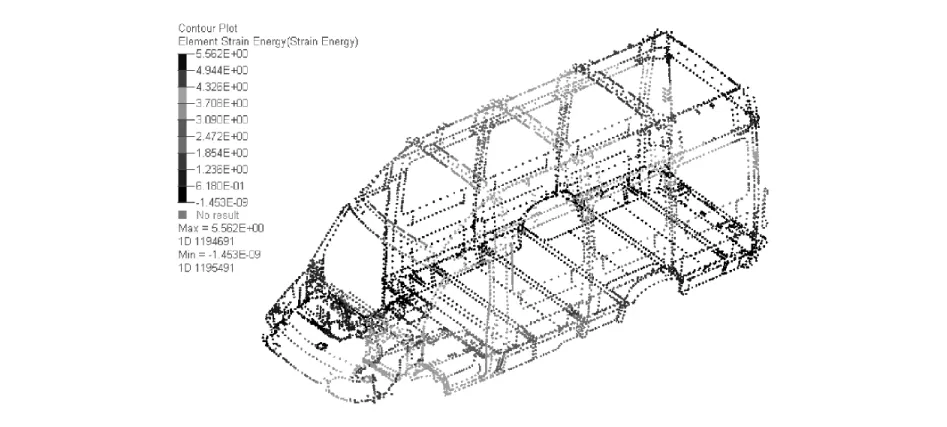
圖12 焊點對靜態(tài)扭轉(zhuǎn)的靈敏度結(jié)果
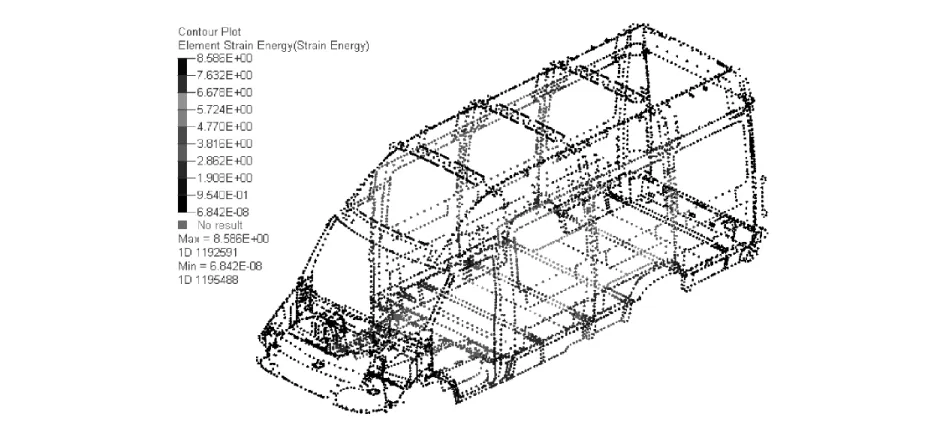
圖13 焊點對靜態(tài)彎曲的靈敏度結(jié)果
根據(jù)以上計算結(jié)果即可對白車身9 462 個焊點按照靈敏度的值進行降序排列,從而可以知道哪些焊點對白車身性能具有最高的靈敏度,該焊點即可確定為最大可能失效點。
3.4 RMC 方法與MC 方法的對比驗證
為了驗證本文提出的RMC 方法的效果和效率,本文中以某輕型客車白車身的焊點分布作為對象,分別采用傳統(tǒng)MC 方法和本文提出的RMC 方法獲取魯棒性曲線并進行對比。
分別針對30 個焊點失效、60 個焊點失效和100個焊點失效這3 種工況的魯棒性進行對比分析,參考相關(guān)研究成果[23-24],傳統(tǒng) MC 方法選取 75 個抽樣進行計算,RMC 方法在每一次迭代中選取10 個失效焊點進行計算。兩種方法獲取的魯棒性對比結(jié)果如圖14~圖17 所示。其中R1表示以白車身1 階模態(tài)頻率作為性能指標(biāo)的魯棒性,R2表示以白車身2階模態(tài)頻率作為性能指標(biāo)的魯棒性,R3表示以白車身靜態(tài)扭轉(zhuǎn)剛度作為性能指標(biāo)的魯棒性,R4表示以白車身靜態(tài)彎曲剛度作為性能指標(biāo)的魯棒性。
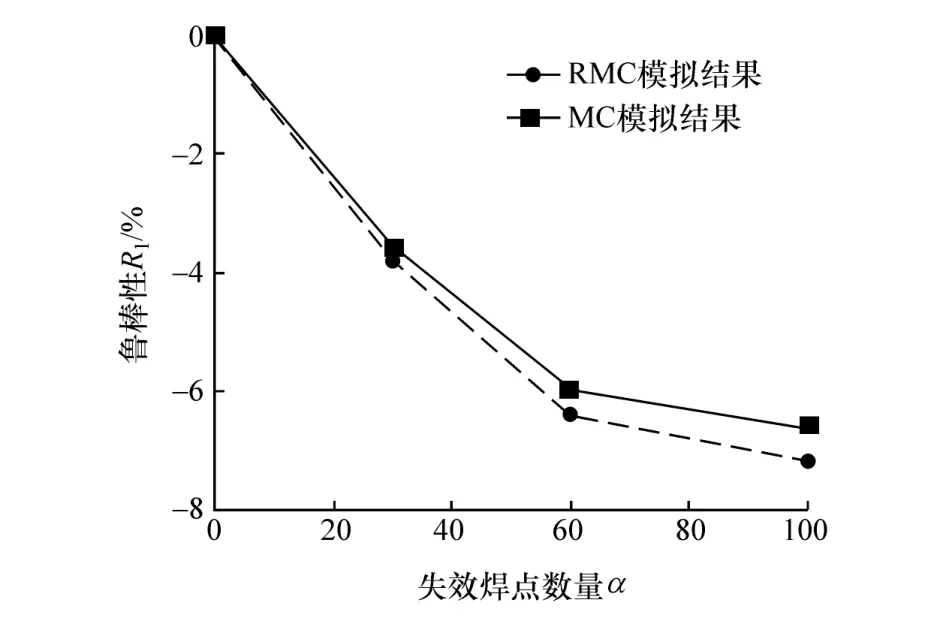
圖14 魯棒性R1 對比結(jié)果
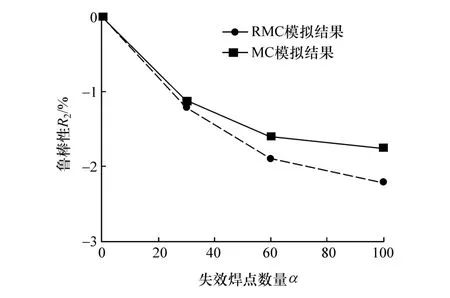
圖15 魯棒性R2 對比結(jié)果
由圖可見:
(1)采用MC 方法和RMC 方法所獲得的魯棒性曲線趨勢一致,但是MC 方法獲取的魯棒性結(jié)果偏小,由于魯棒性函數(shù)Rv(v= 1,2,3,4)表征的是在所有可能性中焊點失效導(dǎo)致的相應(yīng)性能的最大偏移率,這就意味著本文提出的RMC 方法的精度要高于采用75 個樣本點的MC 方法;
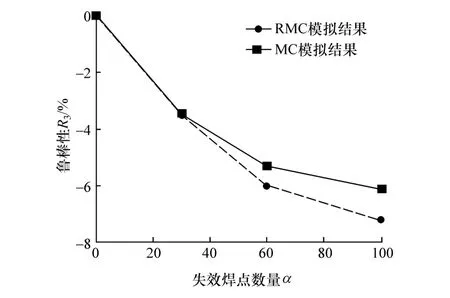
圖16 魯棒性R3 對比結(jié)果
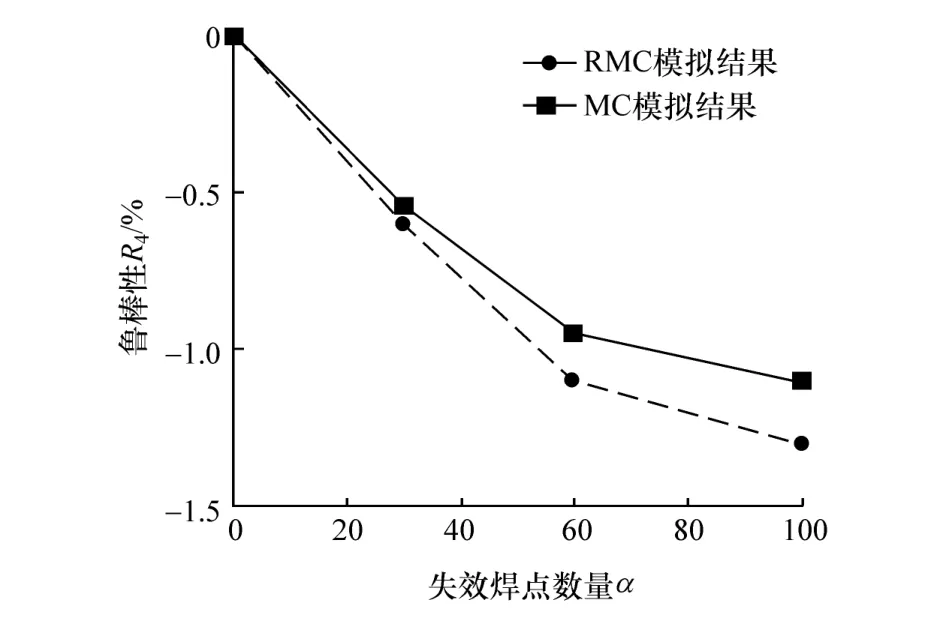
圖17 魯棒性R4 對比結(jié)果
(2)在獲取以上魯棒性曲線的過程中,RMC 方法共須進行10 次白車身性能分析,而MC 方法則須進行75×3 =225 次白車身性能分析,所以采用RMC不僅能獲得具有較高精度的魯棒性結(jié)果,而且還大大提高了魯棒性計算的效率;
(3)隨著失效焊點數(shù)量的增多,兩種方法獲得的結(jié)果差異逐漸增大,這主要是因為隨著樣本數(shù)量的增加,MC 方法需要更多的抽樣才能獲取較高精度的結(jié)果,而RMC 方法則沒有這樣的約束條件。
4 結(jié)論
傳統(tǒng)的蒙特卡洛魯棒性分析方法存在著成本高、效率低、精度嚴(yán)重依賴抽樣數(shù)量的缺點。為了克服上述缺點,本文中在蒙特卡洛重要抽樣理論的基礎(chǔ)上,結(jié)合焊點靈敏度排序提出了一種新的魯棒性分析方法(RMC),并以某國產(chǎn)輕型客車白車身為例進行了對比驗證,得出如下結(jié)論:
(1)本文提出的基于焊點靈敏度排序的魯棒性分析方法是一種高效、低成本的魯棒性分析方法,該方法采用較少的成本即可獲得較高的精度;
(2)本文提出的魯棒性分析方法對于大樣本容量的案例具有更強的適用性,可以廣泛應(yīng)用于白車身焊點的優(yōu)化問題,同時對于類似的工程問題也具有較強的實用價值和借鑒意義。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2022年11期)2022-02-14 07:14:12
科普童話·學(xué)霸日記(2020年1期)2020-05-08 16:45:11
小天使·一年級語數(shù)英綜合(2019年2期)2019-01-10 11:57:30
兒童繪本(2018年5期)2018-04-12 16:45:32
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
