SW25-8 微型挖掘機動臂機器人焊接系統的設計與應用
2021-01-14 12:53:52全鴻偉陳炳森陳劍彬丁錫志
裝備制造技術 2020年8期
全鴻偉,陳炳森,陳劍彬,丁錫志
(1.廣西水利電力職業技術學院,南寧530023;2.廣西徐沃工程機械設備有限公司,南寧530105)
0 前言
微型挖掘機除可完成小型挖溝、清淤、裝載等工作之外,通過簡單更換工作裝置后還可進行起重、夯土、澆筑、安裝等工作。隨著中國農業現代化發展步伐不斷加快,微型挖掘機已逐漸成為現代農業生產的必備工具。由于微型挖掘機大部分結構件均為焊接件,其焊接工作量占產品生產總工時的30%以上,如何有效提升焊接作業效率,提高焊接質量,成為制造企業重要考慮的問題之一。
機器人是一種能夠進行編程并在自動控制下執行某些操作和移動作業任務的機械裝置[1]。隨著中國裝備制造的轉型升級和工業機器人應用的不斷推廣,采用工業機器人來完成批量金屬結構件的焊接不僅技術可行,而且質量易控、效率高、成本低、操作人員經過簡單培訓即可完成相應操作,對于當前面臨熟練焊接技術工人緊缺,產品產能受限的制造企業而言,采用工業機器人來完成結構件大部分焊縫的焊接工作,成為中小型制造企業的首選。SW25-8微型挖掘機年產量已達到500 臺以上,具備了批量生產的條件,為提升動臂焊接質量和效率,降低焊接的勞動強度,設計并研制了一套工業機器人焊接系統來完成動臂的焊接。
1 微型挖掘機動臂焊接工藝分析
SW25-8 微型挖掘機動臂結構如圖 1 所示,1、4、6、7 等處軸承支座經車削加工成形后,與上下面板、左右側面板,以及各軸承座的肋板通過焊接組成。動臂上下面板及側面板均選用6 mm 厚的Q355B 低合金高強度鋼板,上下面板采用激光切割下料再經卷板成形,左右側面板直接激光切割成形。圖2(a)為動臂的平面圖,其1 和6 軸承支座孔間距為2 000 mm,動臂彎曲方向尺寸為600 mm。
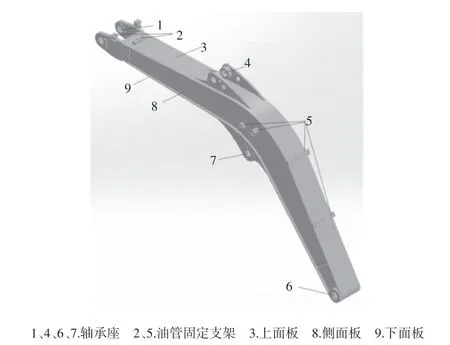
圖1 SW25-8 微挖動臂結構示意圖
動臂結構并不復雜,但尺寸較大,焊縫較多且有空間曲線,焊接工作量大,圖2(b)為上下面板與左右側面板的焊縫,單側長達3 850 mm,必須對兩條長焊縫分段對稱焊接,以避免過大的焊接應力和變形,具體焊接工藝如下:
(1)利用工裝夾具,先定位并點焊固定上下左右面板,形成動臂主體結構。
(2)定位點焊各軸承支座及肋板。
(3)分段對稱焊接上下面板與左右側面板的長焊縫。
(4)焊接各軸承支座及肋板。
(6)焊接各油管支架。
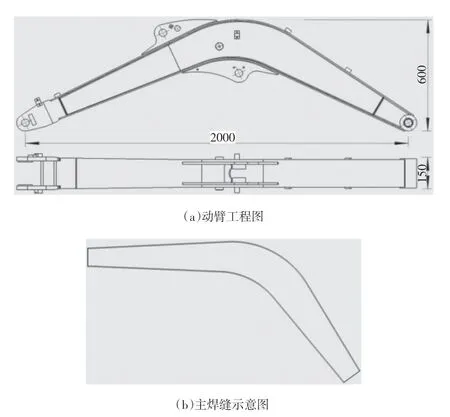
圖2 動臂工程圖及主要焊縫示意圖
2 基于工業機器人的動臂自動焊接系統設計
工業機器人常用于完成搬運、碼垛、焊接、噴漆、打磨、裝配等工作,但不同用途的機器人,其結構和應用還是有較大區別的。機器人本體可以是通用的,但工作任務不同、工作對象不一致,機器人的結構就不一樣。對于焊接用工業機器人,可根據焊接的對象和任務,在通用機器人基礎上,集成相應的工裝夾具以及動作機構,才可以完成相應的焊接作業。
SW25-8 微型挖掘機動臂焊縫長,在焊接過程中需要不斷翻轉實行對稱焊接,因此,針對動臂的焊接作業進行了系統的設計,總體布置方案如圖3 所示,主要組成包括焊接機器人、雙立柱單回轉式變位機、機器人移動導軌、自動CO2保護焊機、焊槍清槍站、平衡吊等。
2.1 焊接機器人選型
結合SW25-8 微型挖掘機動臂的結構特點及焊接要求,焊接過程中除需要控制焊槍的空間移動及定位之處,還要控制機器人在導軌方向的移動和工件借助變位機實現的回轉運動。常見的焊接機器人焊槍空間移動及定位需要六個自由度,而本項目用于實現動臂焊接的機器人應具備八個自由度,即需要控制八個軸的伺服電動機。
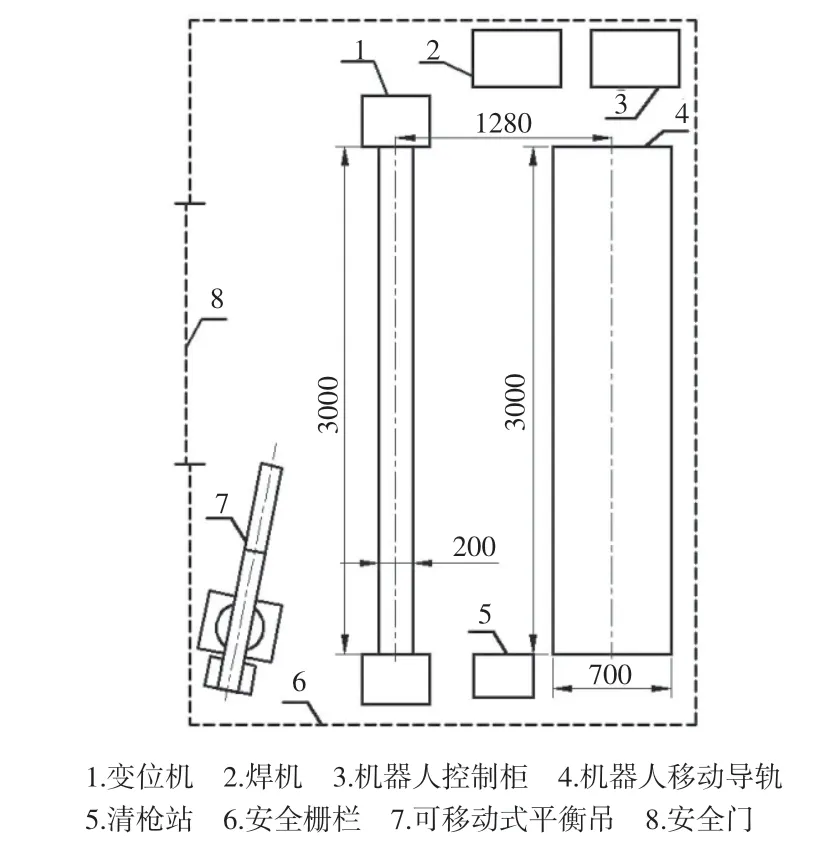
圖3 動臂自動焊接總體布置圖
為了便于實現動臂焊接八個自由度的控制,有兩種方案可選。
方案一:可選擇通用六軸焊接機器人再加上1臺PLC(可編程控制器)及觸摸屏組成,由六軸焊接機器人控制器實現焊槍空間移動控制及焊機控制,由PLC 負責整個系統焊接程序的選擇、 工作啟停以及機器人在導軌上的移動控制和變位機的回轉運動控制。機器人移動導軌及變位機回轉的伺服電動機可根據需要單獨配置,PLC 通過PTO 脈沖以及行程開關、 伺服電動機驅動器實現對機器人移動及工件回轉運動伺服電動機的控制。
方案二:直接采用九軸焊接機器人,除了六個軸用于焊接機器人本體(焊槍空間移動及定位),再用第七軸用于控制機器人在導軌上的移動,用第八軸控制變位機回轉運動,并實現八軸聯動控制[2],實現動臂焊接所需要的各種運動和姿態控制。此外,再配備一個遠程操作面板,安裝啟動、暫停、急停按鈕用于日常操作,具體焊接程序則由示教器來選擇。
兩種方案相比,各有優缺點,對于方案一,操作方便,焊接程序可在與PLC 連接的觸摸屏上選擇,但要實現機器人在導軌上移動和變位機回轉運動與其它六個軸實現聯動控制則較為困難;對于方案二,最大的優點在于焊接所需要的八軸可實現聯動控制,因此,本項目選擇了方案二,選用了1 臺國產九軸控制的焊接機器人。
2.2 移動導軌設計
常見機器人移動導軌結構有多種型式,考慮到本項目機器人移動部分的重量不大,為了獲得較高的定位精度,決定采用直線導軌+斜齒輪齒條的結構型式,結構件包括基礎鋼架、2 條導軌。4 個滑塊以及安裝平板、機器人基座。
機器人基座固定在安裝平板上,平板再固定安裝在導軌滑塊上,通過兩條平行導軌承受機器人移動部分的全部重量并傳遞至基礎鋼架和地面上。固定在安裝平板上的伺服電動機通過軸端斜齒輪和固定在基礎鋼架上的斜齒條傳動帶動安裝平板及其上的機器人在導軌上移動,實現機器人移動控制。
結合考慮動臂的結構尺寸,移動導軌的總長度取3 000 mm,直線導軌副如圖4 所示。
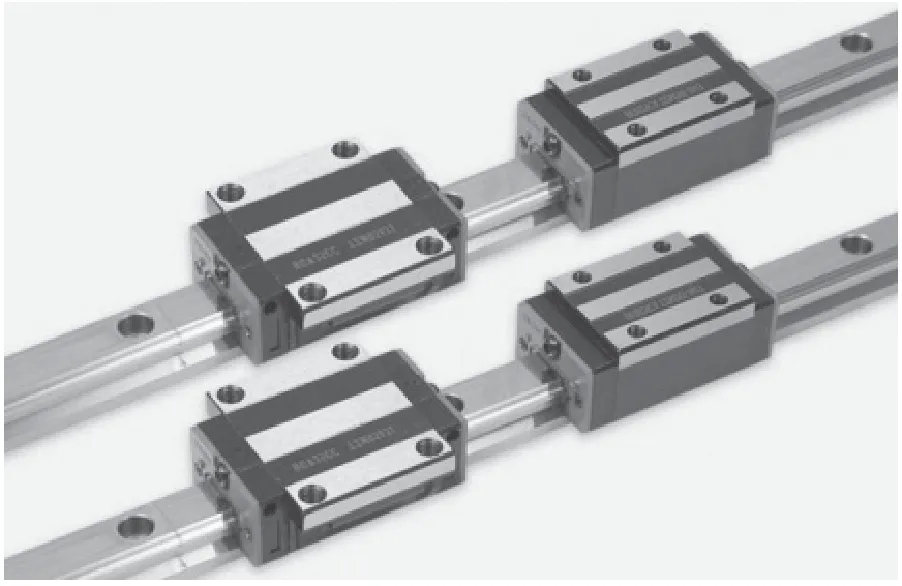
圖4 機器人移動用直線導軌副
2.3 變位機選型
變位機是焊接輔助設備,主要用于焊接過程中實現待焊接工件的回轉變位,以獲得所需的加工位置,實現連續焊接。其應能夠與焊接機器人聯動控制,以組成自動焊接系統。
變位機有多種類型,本項目變位機主要用于實現對動臂的回轉控制,考慮到動臂的結構尺寸和重量均較大,因此,選用雙立柱單回轉式變位機,其一端立柱安裝伺服電動機驅動裝置作為主動端,帶動兩立柱間工作平臺沿一個回轉方向轉動,另一端隨主動端運動。
綜合考慮動臂的結構尺寸,選擇變位機的工作平臺長度為3 000 mm,平作臺寬度為200 mm,同時,為便于操作,將焊接系統的遠程操作面板(安裝有啟動、暫停、急停按鈕)安裝在變位機的立柱上。
2.4 電焊機選型
電焊機的選擇,首要考慮的是焊接方式和焊接電流大小,而焊接電流的大小與焊件厚度、 接頭型式、焊接位置、焊條型號、焊條直徑、焊接速度均有關,為獲得較好焊接質量和較高的生產效率,本項目選用廣泛應用于全自動化焊接的CO2保護焊機。
對于CO2保護焊,焊接電流的大小主要取決于焊接送絲的速度。焊接送絲速度越快,則焊接電流就越大。考慮到動臂焊接鋼板的厚度達6 mm,焊絲直徑可選1.6 mm、2.0 mm、2.5 mm,
為保證一定的焊接電流安全裕量和較高的焊接速度,選擇最大焊接電流應達400A 以上的電焊機。
經市場調研后,選用Ehave CM500 型全數字IG BT 逆變CO2保護電焊機(含送絲機構、 焊槍及清槍站),其采用微機全數字化控制,輸入容量24 kVA 的3 相交流電源,電流輸出 30~500 A,送絲速度 1.4~24 m/min,可接收機器人控制器輸出的4~20 mA 模擬量信號實現焊接電流的連續調節。
2.5 平衡吊選型
為了實現動臂在變位機上的安裝與調整,需要配置一套吊運設備。結合圖3 所示的布置圖和動臂的重量,選擇1 臺額定起重量為300 kg、工作半徑為2 500 mm 的PJ030 型機械平衡吊。
平衡吊利用三相交流異步電動機通過驅動螺母轉動從而帶動絲桿上升來實現貨物吊運,同時靠主吊桿后端的平衡塊來平衡起吊時的重力,從而使運動平滑,操作省力,避免工作時形成側翻力矩而導致設備傾倒。同時為了便于動臂的安裝與調整,給平衡吊設計制作了一個可移動式底座,工作時,可根據需要萬向移動整個平衡吊。實物如圖5 所示。

圖5 機械平衡吊實物
3 動臂機器人焊接系統的應用
根據前述SW25-8 微型挖掘機動臂自動焊接系統的方案設計,項目選用了1 臺國產九軸控制(有一軸為備用)的宏太焊接機器人,訂購了長度為3 000 mm、配備2 個滑塊的滾珠直線導軌2 套和長度為3 000 mm 的雙立柱單回轉式變位機1 臺,訂購了焊接電流達500 A 的全數字IGBT 逆變CO2保護電焊機1 套以及機械平衡吊1 臺,設計制作了機器人移動導軌的基礎鋼架、安裝平板和機器人固定底座,選配了相應的伺服電動機、斜齒輪和齒條、導軌風琴式防護罩。
整個系統配置、安裝完成后,使用機器人示教器協調配對好機器人控制器與第七軸(機器人移動)和第八軸(變位機回轉)伺服電動機及驅動器的參數,實現八軸聯動控制。之后將定位點焊后的動臂主體結構安裝于變位機上進行了試焊,效果良好。焊接現場如圖6 所示。

圖6 動臂機器人焊接現場
4 結束語
項目自2019 年1 月投產后,經過2 個多月的磨合以及對焊接程序的完善和對焊接參數的不斷優化,單個動臂的安裝和焊接時間約為40 min,比人工焊接大約快了40 min,同時,焊接速度穩定,焊縫尺寸均勻,采用翻轉對稱焊接,焊縫應力小,變形量也明顯優于人工焊接,焊接質量和效率達到了預期的目標。同時,在生產過程中也發現定位點焊后的動臂主體結構如果存在較大的尺寸誤差時,會直接影響到最后的焊縫位置和焊接質量,需要在焊接前把好鋼板卷板以及點焊主體結構成型的質量,才能更好地發揮本系統的作用。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24