鍍鋅板螺母電容儲能凸焊工藝的分析
2021-01-14 12:54:40曾慶華劉錫振
裝備制造技術 2020年8期
關鍵詞:工藝
曾慶華,劉錫振
(1.柳州五菱汽車工業有限公司,廣西 柳州545007;2.廣西廣咨工程咨詢有限公司,南寧530021)
0 前言
當前,隨著我國汽車工業的快速發展,汽車車身件所使用鋼板種類也隨之發生著巨大的改化。為了提高車身件的使用年限,加強材料的抗腐蝕性能,廣泛采用鍍鋅鋼板逐漸替代冷軋鋼板成為車身件制造的發展趨勢。據了解,近兩年已經生產出全鍍層的白車身。在汽車行業內,白車身制造過程中,車身鈑金件螺母與板材的焊接通常使用凸焊的方法進行連接,由于表面鋅層的熔點、硬度較低是鍍鋅鋼板的主要特征之一,使得該特征使鍍鋅板在凸焊過程中較普通冷軋鋼板具有一定的特殊性。由于表面鍍層中鋅的存在,使鍍鋅鋼板焊接性能下降,凸焊接較為困難,在焊接過程中將產生較為嚴重的焊接飛濺現象。使得現場操作人員的勞動環境進一步惡化,還增加了生產現場的風險因素,而且大量的飛濺顆粒附著在車身件的表面,降低了車身件的表面質量,給后續打磨工序的增加了勞動強度。
關于鍍鋅板的螺母凸焊特性方面的探索,國內外已有較多專家和學者在進行這方面的研究工作。關于鍍鋅板凸焊飛濺的形成機理,以下作簡要說明。
在凸焊過程中,由螺母貼合面或電極與母材表面間飛出細微融化金屬顆粒的現象稱為凸焊飛濺。在凸焊加熱過程中,使得液態熔核周圍的高溫固態金屬,在電極壓力的作用下產生塑性變形和強烈再結晶,形成包裹著液態熔核的高溫塑性金屬環,稱為塑性環。它可以防止周圍氣體侵入和保證熔核液態金屬不至于沿板縫被擠出形成飛濺。
根據鍍鋅鋼板鍍鋅工藝的不同[1],生產中經常使用的鍍鋅鋼板一般分為熱鍍鋅和電鍍鋅兩種,電鍍鋅鋼板的鍍鋅層較薄,熱鍍鋅鋼板的鍍鋅層較厚。另外,由于鍍鋅鋼板表面鍍層的存在,使其焊接過程的物理現象更為復雜,大大提高了對其焊接過程及焊接質量的控制難度。在焊接過程中,產生焊接缺陷和凸焊飛濺的趨勢加大,增加了焊接難度。
本文根據某工廠實際生產中的使用狀態,對鍍鋅板車身件縱梁類產品的螺母電容儲能凸焊工藝進行分析論述。
1 研究現狀概述
某工廠需生產主機廠某車型所需的左右前大梁,材質為鍍鋅板,工藝要求前大梁A 及封板上有多處螺母需要進行凸焊,顧客對凸焊質量檢驗要求不但是要以定扭扳手擰螺母不脫離母材,還要螺母拉裂母材≥2 個角為合格。前期生產線上的焊機參數控制不穩定,導致焊接質量效果達不到顧客要求,以下是總結的幾種常見螺母凸焊質量缺陷[2]:
(1)螺母虛焊;
(2)螺母表面退火嚴重;
(3)螺母內側焊渣飛濺較多;
(4)螺母抗扭強度不夠;
(5)螺母出現變形及表面質量差。
以上問題的出現使工廠不得不增加CO2氣體保護焊代替凸焊,并且對螺母進行100%人工擴孔、除焊渣,既影響了產品質量又降低了生產效率。
為了解決鍍鋅板螺母凸焊過程中出現的以上幾種質量問題,工廠引進了一臺10000J 的電容儲能螺母凸焊機。本文就工廠大梁類產品經常用到的M8 四角方螺母A 型、B 型凸焊螺母進行了電容儲能焊機工藝參數試驗,獲得了影響1.6 mm 鍍鋅板螺母凸焊焊接質量的重要因素,歸納出一系列電容儲能螺母凸焊的最佳工藝參數。
2 試驗方式
(1)試驗驗證材料。結合顧客反饋最多質量缺陷的案例,采用大梁類常用鋼板1.6 mm 鍍鋅板,材質HC340/590DPD+Z+O 50/50-FC。螺母采用 M8 A 型四角方螺母,此凸焊螺母符合GB/T13681-1992 標準的新產品,其含碳量小于0.25%。
(2)試驗設備及儀器。本試驗采用10000J 型電容儲能固定式點(凸)焊機,壓力測量儀、錘子、鏨子。
(3)試驗方法。以下使用正交試驗驗證方法來推導電容儲能焊接工藝參數,M8 螺母焊接前需清理油污、清除銹斑,樣件的質量指標采用拉裂母材≥2 個角、要求其螺母表面無破損、焊接后螺母內無焊渣飛濺來綜合評定。
(4)使用正交表推導其工藝參數。根據試驗條件及M8 螺母凸點的外形尺寸,參考國產設備品牌10000J 電容儲能凸焊的焊接工藝參數,建立L9(34)正交表。M6 凸焊螺母的試驗因素水平見表 1[3]。
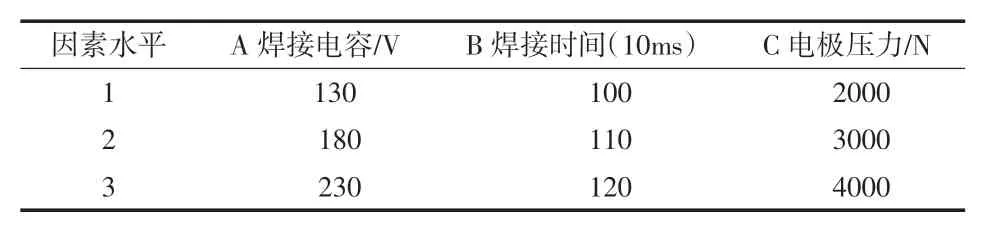
表1 M8 凸焊螺母試驗因素水平表
(5)試驗過程。按L9(34)正交表所列9 種規范做試驗,第四列因素作為誤差列,將凸焊好的鍍鋅板試件逐一做全破試驗,記錄拉裂的母材角數,采用工程師對應的質量管理軟件EQM,把相關數據輸進計算軟件進行后處理,得出表 2 列表[3]。

表2 極差分析表
3 試驗驗證結果及分析
參照以上正交表列出的規范,使用M8 凸焊方螺母進行試驗,采用破壞性試驗對螺母凸點是否拉裂母材進行評定強度,并對其進行質量評分,然后進行極差分析。
從表2 可知,A 因素3 水平試驗均大于其他兩個水平,即 KA3 > KA2 > KA1,亦即 A3 > A2 > A1,結果證明因素A 取A3 時的水平最好,B 因素有關數據中,焊接時儲能電容取230 V 對提高螺母凸焊接頭強度有利。綜合以上分析得出:
B3 > B2 > B1,可以看出 B3 時的水平最好,然而在 C 列因素中,當 C2 > C1 > C3 時,可以看出 C2 時的水平最好,而D 因素作為隨機誤差。
依據上述結果,最終確定M8 螺母最優水平組合為A3B3C2,結果是焊接儲能電容 230 V,焊接時間為120 ms,電極壓力為3 000 N,此焊接工藝參數能夠讓凸焊螺母達滿足裂母材最佳的程度。根據計算所得到的最佳焊接工藝參數組合,本文采用的正交試驗的優點得到了充分論證,它能從幾組試驗數據,獲得較全面的參數,推導出正確的結果。為了驗證推導結果的有效性,用最優組合獲得的參數進行了焊接試驗,其結果見圖1。

圖1 驗證結果
按以上正交法推導出來的最優螺母凸焊工藝參數,經過試驗焊接后,凸焊螺母抗扭強度達到65 N·m,并且拉裂4 個角,螺母內零飛濺,表面無退火現象。全破試驗均超過了顧客標準(拉裂母材≥2 個角),其最大抗扭強度 65 N·m > 15 N·m(標準值)。可見正交試驗選出的焊接規范科學合理。
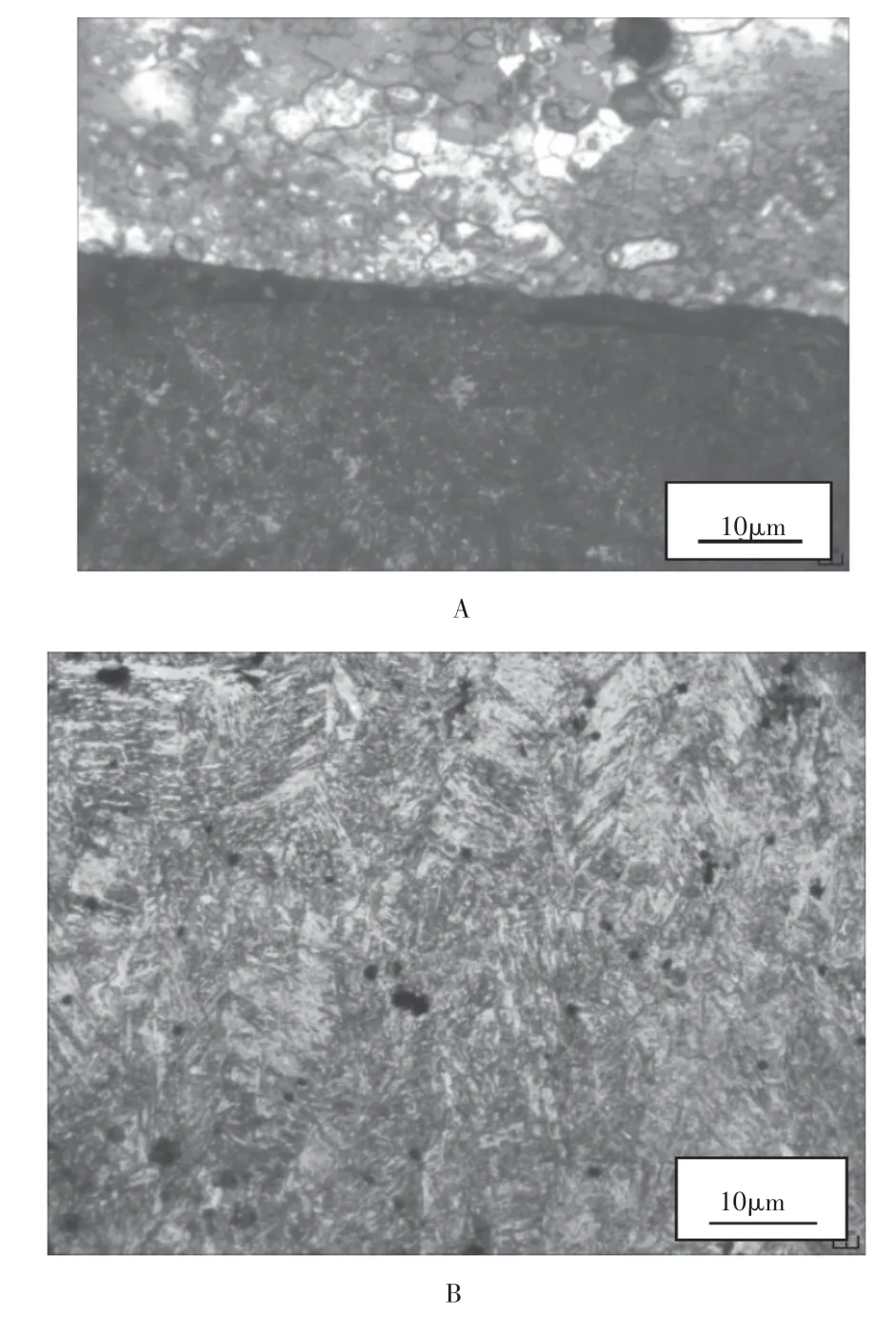
圖2 是M8 凸焊螺母對應焊縫的顯微鏡組織
從圖A 中可以看出電流比較小,時間比較短,電極壓力比較大,從而使得螺母焊點顯微組織界面很明顯,實際上就沒有與母材形成熔核,這主要是由于電極壓力太大,使焊接區域接觸面積增大,使焊縫的熱量輸入減少,無法形成熔核。圖B 為最佳參數組合下的焊縫界面顯微組織,其中主要原因是該母材在合適的電極壓力下,結合適當的焊接熱量,給接觸面產生了均勻的塑性變形提供了條件,與此同時在熱量、外力的共同影響下,發生了原子擴散及再結晶,使結合界面消失,將其取代的是晶粒細小的焊縫組織。因此其抗扭強度達到 65 N·m,并且拉裂 4 個角[4]。
4 結語
綜上分析,得出以下結論:
(1)采用10000J 的電容儲能凸焊機,是一種輸出高質量凸焊螺母的焊接設備。
(2)螺母凸焊接頭抗扭強度、拉裂母材角數達到了2 個以上并超過標準的要求。
(3)螺母凸點與高強度鍍鋅板的結合為固相連接,且焊縫晶粒細小。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52