前縱梁外板成形定位問題的解決
2021-01-14 12:54:28韋明鳳
裝備制造技術 2020年8期
關鍵詞:工藝
韋明鳳,周 林
(柳州五菱汽車工業有限公司,廣西 柳州545007)
0 前言
隨著汽車工業的發展和人們對安全性能要求的不斷提高,汽車底盤件用的材料屈服強度越來越高,料厚也有增加的趨勢,這些改變帶來的后果是零件回彈、尺寸一致性控制變得越來越困難。如何保證汽車底盤沖壓零件的尺寸合格率和穩定性,是零部件企業不得不面對的問題。
1 零件和類似零件的沖壓工藝簡介
1.1 零件簡介
圖1 中的零件名為右前縱梁外板,隸屬于白車身中的車架總成,該零件預計年需求量在5 萬件以上。零件材質為P610L,料厚3.5 mm,每臺車使用1件。零件的形面簡單,局部特征非常少;零件的側視圖呈S 形,形面落差為165 mm,對沖壓過程中的板料定位非常不利。
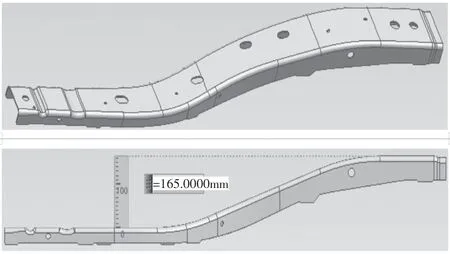
圖1 零件簡圖
1.2 零件的沖壓工藝簡介
因為零件的料厚非常厚并且屈服強度非常高(超過500 MPa),如果采用拉延工藝來沖壓零件,拉延模具的鑲塊會受到很大的拉延阻力和摩擦力,造成磨損加劇,壽命降低。因為零件材質為高強熱軋板料,其延展性不能和普通冷板相提并論,采用拉延工藝,容易造成零件開裂,所以在制定零件沖壓工藝時,將成形作為零件的主體工藝。
零件的沖壓工藝制定如圖2 所示,零件的沖壓工藝為:落料→預成形→成形→側整形→沖孔側沖孔側切邊→沖孔側沖孔側切邊。
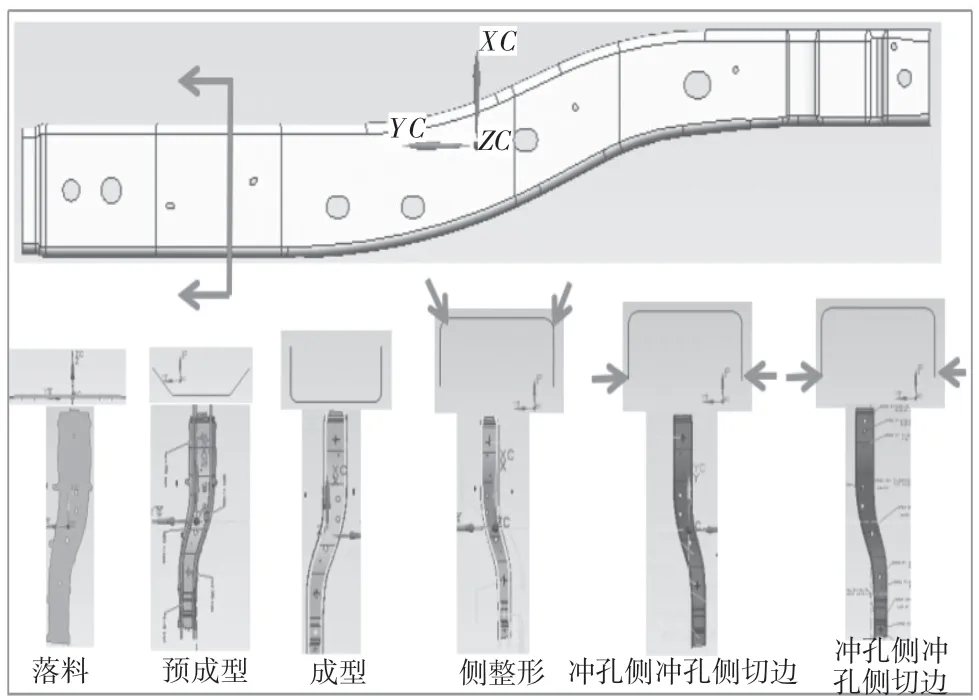
圖2 右前縱梁外板的沖壓工藝
2 技術難點及解決方案
2.1 技術難點
如上文所述,由于零件本身的落差很大,板料在預成形工序的放置會出現問題。如圖3 所示,板料放置于預成形模下活動芯上時,它們之間的離空很大,在成形過程中會造成零件的不可控竄動,工件的定位必須使一批工件逐次放入夾具中,都能有同一位置。能否保證工件位置的一致性,直接影響工件的加工精度[1]。
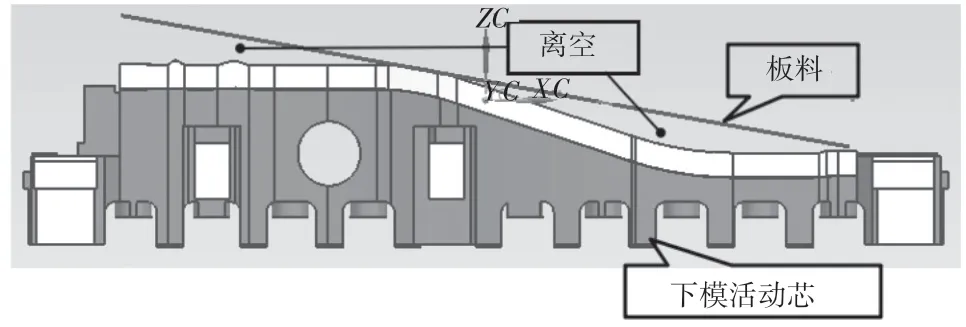
圖3 板料自由放置到下活動芯上的狀態
如圖4 所示,板料壓貼下活動芯表面時,經過計算和簡單的CAE 運動分析,右端頭的板料邊緣會往圖示左方移動23 mm,而位于零件平面上的兩個主定位孔直徑只有30 mm,如果采用預沖孔+雙定位銷的方式來定位版來板料,會造成定位銷尺寸偏小(按本零件數據,定位銷最大直徑理論上只能做到7 mm),在實際生產中,定位銷會頻繁的被板料拉斷,因此不能采用雙定位銷定位板料。
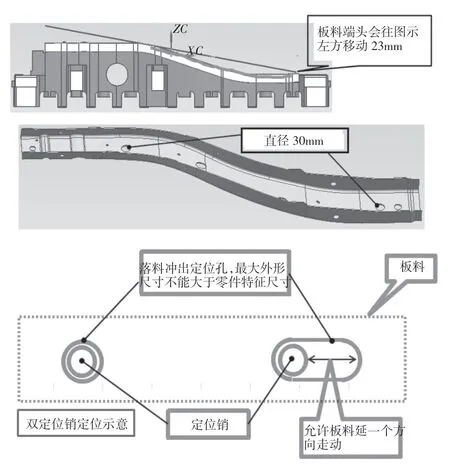
圖4 板料壓貼下活動芯示意圖
不能在模具上增加邊定位。如果在下模鑲塊上增加了邊定位,上模鑲件就必須挖避讓孔,如圖5 所示,板料邊緣線基本位于鑲塊的圓角附件,如果上模挖避讓孔,會造成上模鑲件局部強度不足。
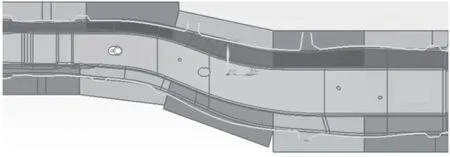
圖5 板料與下模鑲塊
2.2 技術方案的設想
模具的設計和制造直接關系到沖壓件的質量、沖壓件的生產效率還有沖壓件的生產成本[2]。所以,必須在模具的結構設計上想辦法解決板料定位穩定性問題,以保證量產階段零件的尺寸的穩定性,減少零件的報廢率、不必要的成本增加。
對于成形這種沖壓工藝,只有板料/工序件的定位可靠性得到保證,零件的尺寸狀態才能穩定。設計的模具結構及板料定位方案如圖6 所示,剩下的,就是如何解決板料右端頭在機床X 及Y 方向的竄動問題、板料瞬間偏轉問題了。
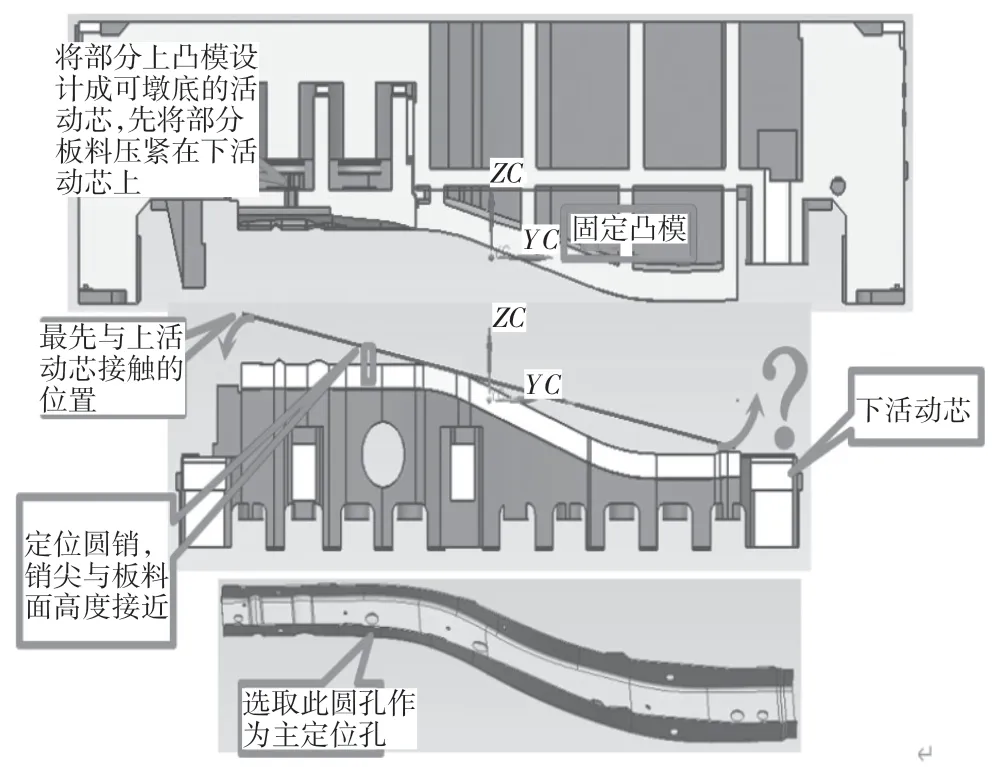
圖6 板料定位方案
2.3 板料右端頭竄動問題的解決
板料右端頭竄動的解決方案如圖7 所示。
(1)在板料右邊的廢料區設計一個矩形缺口,缺口在落料模上沖切出來。
(2)在CAE 軟件中測繪出缺口的實時變化位置,并導入設計軟件中,根據缺口實時變化的位置點,連成缺口位置的變化曲線,用此曲線設計右端頭的板料定位器,定位器在整改預成形過程中,始終楔在矩形口內,保證板料不會發生竄動。為提高定位器的耐磨性能,其材質選用了SKD11 并真空熱處理。
(3)使用帶支撐功能的輔助定位器,保證板料放置的初始位置時,板料與下活動芯的最高面平行并等高。
(4)在板料的左端頭增加了輔助定位,減少2.2中設計的定位銷被磨損和擠壓的幾率;使用一個定位銷定位板料,保證初始放料的位置準確性。
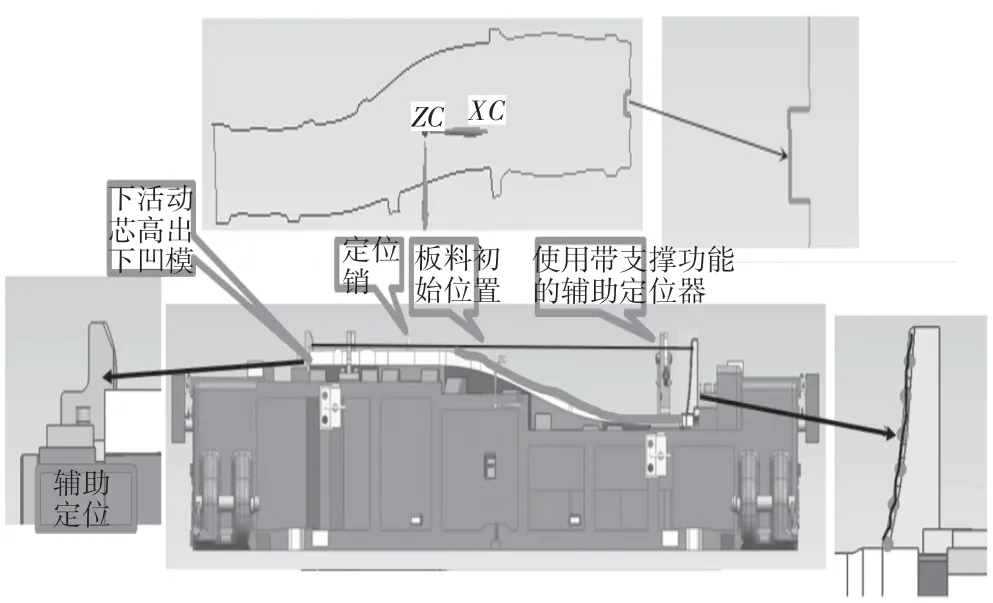
圖7 板料竄動、瞬間翻轉的解決方案
3 結束語
用成形工藝沖壓的零件,板料的定位穩定性將直接影響零件尺寸的穩定性。文中的右前縱梁外板通過優化板料的定位方案,板料在預成型模上的定位穩定性得到了保證,并且這兩個定位區域可以一直用到模具的第一道沖孔側切邊工序(最后一道工序采用上一工序沖出的主定位孔定位了)。所有模具都采用相同的基準進行定位,零件的穩定性得到了有力的保證。模具剛回廠時,首輪上機試壓調試,零件的合格率就達到了92%,經過4 輪調試后,零件的合格率就超過了96%,并且尺寸狀態穩定。進入小批量生產階段時,曾經一次連續壓件400 件,零件的合格率抽檢超過95%,所有零件能滿足焊接生產要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52