
高水頭重泥沙沖擊式水輪機水斗抗磨蝕防護涂層技術研究及應用
2021-01-18 02:30:08陳藝文尹洪璋鞏秀芳王波王偉李定駿鄭謙
東方汽輪機 2020年4期
陳藝文, 尹洪璋, 鞏秀芳, 王波, 王偉, 李定駿, 鄭謙
(1.長壽命高溫材料國家重點實驗室 東方電氣集團東方汽輪機有限公司; 四川 德陽, 618000;2.中電投喜德電力有限公司, 四川 西昌, 615000;3.會東縣星光電力有限責任公司, 四川 會東, 615000)
0 引言
某水電屬高水頭電站, 額定水頭為389 m,機組為單機18 MW×4 臺的立軸沖擊式水輪機發電機組。 該水電站機組運行水頭較高, 且河水的含砂量重, 因此對轉輪的沖蝕較為嚴重, 影響機組的效率及安全運行。 十年的運行經驗得知, 新進購安裝的轉輪可運行2~3 年, 返廠修復的轉輪可以運行1~2 年。 轉輪頻繁檢修致使電廠檢修費用高昂, 機組實際運行時間減低。
水斗在含泥沙水流的沖蝕下, 過流面型線改變, 產生振動與噪聲, 影響水輪機的出力和效率,水斗磨損特別嚴重時還會危及電站的安全運行。
目前, 國內外改善抗磨蝕問題主要從減少進入機組泥沙量、 優化水斗結構設計、 表面防護這三方面進行, 而表面抗磨蝕技術是最經濟、 方便、提高抗磨蝕性能顯著的方法。 對比發現, 采用超音速火焰噴涂鈷鉻碳化鎢抗磨蝕涂層效果明顯,同時該技術的應用還具有很好的經濟效益。 根據三門峽水電廠的分析, 對電廠5 臺機組實現熱噴涂鈷鉻碳化鎢磨蝕防護后, 與一般的不銹鋼堆焊修復工藝相比, 在6 年運行期間, 可增加綜合效益近4 000 萬元, 年均效益660 萬元左右。 青銅峽電站在5 年運行期內, 熱噴涂鈷鉻碳化鎢涂層比常規防護與檢修單機(36 000 kW)可增加效益1 100 萬元, 年均200 萬元以上[1-3]。 因此采用超音速火焰噴涂工藝在水輪機過流部件噴涂鈷鉻碳化鎢涂層是最經濟、 提升抗磨蝕能力最大的方法。
1 試驗材料和方法
試驗所用粉末為商用鈷鉻碳化鎢(WC-10Co-4Cr)合金復合粉末, 粒徑15~45 μm; 涂層性能測試試樣基材為304 合金鋼。 噴涂粉體材料微觀形貌采用掃描電鏡進行分析, 粉末粒度采用美國麥奇克-S3500 型激光粒度儀進行分析。 采用METCO DJ2700 系統進行噴涂。 噴涂后對涂層斷截面進行鑲樣及拋磨處理, Lica 倒置研究級金相顯微鏡分析涂層微觀組織, 涂層的硬度及開裂韌性采用顯微硬度計進行分析(顯微硬度測試載荷為300 g,加載時間為10 s, 開裂韌性測試載荷5 000 g, 加載時間為15 s); 拉伸強度測定方法(ASTMC633)測試涂層結合強度。
砂礫沖蝕試驗采用砂漿沖蝕實驗機, 測試條件: 40~70 目二氧化硅砂+水(砂水比1:10)砂漿沖擊速度40 m/s, 每個樣品沖3 次, 每次10 min。氣蝕試驗參照GB 6383 執行, 氣蝕試驗條件: 每個樣品每次2 h, 共測試6 次, 累計12 h。 測試試樣: 304SS 表面進行磨削處理(表面粗糙度Ra≈0.8 μm), 涂層為噴涂態, 并采用封孔處理。
最后采用六軸機械手夾持噴槍對基材修復后的轉輪進行鈷鉻碳化鎢抗磨蝕涂層噴涂, 厚度控制在0.3±0.05 mm, 噴涂后轉輪運行測試, 在實際工況下考核涂層性能。
2 結果及討論
鈷鉻碳化鎢(WC-10Co-4Cr) 金屬陶瓷材料因其硬度高、 耐磨和耐腐蝕性優異, 可應用于工況惡劣(腐蝕、 強磨損、 氣蝕等) 的環境下, 具有其他材料不可替代的優勢。 本文通過系統對比噴涂粉末性能、 篩選合適粉末進行噴涂工藝參數開發和優化制備出涂層, 并對涂層常規性能分析(金相、 硬度、 結合強度)。
2.1 粉體及涂層常規性能
鈷鉻碳化鎢粉末形貌及粒度分布如圖1 所示。

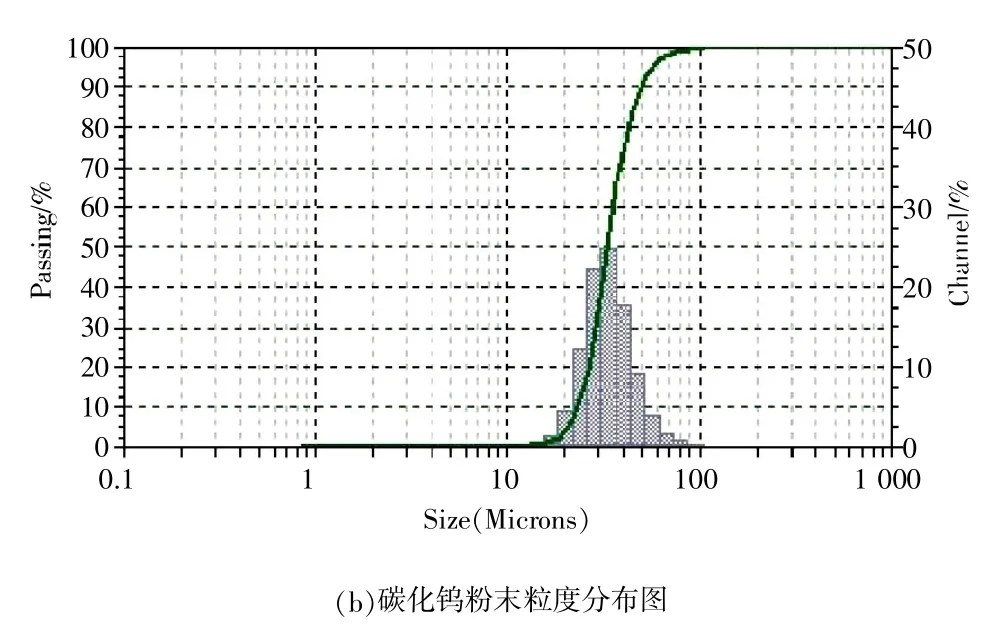
圖1 鈷鉻碳化鎢粉末形貌及粒度分布
噴涂鈷鉻碳化鎢粉末為團聚燒結粉, 粉末具有球形度高、 團聚好, 粒徑分均勻, 表面粗糙多孔等特點。 粉末激光粒度分析結果見表1。

表1 鈷鉻碳化鎢粉末粒度分布表
粉末粒度分布成正態分布, 粉末粒徑相對較集中。
采用超音速火焰噴涂制備的鈷鉻碳化鎢涂層的金相組織如圖2 所示, 從圖中可以看出涂層致密(孔隙率小于0.5%), 組織均勻。 涂層同界面結合良好, 界面污染率低于10%。
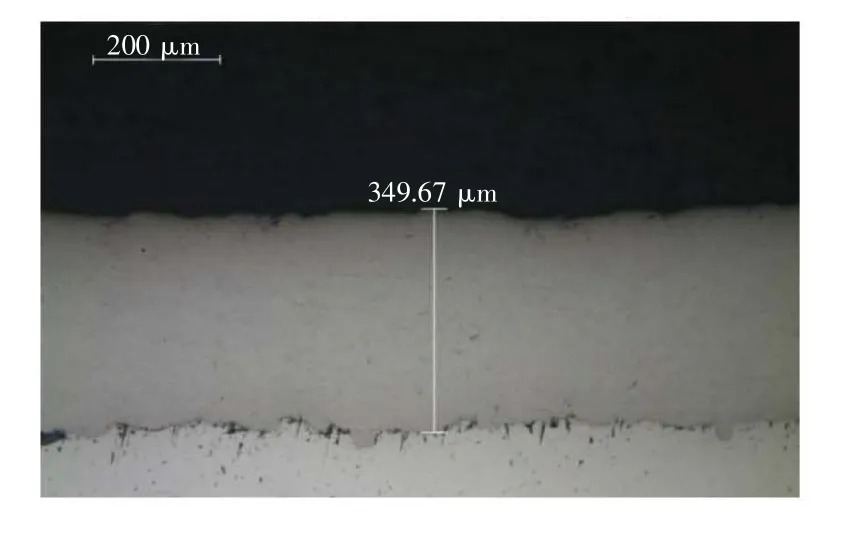
圖2 超音速火焰噴涂鈷鉻碳化鎢涂層金相
涂層的硬度及開裂韌性測試結果見表2。 表征材料組織裂紋擴展的能力是材料的韌性好壞的一個定量指標, 通常采用壓痕法進行測量, 其測試原理如圖3 所示。 用硬度計壓頭在涂層表面壓制壓痕并使其開裂, 根據壓痕斷裂力學理論可知,在這一開裂過程中, 壓痕裂紋擴展唯一動力就是壓痕附近材料塑性變形失配導致的殘余應力。 處于平衡狀態下壓痕裂紋其尖端殘余應力的強度在數值上等于材料的開裂韌性KC[4]。
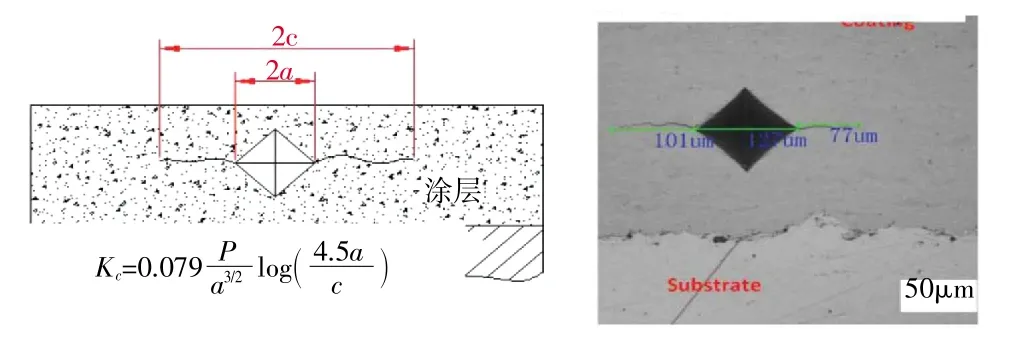
圖3 涂層開裂韌性測試原理

表2 涂層硬度及開裂韌性測試值
通過優選噴涂粉末、 優化噴涂工藝參數, 鈷鉻碳化鎢涂層的平均硬度為1 224, 是基材不銹鋼硬度的5~6 倍。 同時涂層具有優異的開裂韌性(對比鈷鉻碳化鎢涂層開裂韌性4~5 MPam1/2)。 高的硬度及優異的韌性是涂層具有較好抗沖蝕、 抗氣蝕能力的基礎。
噴涂后鈷鉻碳化鎢涂層和基材的結合強度直接決定涂層的使用壽命, 本文采用拉伸強度測定方法(ASTMC633)對涂層的結合強度進行測試, 測試結果見表3。

表3 鈷鉻碳化鎢涂層的結合強度 MPa
涂層的平均結合強度為84 MPa, 且測試時的斷裂位置為涂層表面和拉棒粘膠處。 而涂層和基材結合部位或涂層內部無斷裂, 說明涂層自身結合強度高于測試值。 高的結合強度是保證涂層具有較長服役壽命的關鍵指標之一。
2.2 涂層抗沖蝕及抗氣蝕性能
為模擬沖擊式水輪機水斗表面沖蝕和氣蝕磨損狀態, 采用砂礫沖蝕試驗及超聲波氣蝕試驗進行加速工況模擬測試, 砂礫沖蝕結果如圖4 所示。
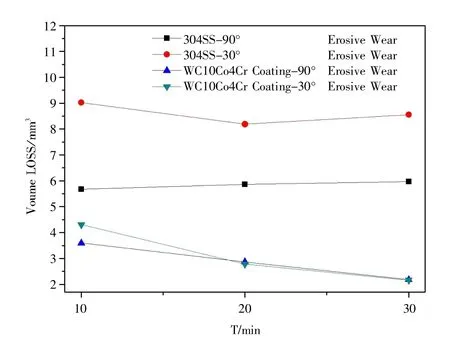
圖4 不銹鋼基材及鈷鉻碳化鎢涂層抗砂漿沖蝕性能
從圖4 可以看出: (1)較小的沖蝕角(30°)時,基體材料體積損失明顯高于垂直角度; (2)沖蝕時間增加, 基材單位時間材料體積損失量也增加,鈷鉻碳化鎢涂層單位時間材料體積損失量呈現降低的趨勢, 并趨于穩定。 (3)相同砂漿沖蝕測試時間內, 基體材料的體積量明顯高于涂層。 出現上述結果的原因在于:
(1)在較小的沖蝕角度(如30°)時, 砂漿對基體材料的磨損主要為犁削為主, 同時當基材原始表面粗糙度被破壞, 砂礫犁削基體材料的概率提高, 基體材料損失率也就相應增加。 而在較大的沖蝕角度或接近垂直沖蝕時, 砂礫對基體材料為錘擊效應, 只有當錘擊到一定程度, 基體材料因疲勞而失效。
(2)鈷鉻碳化鎢涂層組織為碳化物硬質相分布在鈷鉻金屬粘結相中, 由于噴涂后涂層表面粗糙度相對較高(Ra4~5 μm), 沖蝕測試初期砂礫作用于突出的涂層部分及硬度較低的金屬粘結相,而當沖蝕作用一段時間后。 砂礫主要作用于涂層的硬質相后, 涂層損失率就趨于穩定(此時涂層損失主要由于砂礫撞擊硬質相導致硬質相部分破碎或砂礫將涂層內硬質相周圍的粘結相沖蝕后導致硬質相脫落), 由于涂層的多相性、 高硬度, 其對砂礫的犁削和錘擊均有較好效果。 可以顯著提高基體材料的抗沖蝕性能。 而實際運行的沖擊式水輪機水斗, 其砂礫沖蝕還以小角度沖蝕為主。 因此在水斗表面噴涂鈷鉻碳化鎢涂層可顯著提高水斗的使用壽命。
而水斗在運行過程中由于水壓的變化, 使水汽化產生的微小氣泡在其形成、 發展、 潰滅過程中對水斗表面產生的物理化學侵蝕作用, 該現象為水輪機過流部件氣蝕現象。 該過程可以參照GB 6383 標準進行加速測試。 基材及涂層的抗氣蝕能力測試結果如圖5 所示。
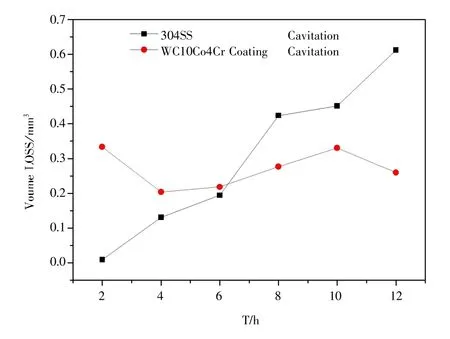
圖5 不銹鋼基材及鈷鉻碳化鎢涂層抗氣蝕性能
從圖5 可以看出:(1)隨著氣蝕測試時間增加,單位時間基材體積損失量增大; (2)鈷鉻碳化鎢涂層氣蝕測試過程中, 涂層單位時間涂層的體積損失量逐漸降低, 并趨于平穩;(3)氣蝕測試的初期,基材的氣蝕材料損失率低于涂層材料。 而造成的上述結果的主要原因為: (a)噴涂后涂層表面粗糙度相對較高(Ra 4~5 μm), 而較高的表面粗糙度更有利于氣泡的形成、 潰滅造成氣蝕, 而隨著氣蝕時間增加, 涂層材料表面趨于穩定, 涂層材料氣蝕損失率也趨于穩定; (b) 而基材隨著氣蝕時間增加,表面光潔度倍破壞,基體材料氣蝕損失率逐漸增加, 且損失率的增加速率也逐漸增加。 對比試驗結果可以發現, 隨著服役時間的增加, 涂層的抗氣蝕能力將遠遠優于基材。
2.3 水斗抗磨蝕涂層噴涂及服役狀況
針對焊接修復后水斗, 對水斗水流沖擊部位采用優化后噴涂工藝參數, 使用六軸機械手夾持DJ2700 噴槍進行噴涂處理。 噴涂過程中采用涂層專用測厚設備監測涂層厚度, 控制涂層厚度在0.3±0.05 mm。 噴涂后采用水輪機專用封孔劑對涂層進行后處理。 噴涂后涂層顏色均勻一致, 無起皮、 剝落、 裂紋等缺陷, 涂層封孔層無流掛、 淚滴等現象。
經過4 個汛期運行, 涂層表面封孔層被沖蝕,但起抗沖蝕、 抗氣蝕的鈷鉻碳化鎢涂層完好, 無剝落、 裂紋、 起皮等失效現象發生。 對比未制備涂層水斗, 4 個汛期運行后, 水斗過流面氣蝕、 磨損嚴重, 水斗基材嚴重減肉, 不進行修復已經無法安全運行。 噴涂鈷鉻碳化鎢涂層后水斗抗沖蝕氣蝕能力顯著提升。
3 小結
本文通過優選噴涂粉體材料, 優化噴涂工藝參數制備出微觀組織均勻、 孔隙率<0.5%、 平均硬度1 224、 涂層韌性優異的鈷鉻碳化鎢涂層。
通過對鈷鉻碳化鎢涂層抗砂漿沖蝕、 氣蝕性能測試, 測試表明鈷鉻碳化鎢涂層抗沖蝕性能明顯優于不銹鋼, 且隨著沖蝕、 氣蝕時間增加, 涂層的抗砂漿沖蝕、 抗氣蝕效果越明顯。
在修復后水斗過流面制備鈷鉻碳化鎢涂層,水斗經過4 個汛期運行, 涂層完好。 涂層表現出優異的抗沖蝕、 水蝕性能。
