一種美標鐵墊板生產系統及其生產工藝
2021-01-18 02:53:30劉冬冬
安徽冶金科技職業(yè)學院學報 2020年4期
劉冬冬
(馬鋼集團有限公司 安徽馬鞍山 243000)
鐵墊板是鐵路線上用料規(guī)模最大的6大產品(鋼軌、道岔、魚尾板、鐵墊板、軌枕、扣件)之一,鋼軌和軌枕之間的鐵墊板是軌道結構中的重要部件,在輪軌動力系統中起著重要的減振作用。隨著重載鐵路運輸的發(fā)展,軸重日益增加,在鋼軌逐漸重型化的同時對鐵墊板的性能提出了更高要求。要求鐵墊板的減振性能好、耐沖擊、使用壽命長。
1 工藝概況
原料由汽車運入廠房,合格的連鑄坯由行車吊運到上料臺架上,由推鋼機將坯料推入加熱爐內加熱。坯料在加熱爐內加熱到1150 ℃-1250 ℃,由推鋼機推出加熱爐。鋼坯經過10道次的軋制后由剪斷機剪斷后上冷床冷卻。軋件在冷床上冷卻到80 ℃以下時進入矯直機進行矯直。矯直后的軋件由鋸機鋸切成定尺。再進入二次加熱爐加熱,加熱到900 ℃左右由機械手送入壓力機中進行沖孔、平整。經過平整的鐵墊板冷卻到常溫后人工打包入庫。
1.1 產品規(guī)格
產品規(guī)格為寬度為220 mm到400 mm的鐵路墊板,產品樣品圖見圖1。機組年產量約3萬t,能滿足美國非正線鐵墊板市場需求。
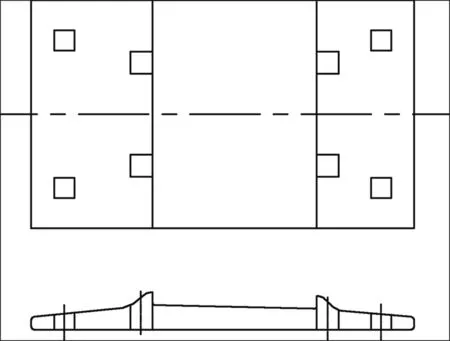
圖1 產品樣品圖
1.2 生產系統
整個生產線包括軋制單元和熱沖壓單元。
軋制單元由推鋼機、加熱爐、移鋼機組、軋機組、剪斷機、冷床、鋸機構成。如圖2所示。
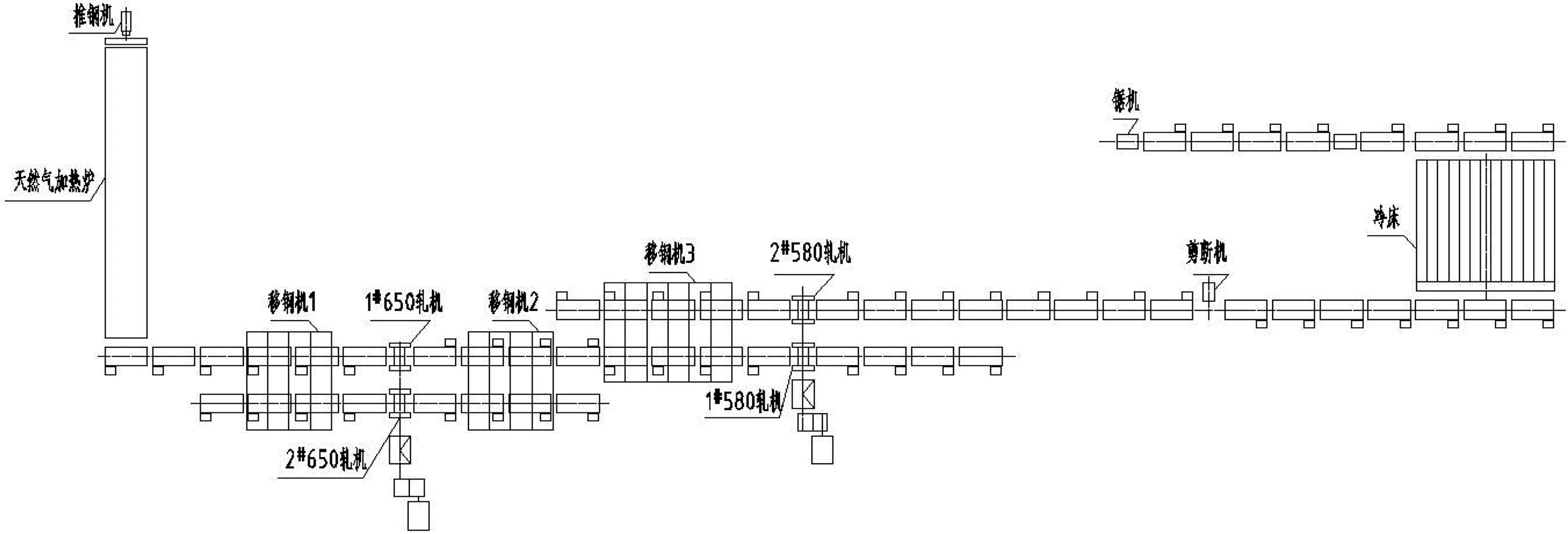
圖2 生產線軋制單元結構圖
熱沖壓單元由坯料裝載垛料臺、二軸拆垛機械手、中轉臺、爐內加料機械手、箱式加熱爐、爐內取料機械手、壓機進料機械手、快速液壓機、壓機出料機械手構成。如圖3所示。
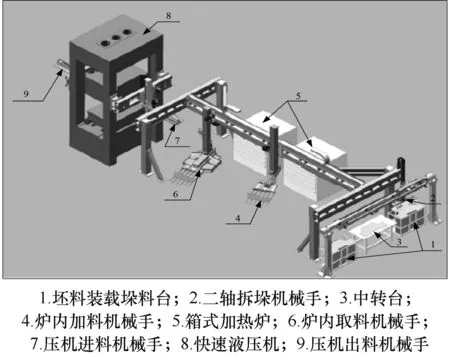
圖3 生產線熱沖壓單元結構圖
1.3 主要設備及特點
1.3.1 軋機組成及型式
全線共4架軋機,均由交流變頻電機單獨傳動。軋機技術參數見表1。
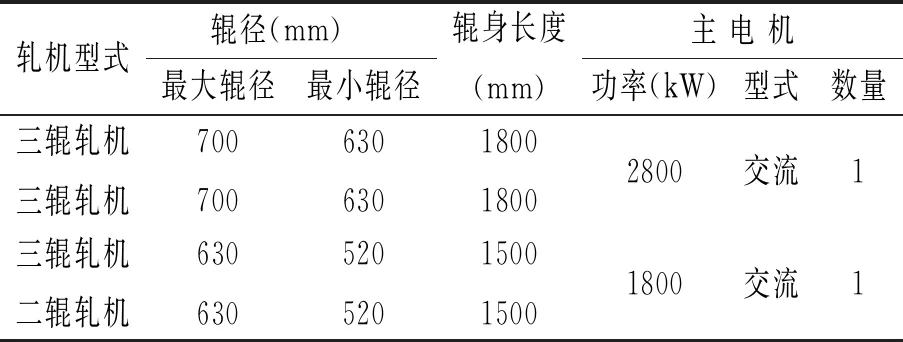
表1 軋機技術參數
1.3.2 拆垛系統(含1 套拆垛機械手、2 套垛料小車)
拆垛系統布有兩個獨立的拆垛小車,可替換使用保證連續(xù)生產,拆垛料盤由叉車或天車送到拆垛小車上。當料盤需要裝載料片時,拆垛小車移出工作區(qū)域,板料裝載完畢后,移進工作區(qū)域,在工作區(qū)域內設有檢測開關,保證了重復定位精度,位置檢測信號同時和拆垛機械手聯鎖,機械手可在平臺上精確定位和采用手指抓取料。拆垛小車不在工作位置時.機械手不會在該料垛上進行操作。拆垛小車的裝料區(qū)域和工作區(qū)域用電動門進行隔離,電動門信號和與操作安全信號聯鎖,保證了系統的安全性。在拆垛的時候,小車垛料是不動的,拆垛機械手自動適應所來垛料的高度開始拆垛(H < 800 mm,不含托盤高度),并能夠自動適應料垛高度的變化。拆垛小車大小滿足工件的最大尺寸。小車最大載重負荷1000 KG ,拆垛小車上面有定位裝置,托盤在小車臺面上采用靠角定位的方式。工件托盤可通過行車或叉車在拆垛料盤的臺面上定位。
拆垛機械手:采用二軸伺服控制,機械手X 軸快速運行至堆料臺上方,Z 軸快速下行,手指式抓手進入工件上方取料,Z 軸上升,X 軸快速移動至中轉臺,z 軸下降將工件放置中轉臺,待爐內加料機械手取料。
1.3.3 爐內加料機械手
采用四軸伺服控制,爐內加料機械手X 軸快速運行至爐前,R 旋轉軸將工件旋轉90°-270°,爐門自動打開,Y 軸快速運行,鏟取式抓手進入爐內,Z 軸下降,工件放置爐底,Y 軸快速移出,X 軸快速后退同時R 旋轉軸復位。
1.3.4 多層箱式加熱爐
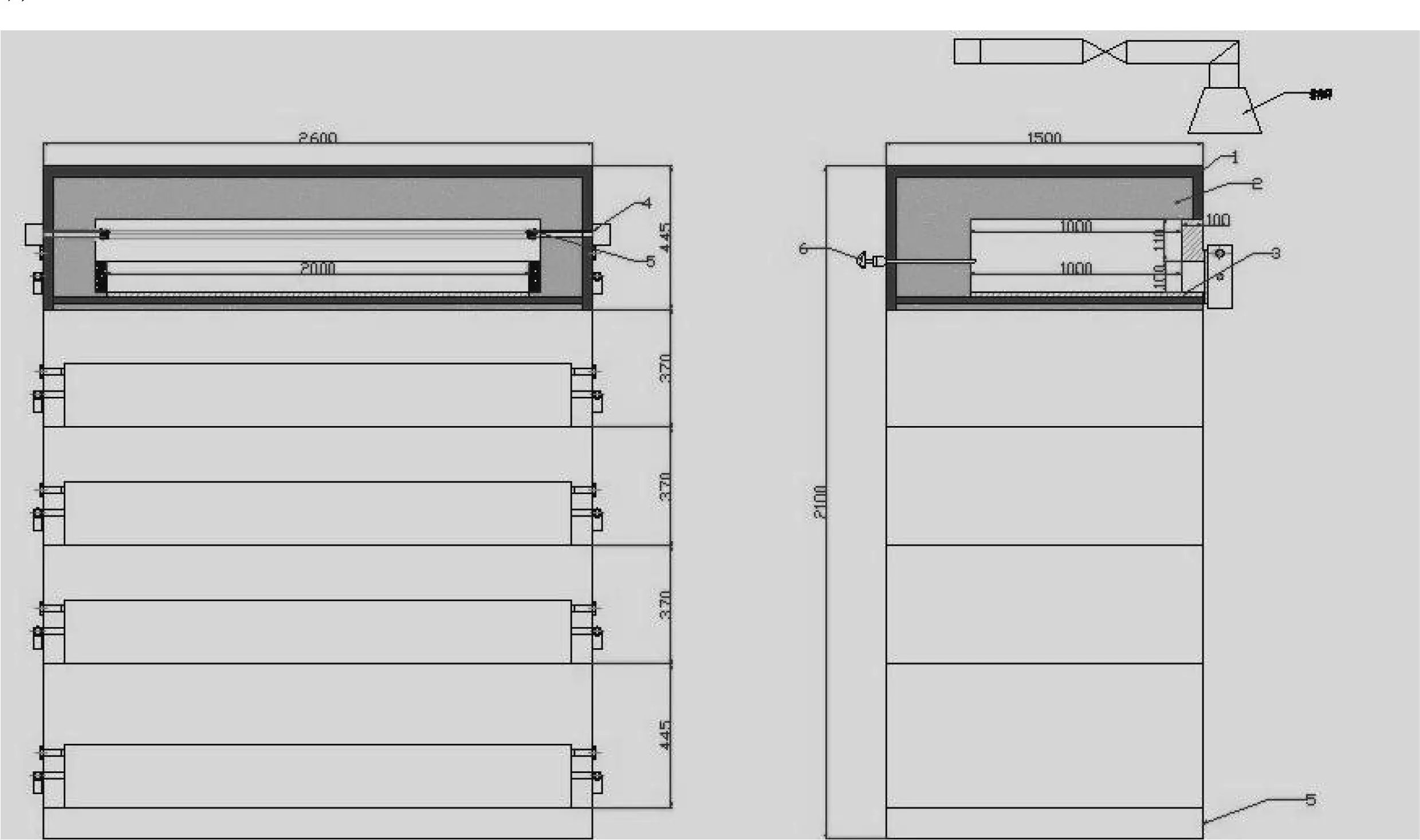
圖4 爐體整體結構示意圖
多層箱式加熱爐為五層分離箱式爐膛疊加成一箱體式結構,連續(xù)作業(yè)的工作性質,非標電加熱的中溫爐;額定爐溫為1000 ℃。該爐由爐體(爐殼、爐襯)、爐門及爐門啟閉機構、爐底板、加熱元件、爐子密封裝置、保護氣氛系統、排廢氣裝置及自控系統等部分所組成。
1.3.5 爐內取料機械手
采用四軸伺服控制。按運行控制程序,取料機械手運行至爐前,爐門自動打開,Y 軸快速運行,取料抓進入工件底部,Z 軸上升,工件離開爐底,Y 軸快速移出,工件進入機械手溫度保持裝置內,X 軸快速前進同時R 旋轉軸將工件旋轉90°,Y 軸移出送至壓機進料機械手前端位置。
1.3.6 壓機進料機械手
采用二軸伺服控制,與送到位爐內取料機械手對接,夾持器采用手指式夾持加熱的工件,Y 軸快速移入壓機模內,Z 軸下降,抓手放下工價至下模;Z 軸上升,Y 軸快速移出。
1.3.7 模內冷卻系統
工件經沖壓完成后表面溫度約在700 ℃左右,此時需上下模內快速通入冷卻水,使模具快速降溫。該機配有模具水冷系統。
1.3.8 下料機械手
采用二軸伺服控制機械手,機械手安裝在液壓機后端(懸掛式),端拾器采用手指式。壓機上模打開,液壓頂料器上升到位,機械手Y 軸運行進入下模上平面,z 軸下降抓取料,Z 軸上升,Y 軸快速移出,放入出料輸送帶。
1.3.9 出料傳送帶
出料機械手夾持經壓制、保壓淬火后的工件放置于成品出料傳送帶上,該傳送帶為耐熱材料,由電機控制輸出。輸送鏈為套簡滾子鏈,連續(xù)斗式結構,用于成型件的水平輸送。
1.3.10 快速沖壓液壓機
機身采用整體框架結構,均為鋼板焊接件,材料為Q235-B,采用二氧化碳氣體保護焊,焊后熱處理消除應力。上梁內裝有主工作油缸,上面裝有安全維修平臺,液壓傳動裝置和油箱,四周采用安全護欄,外形美觀。工作臺內裝有頂出缸,工作臺上布有T 形槽。
1.4 生產工藝
下面以加工工件尺寸最大尺寸(長×寬×高:330.2×196.85×32.54)結合附圖對本生產工藝作詳細描述,沖 8 方孔。采取先后二級沖壓方式(一次工序完成先沖內四孔,后沖外四孔)為例說明整條生產線的工作情況。生產工藝流程如下:
1.4.1 原材料進廠:原材料由汽車運入廠房;
表2 快速沖壓液壓機技術參數
1.4.2 檢查與表面清理:對原材料進行檢查與表面清理,合格的連鑄坯由行車吊到上料臺架上,由推鋼機將坯料推入加熱爐內加熱;
1.4.3 加熱:坯料在加熱爐內加熱到1150 ℃-1250 ℃,由推鋼機推出加熱爐;
1.4.4 軋制:鋼坯在軋機中經過10道次的軋制;
1.4.5 冷卻、矯直:軋制后的鋼坯由剪斷機剪斷后上冷床冷卻,軋件在冷床上冷卻到80 ℃以下時進入矯直機進行矯直,矯直后的軋件由鋸機鋸切成定尺;
1.4.6 抓料:二軸拆垛機械手,在兩個垛料臺上部分別進行手指式抓取料,放入中轉臺;
1.4.7 二次加熱:爐內加料機械手從中轉臺鏟取料后快速運行至加熱爐前,待爐門打開,該機械手將工件送入爐內加熱,配置兩個箱式加熱爐(每個 5 層),工件分別在各層內加熱至 900 ℃,并采用氮氣保護,避免氧化;
1.4.8 熱沖孔:壓機進料機械手與爐內取料機械手進行精確定位對接,采用手指式夾持方式,夾持工件后迅速送入壓機模內。采用630 t快速液壓機進行熱沖孔;
1.4.9 冷卻:在熱沖孔的同時啟動模內冷卻系統快速對模具降溫處理;
1.4.10 出料:壓機開模后,下料機械手進入模內進行抓取料,并快速移出放置于出料傳送帶上,出料傳送帶為耐熱材料,由電機控制輸出,將產品送至成品料作業(yè)區(qū)。
1.4.11 清理:對成品進行進一步的清理加工;
1.4.12 檢驗包裝:對成品進行包裝;
1.4.13 入庫:把包裝好的產品入庫。
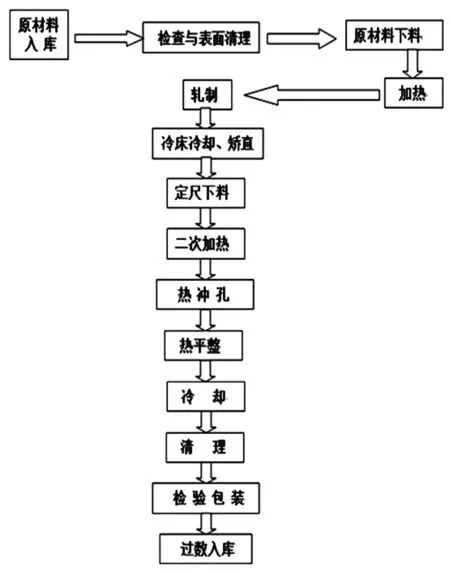
圖5 生產工藝流程圖
2 結論
針對現有技術中鑄件在鑄態(tài)及經過退火處理后,受沖擊時均易發(fā)生斷裂,會造成大量產品不合格,廢品率較高。以及現有市場上沒有能生產出美標鐵墊板的生產線。本文提供了一種美標鐵墊板生產線及其生產工藝,包括軋制單元和熱沖壓單元,總結如下:
合格的坯料通過軋制單元軋制出整體性能良好的鐵墊板本體,這就有效地避免了鑄件在鑄態(tài)及退火處理后,受沖擊時易發(fā)生斷裂,會造成大量產品不合格,廢品率較高的問題。
鐵墊板本體通過熱沖壓單元的壓模與沖孔成形工藝,解決了現有市場上沒有生產美標鐵墊板的工藝的問題。

- 安徽冶金科技職業(yè)學院學報的其它文章
- 英文目次
- 稿約
- 封三
- 封二
- 創(chuàng)新新建機組崗位人員培訓模式
- 農村中學體育教學現狀的調查與研究