基于線鋸高效切割的復雜直紋面模型建立及仿真
2021-01-18 07:47:06許志騰崔長彩
中國機械工程 2021年1期
關鍵詞:模型
許志騰 黃 輝 崔長彩
華僑大學制造工程研究院,廈門,361021
0 引言
脆性材料(如石材、光學玻璃、工程陶瓷和功能晶體等)往往具有優越的物理化學性能,例如耐高溫、耐磨、抗腐蝕、高強度、高抗壓性及良好的生物特性等,因而被廣泛地應用于航空航天、醫療工業、工模具制造業及汽車工業等領域[1]。隨著高新技術的發展,人們對產品的力學特性、光學功能及外觀美學等效果的需求使得復雜曲面的工件應用也越來越廣泛[2]。對于陶瓷類材料,其復雜曲面成形方式主要通過模壓的方式獲得與最終產品形狀尺寸近似的初始毛坯[3],隨后采用磨削、拋光等機械加工或特種加工的方法去除少量的材料,從而獲得最終滿足尺寸及表面質量要求的產品[4-6]。
天然石材的原始毛坯來自于礦山,其原始毛坯與最終產品存在較大的形狀差異。目前對這類脆性材料復雜曲面的加工主要依靠金剛石砂輪進行磨削加工來完成[7]。因原始毛坯與最終產品的形狀差異大,與其他脆性材料相比,這類產品的加工去除量極大,導致出現加工所需時間長、工具損耗嚴重等系列問題。上述問題的根本原因在于其加工延續了陶瓷類的加工方法,即以金剛石砂輪工具進行磨削加工的去除方式所致。加工過程中,金剛石砂輪與工件的接觸面很小,相比于工件尺寸而言,可近似視為點接觸加工(以下簡稱“點加工”)。大量的工件需要被逐點去除,這是導致上述問題的關鍵所在。
相比于以點接觸去除材料的加工方式,利用線接觸的方式進行加工(以下簡稱“線加工”)時,因其通過形成分離面的方式去除材料,實際的材料去除量明顯減小,從而具有加工效率高、材料浪費小、刀具磨損少的優點。實際上這種以線接觸去除材料的方式在金屬加工中已有較為成熟的應用,最為典型的就是電火花線切割[8]。但是由于大部分脆性材料均不導電,因此電火花線切割難以應用于上述脆性材料的加工。對于石材加工而言,利用繩鋸(與線鋸相似)進行線鋸切割的加工也有成功的應用,如利用繩鋸進行圓弧板的切割可以明顯地提高材料利用率,具有提高生產效率的優點[9]。也有學者提出了利用長徑比大的工具的外接觸線(端銑刀的側刃)進行類似于線切割的加工方式,但其線接觸長度受限于工具剛度[10]。總體而言,目前在脆性材料加工中所用的線接觸加工均是獲得比較簡單的形狀,對于脆性材料復雜曲面的加工,目前尚無關于用線鋸切割進行加工的研究報道。
本文提出了一種利用多個線接觸所形成的直紋面構建零件的直紋面模型的高效加工思路,提出了基于包絡多邊形法構建直紋面模型的具體實施方法,以加工時間和剩余未加工材料體積為評價指標,仿真分析了不同直紋面模型構建方式的影響規律。
1 脆性材料復雜曲面線鋸高效切割
由移動直線掃過的一組點被稱為直紋面[11],其運動示意圖見圖1,其數學表達式如下:
r(u,v)=a(u)+vc(u)
(1)
式中,r(u,v) 表示曲面上的任意點;a(u)表示沿著面上一曲線移動的點;u為參數;v為直線上點的參數;c(u)為單位向量。
由上述表述可以看出,不考慮線鋸變形的情況下,線鋸切割所形成的分離面屬于直紋面。對于簡單的形狀(如柱面、單葉雙曲面、錐面等)可以通過線鋸的簡單運動來實現。圖2以圓錐形為例比較了利用點接觸加工與線接觸加工這兩種不同加工方法的差異。
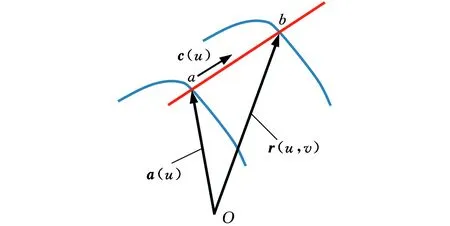
圖1 直紋面運動示意圖Fig.1 Schematic diagram of ruled surface motion
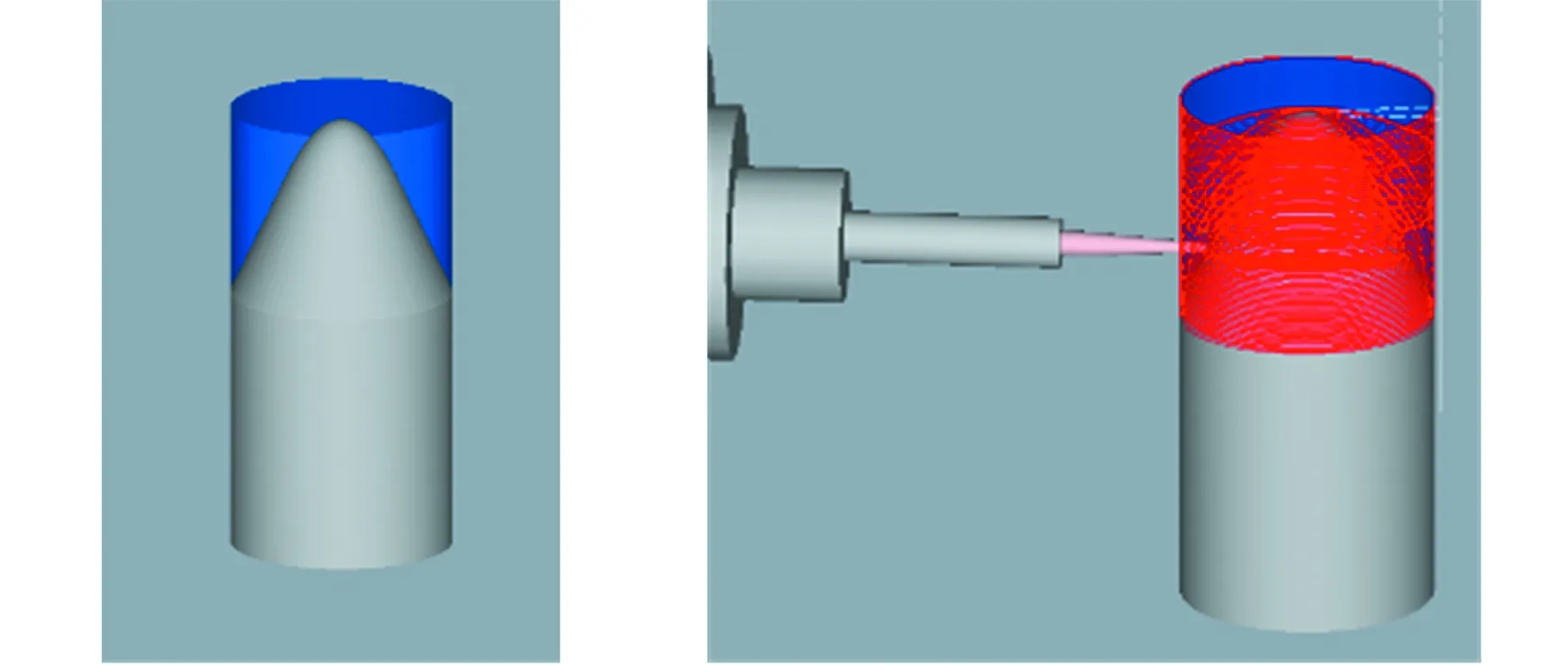
(a)原始毛坯 (b)點加工過程

(c)線切割加工方法圖2 簡單直紋面加工示意圖 (圖中藍色部分為應從毛坯中去除的材料)Fig.2 Schematic diagram of simple ruled surface processing(the blue part in the picture is the material that should be removed from the blank)
由圖2可以看出,使用點接觸去除加工時,需要把所有的待加工區域均變成切屑才能得到最終形狀,但對于線接觸去除加工而言,僅需要形成圓錐分離面即可獲得最終形狀,因此,其材料去除量明顯減小,具有可提高加工效率、提高材料利用率、延長工具使用壽命等諸多優勢。
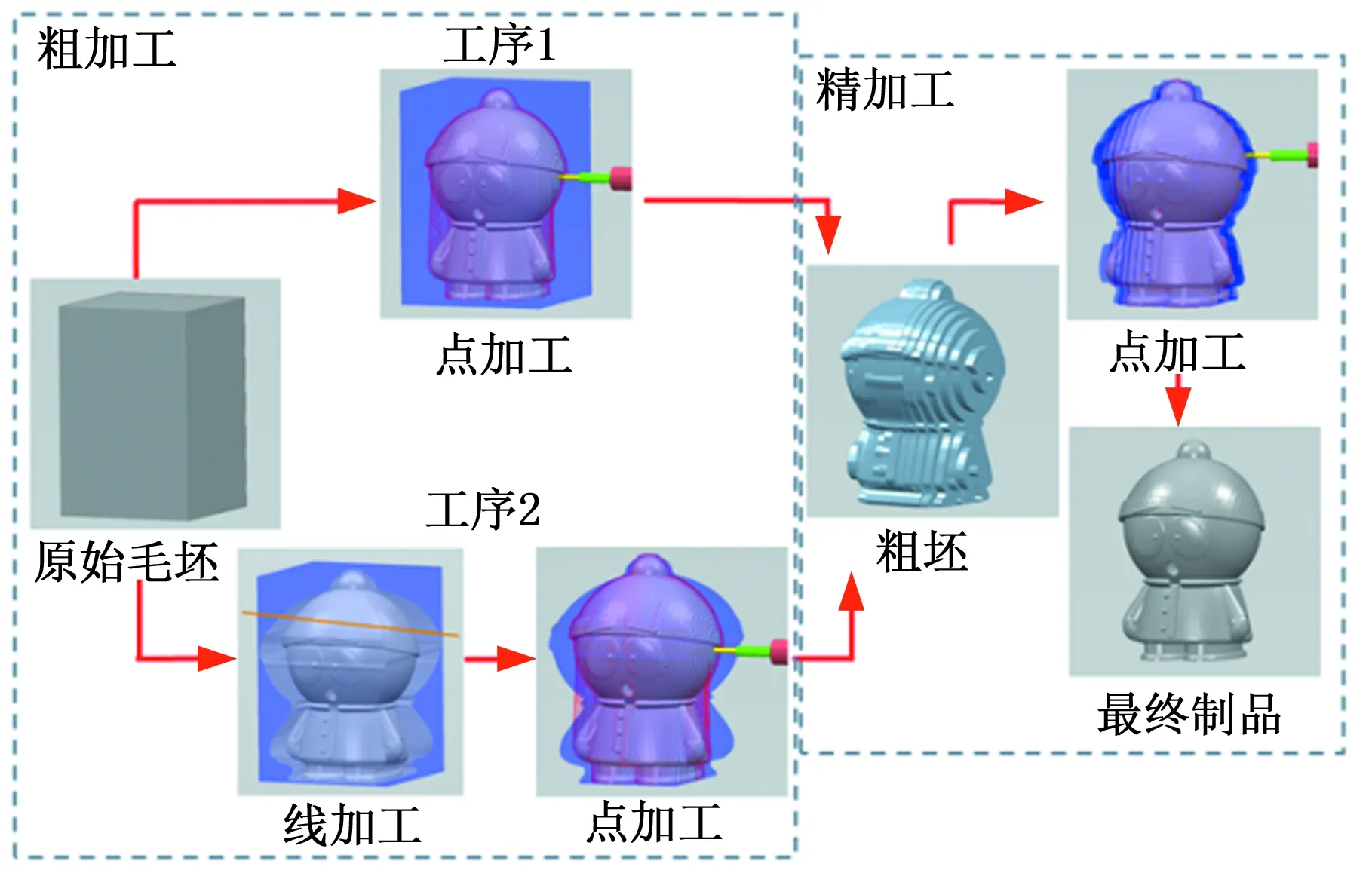
圖3 復雜曲面加工流程示意圖 (圖中藍色部分為應從毛坯中去除的材料)Fig.3 Schematic diagram of processing process of complex curved surface model(the blue part in the figure is the material that should be removed from the blank)
對于復雜曲面零件,由于原始毛坯與最終產品的形狀差別很大,因此在實際生產中常分為粗加工和精加工兩道主要工序,其中粗加工是為了獲得形狀大致相同的粗坯,而精加工則主要是完成產品生產中局部細節的加工。常規加工流程中,主要都是使用點加工的方式,如圖3中工序1所示。由于最終產品形狀具有復雜性,如果利用簡單的直紋面進行加工,則顯然不能充分發揮線鋸加工的優勢。另一方面,利用線鋸加工也很難實現與最終產品形狀的完全一致。為此,提出了復雜曲面線鋸高效加工的流程方案,如圖3中工序2所示。
與工序1相比,在加工粗坯的流程中,增加了線鋸加工的工序,其目的是充分地利用線鋸加工的優勢來完成大部分材料的分離,減少后續點加工的工作量。
2 基于復雜曲面的直紋面模型構建流程
在上述加工流程中,合理地構建直紋面模型是實現脆性材料復雜曲面高效粗加工的關鍵所在。但由于加工零件形狀的變化,通過單一的直紋面來獲得直紋面模型,顯然難以獲得較好的效果。為此,本文提出了基于包絡貼近的方式來構建直紋面模型的方法,其基本思路如圖4所示。首先基于最終產品的數字化模型,對模型進行分層處理,模型分層過程是根據一定的模型處理算法將三維模型轉化為一系列二維層片的集合,其基本過程是用一系列以分層方向為法矢量的平面與模型進行求交后得到控制點坐標,再對控制點坐標進行擬合得到二維外輪廓曲線。利用多邊形對分層后得到的二維外輪廓曲線進行包絡,為保證構建后的模型能夠利用線鋸切割進行加工,包絡多邊形選用凸多邊形。利用多邊形包絡對各層二維外輪廓曲線進行處理,得到各層的包絡多邊形后,將層與層之間的多邊形頂點坐標進行順序連接并擬合得到拼接成復雜直紋面模型的各個直紋面方程的導線方程(圖1中的曲線a),將相鄰的導線方程代入直紋面方程從而可構建出復雜直紋面模型。該直紋面模型是由多個直紋面共同構成的,利用數控系統控制線鋸按直紋面方程運動,從而實現對不同直紋面的加工,最終可完成直紋面模型的加工。
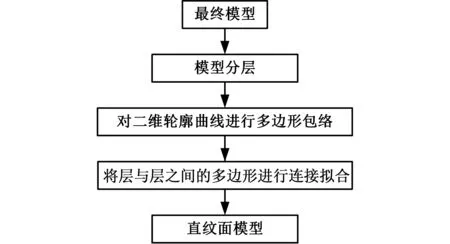
圖4 直紋面模型構建流程圖Fig.4 Flow chart of ruled surface model construction
3 復雜直紋面模型的判據及實施案例
3.1 復雜直紋面模型的優化判據指標
從上述直紋面模型的構建流程中可以看出,對于復雜曲面零件,所構建的直紋面模型是由多個直紋面共同構成的。直觀而言,直紋面數量越多(即所選用的多邊形邊數越多)則直紋面模型越可能接近于最終粗坯模型,剩余加工量就會越小,這將有利于縮短后續點加工的所需時間,如圖3所示,但同時加工直紋面所用的時間則會延長。為了可量化評價不同多邊形所構建的直紋面模型的優劣,本文提出將粗坯加工時間作為評價指標。如圖3中工序2所示,粗坯加工時間是粗坯加工中線加工時間與點加工時間的總和,其表達式如下:
t=t1+t2
(2)
式中,t1為線加工所用時間;t2為點加工所用時間。
線加工所用的時間t1主要是由直紋面的數量、各直紋面的曲線a長度以及線鋸的走絲速度共同決定的。而點加工所用的時間t2主要是由剩余未加工的材料體積以及點加工的單位時間材料去除率所決定的。剩余未加工材料體積Q可表示為
Q=Vc-Vr
(3)
式中,Vc為直紋面模型體積;Vr為粗坯模型體積。
仿真計算中,可以通過將兩個模型體積進行對比計算從而獲得剩余未加工材料體積。
3.2 包絡多邊形邊數對直紋面模型的影響
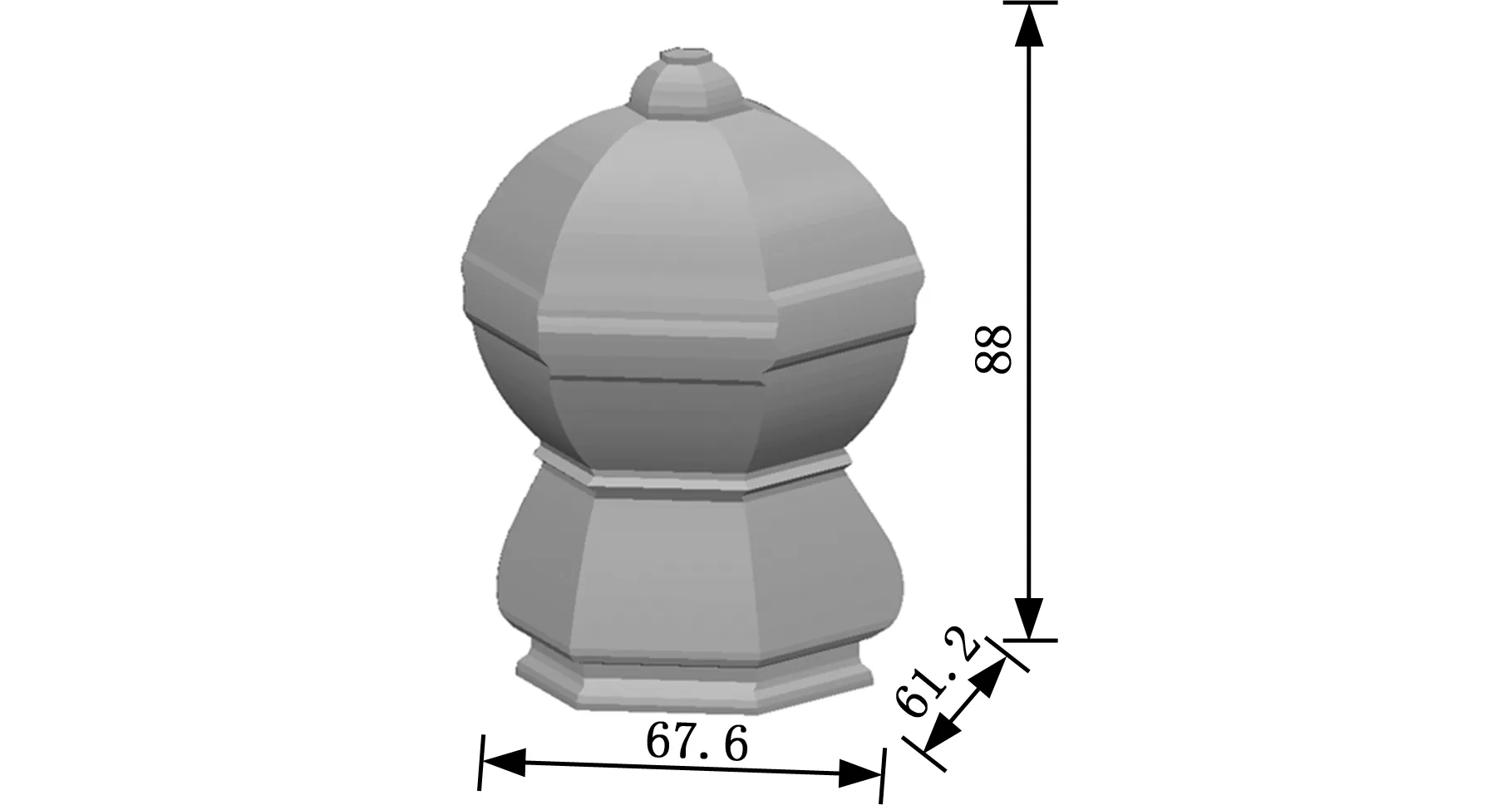
以下以卡通人物為示例,利用多邊形包絡方式進行直紋面模型的構建,計算其剩余未加工材料體積和粗坯加工時間,以此來優選適合的多邊形。所要加工的卡通人物如圖5所示,選用的原始毛坯為矩形毛坯。毛坯尺寸為70 mm×70 mm×90 mm,體積為441 000 mm3,而最終制品的體積為132 704.97 mm3,需要去除的材料體積約為70%。
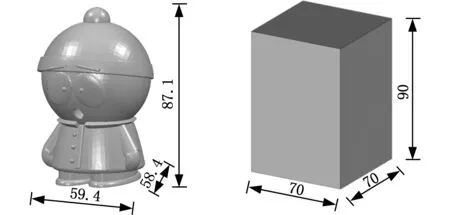
(a)最終制品模型 (b)矩形原始毛坯圖5 最終制品模型以及初始矩形毛坯模型Fig.5 Final product model and initial rectangular blank model
由于線切割加工在粗加工過程中屬于第一道工序,因此為了避免加工過程因材料脆性破碎而對精加工尺寸造成影響,在分層構建過程中將最終制品向外擴展1 mm,以預留足夠的精加工余量。利用Visio studio中的C++模塊和OpenGL建立了模型分層系統,通過導入最終制品的三維模型.stl格式并設置分層厚度及分層方向,可得到各層的二維外輪廓曲線和控制點坐標,并設置切片層厚度為1 mm。
選擇二維外輪廓面積最大層進行包絡多邊形的構建,圖6所示分別為四邊形、五邊形及六邊形三種不同邊數的包絡多邊形構建。在此基礎上,對各層二維外輪廓構建包絡多邊形,其構建要求如下:①各層的包絡多邊形邊數保持相同;②層與層之間的多邊形相應各邊保持平行,即各層之間的多邊形的相對位置不旋轉;③在上述兩條件的基礎上,保證所選擇的包絡多邊形面積最小。利用MATLAB程序編寫了各層二維外輪廓曲線控制點坐標的多邊形包絡程序,能夠得到各層多邊形的頂點坐標(即控制點坐標)。所得到的不同多邊形模型如圖7所示。
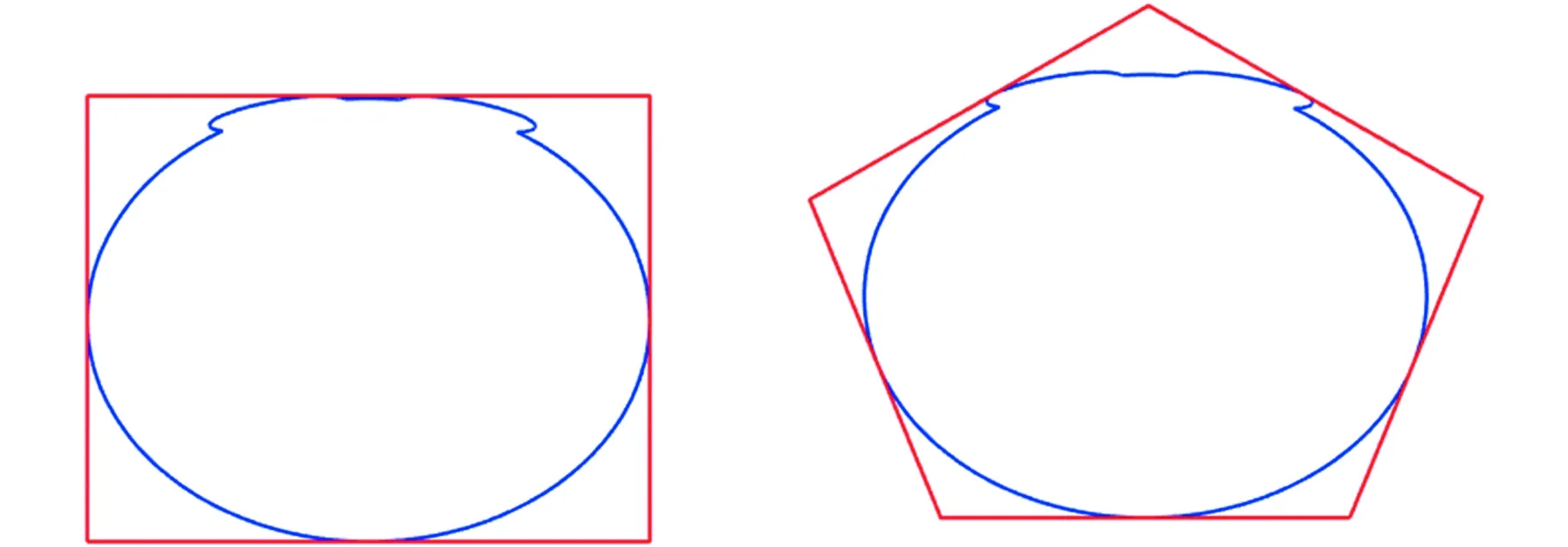
(a)四邊形包絡 (b)五邊形包絡
(c)六邊形包絡圖6 不同形狀多邊形包絡示意圖Fig.6 Schematic diagram of polygon envelopes of different shapes
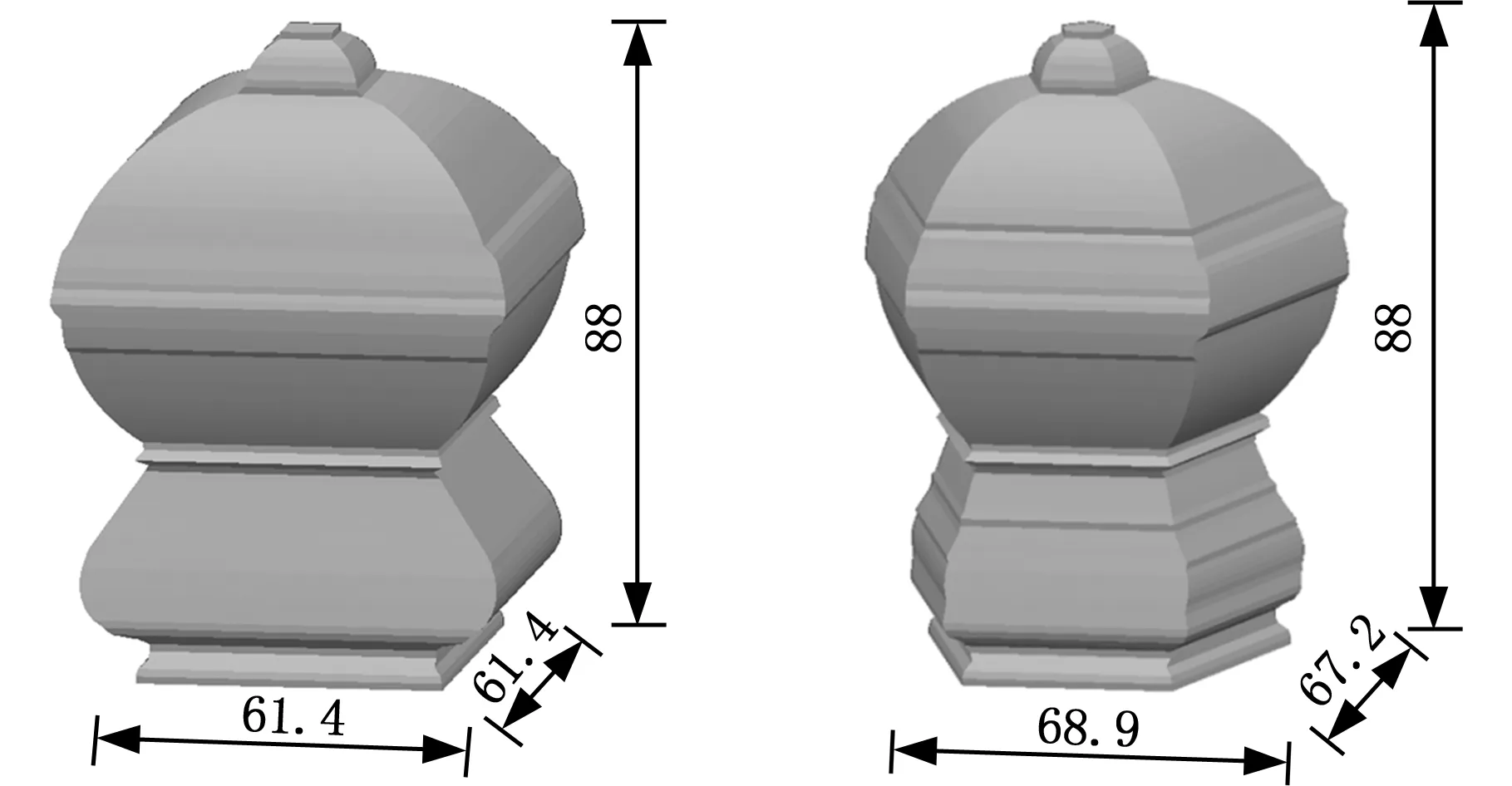
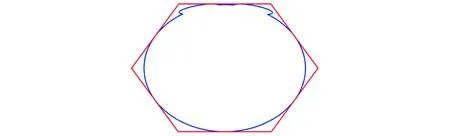
(a)四邊形模型 (b)五邊形模型
(c)六邊形模型圖7 不同形狀多邊形直紋面模型Fig.7 Models of polygonal straight grains with different shapes
利用CAM仿真軟件進行加工仿真試驗。圖3中工序1的粗加工的仿真參考金剛石刀具加工大理石的試驗條件,設置如下[12]:粗加工選用端銑刀,刀具直徑2 mm,長度10 mm,主軸轉速1000 r/min,加工進給速度100 mm/min,快速移動進給速度1000 mm/min,利用模型區域清除路徑,下切步距為1 mm。當加工模型的尺寸與最終制品尺寸差小于1 mm時,停止加工,并以此作為粗坯,如圖8所示。此時,粗坯的體積為153 136.30 mm3,相對于最終產品的剩余材料去除體積為20 431.33 mm3,這些體積將由精加工來完成。
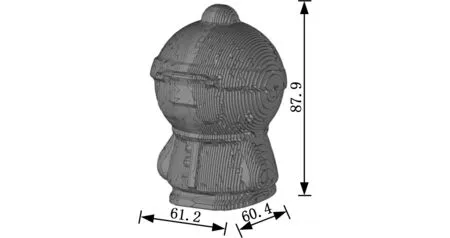
圖8 粗坯模型Fig.8 Rough model
圖3中工序2的粗加工分為線加工和點加工,其中線加工參考固結磨粒線鋸加工大理石的試驗,設置線鋸切割加工的試驗條件如下[13]:線鋸直徑0.25 mm,長度380 mm,加工進給速度10 mm/min,快速移動進給速度1000 mm/min。利用線鋸掃掠的方式進行加工仿真,隨后的點加工所選用參數與工序1中的參數一致。
隨著包絡多邊形邊數的增加,每一層的包絡多邊形越貼近各層二維外輪廓曲線,如圖6所示,因此所構建直紋面模型的體積相應減小,剩余未加工材料體積也隨之減小,如圖9所示。從圖9中可以看出,相比于四邊形包絡而言,五邊形包絡的剩余未加工材料體積減小了68%,而六邊形包絡的剩余未加工材料體積減小了84%。
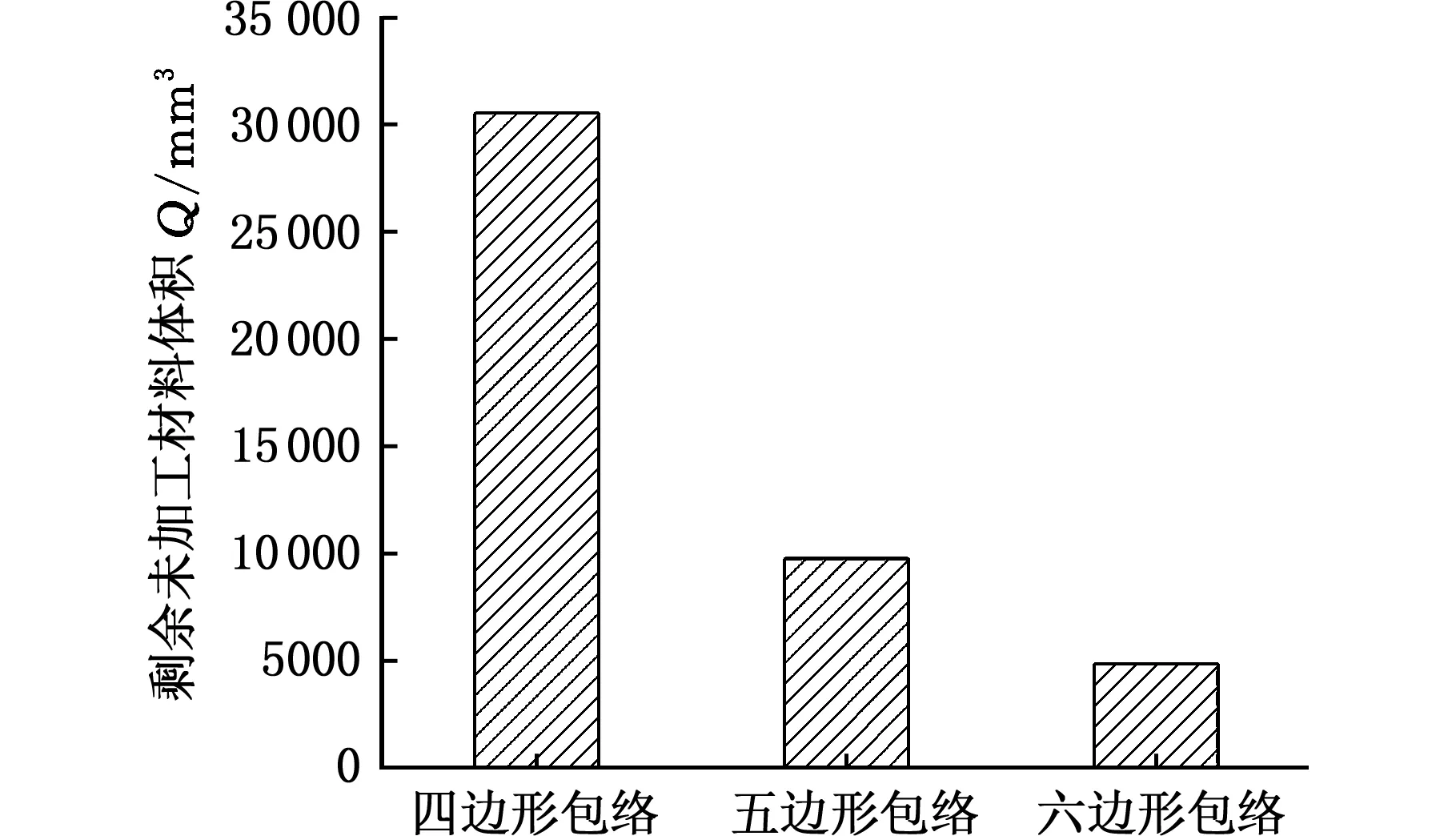
圖9 不同直紋面模型的剩余未加工材料體積Fig.9 Remaining unprocessed material volume of different ruled surface models
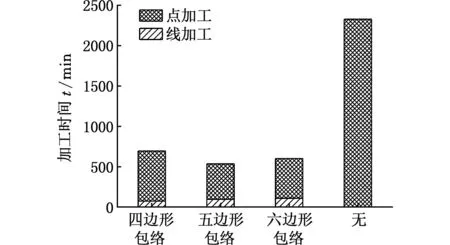
圖10 不同直紋面模型對粗坯加工時間的影響Fig.10 Influence of different ruled surface models on roughing machining time
不同直紋面模型對粗坯加工時間的影響如圖10所示。由圖10可知,采用不同直紋面模型進行線鋸加工+點加工的粗坯加工時間相比于純點加工的粗坯加工時間縮短了70%~77%,這表明采用線鋸加工可以有效地提高粗坯加工的效率。進一步比較不同直紋面模型對粗坯加工時間的影響可以看出,即使利用線鋸加工去除了大量的材料,而點加工所占用的時間仍然明顯多于線鋸加工所需要的時間,這再次證實了相比于點加工而言,線鋸加工所具有的高效優勢。從圖9中可知,雖然六邊形直紋面模型具有更少的剩余未加工材料體積,但是當考慮粗坯加工的綜合時間時,并不是六邊形直紋面模型所用的時間最少,而是五邊形直紋面的粗坯加工時間更少。通過比較不同直紋面模型的線鋸加工時間與點加工時間可以發現,雖然隨著多邊形邊數的增加,剩余未加工材料體積量減小,使得點加工時間減少,但是線鋸加工所用的時間也會隨之增加。與五邊形直紋面模型相比,六邊形直紋面模型的剩余未加工材料體積量雖有減小,但僅減小了16%,相比而言,此時線鋸加工由于需要多加工一個面,導致總體加工時間反而有所增加,因此對于文中所提案例,采用五邊形直紋面模型具有更高的加工效率。
3.3 包絡多邊形連接方式對直紋面模型的影響
在上述案例構建直紋面模型時,約定層與層之間的多邊形的相應各邊保持平行,但由此所獲得的直紋面模型并非最優模型。實際過程中,由于二維外輪廓曲線的不同,在保持包絡多邊形邊數不變的情況下,應以最小面積為目標來構建包絡多邊形。這將導致不同層之間的多邊形的位置會進行相應的旋轉,以保證所獲取的包絡多邊形的面積最小,如圖11所示。有無旋轉情況下所形成的不同直紋面模型如圖12所示。
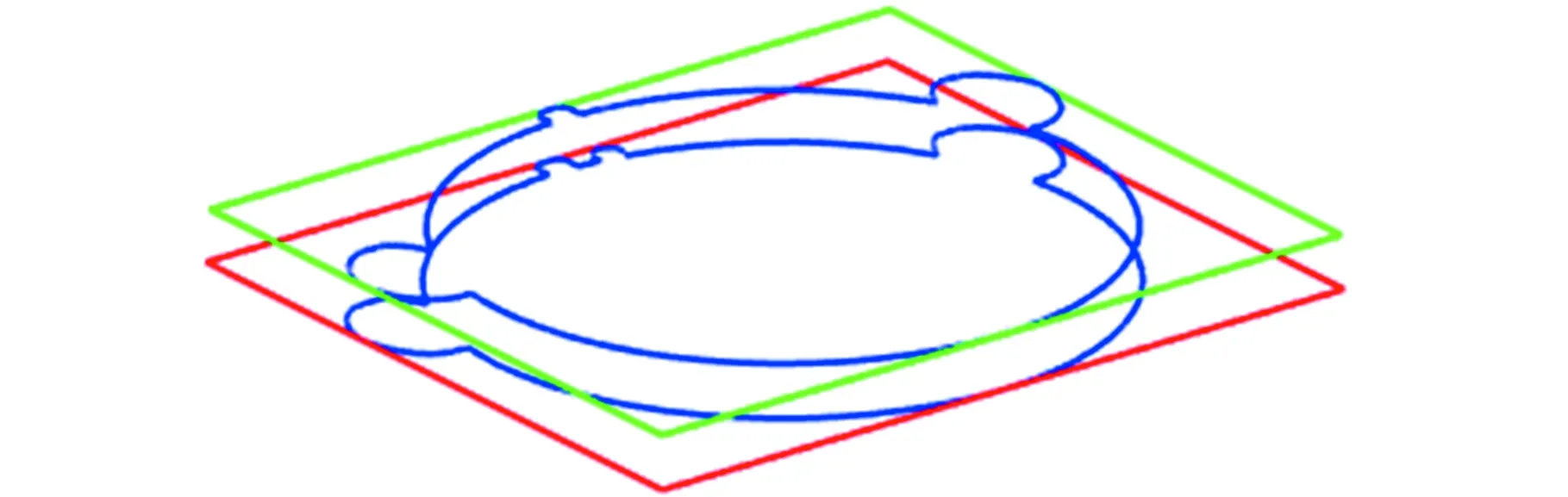
(a)未旋轉四邊形包絡
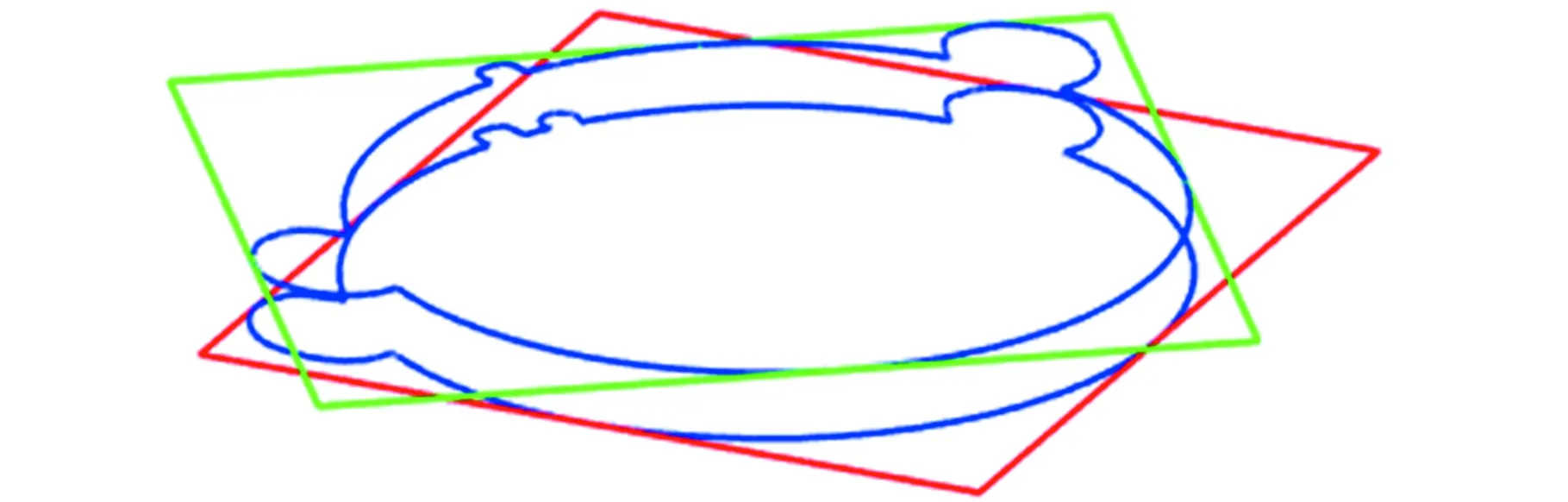
(b)旋轉四邊形包絡圖11 分層之間無旋轉與有旋轉的包絡面Fig.11 Envelopes with no rotation and rotation between layers
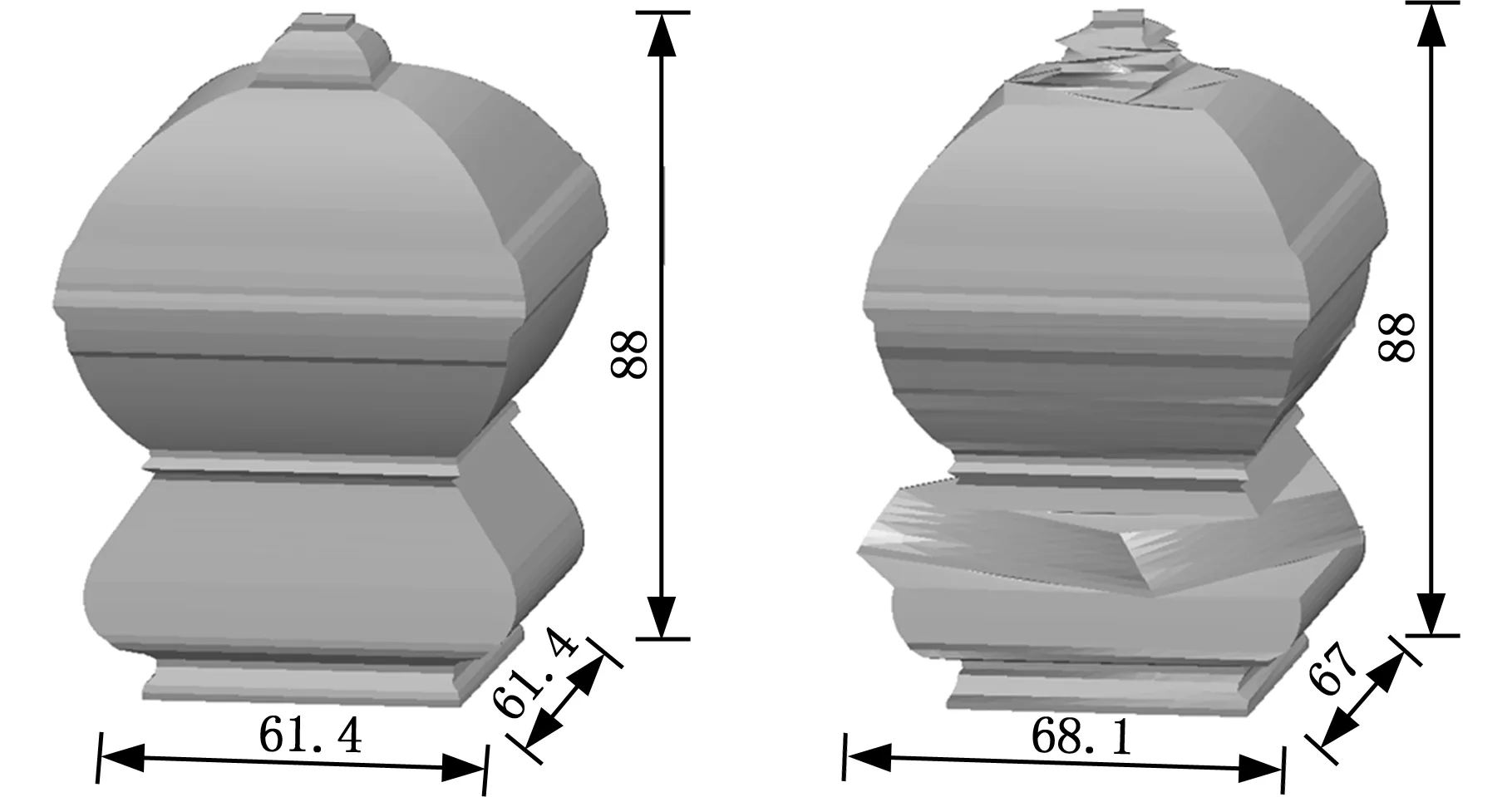
(a)未旋轉四邊形包絡 (b)旋轉四邊形包絡圖12 無旋轉與有旋轉所形成的直紋面模型示意圖Fig.12 Schematic diagram of the ruled surface model formed by no rotation and rotation
圖13和圖14所示分別為有無旋轉情況下的剩余未加工材料體積和粗坯加工時間。從圖13中可以看出,當各層之間采用基于最小包絡面積的原則進行構建直紋面模型時,其剩余未加工材料的體積會有所減小,本案例中體積減小了20%,與此同時粗坯加工時間反而隨之增加。從圖14中可以看出,雖然在有旋轉的情況下剩余未加工材料的體積有所減小,從而縮短了后續點加工所用時間,但是由于線鋸加工直紋面扭轉部分時所需的加工時間更長,因此導致粗坯加工的整體時間反而有所增加。綜上可知,對于文中所提案例,采用無旋轉直紋面模型具有更高的加工效率。
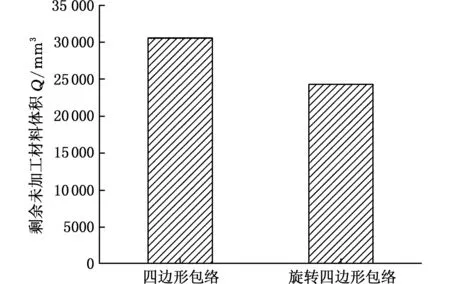
圖13 有/無旋轉直紋面模型的剩余未加工材料體積Fig.13 Remaining unprocessed material volume with/without rotating ruled surface model
圖14 有/無旋轉直紋面模型對粗坯加工時間的影響Fig.14 Influence of rotary ruled surface model with/without rotation on roughing machining time
需要說明的是,雖然對于本文所列舉的案例而言,采用五邊形無旋轉所構建的直紋面模型具有較高的加工效率,但也可以看出,多邊形的選擇及是否旋轉與產品本身形狀有著密切的關系。
4 結論
(1)針對初始毛坯與最終產品形狀差別較大的脆性材料復雜曲面,提出了一種基于線鋸加工和點加工協同去除的高效粗坯加工的解決思路。仿真結果表明,采用不同直紋面模型進行線鋸加工+點加工的粗坯加工時間相比于純點加工的粗坯加工時間縮短了70%~77%。
(2)提出了一種基于線鋸高效切割的復雜直紋面模型構建方法。通過對最終產品的數字化模型進行分層處理,利用多邊形對分層后得到的二維外輪廓曲線進行包絡,最后將層與層之間的多邊形進行順序擬合得到直紋面模型。仿真結果驗證了該直紋面模型構建方法的可行性。
(3)提出將粗坯加工時間作為評價指標來量化評價不同直紋面模型的優劣,分析了不同包絡多邊形邊數、連接方式對直紋面構建模型的影響,仿真結果表明,利用粗坯加工時間可以更加全面地評價脆性材料復雜曲面的粗加工效率。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
