基于激光超聲的電弧增材制件內部缺陷深度檢測
2021-01-18 06:39:46袁久鑫秦訓鵬張進朋汪小凱
中國機械工程 2021年1期
袁久鑫 秦訓鵬 張進朋 汪小凱
武漢理工大學現代汽車零部件技術湖北省重點實驗室,武漢,430070
0 引言
增材制造技術是一種基于分層離散、逐層堆積的原理通過“自下而上”實現材料成形的新型制造方法[1],它具有材料利用率高、成形效果好等優勢[2],解決了復雜結構零件快速制造的工藝瓶頸。
增材制造過程中,工件內部會產生孔隙、裂紋等缺陷,影響零件使用[3],因此,對增材制造工件內部缺陷進行無損檢測顯得尤為重要。目前,增材制件無損檢測主要通過常規超聲、渦流等方式對成品工件進行離線檢測[4],發現缺陷后只能廢棄,材料成本高,因此,增材制造在線檢測技術需求迫切。激光超聲作為一種新型無損檢測方法,通過表面波檢測表面缺陷,體波檢測內部缺陷[5],可以實現高靈敏非接觸實時檢測,滿足增材制造內部缺陷檢測需求。解社娟等[6-7]采用脈沖渦流/電磁超聲方法,通過頻譜分析、濾波、小波分析等方式對混合信號進行分離提取,檢測出鋁板表面和底部等缺陷。NILSSON等[8]利用 X 射線和超聲渦流檢測出 TC4 鈦合金增材制件1 mm深度缺陷,該方法傳感器要求高、檢測深度淺。陳鵬輝[9]設計了電磁超聲檢測系統,檢測出鈦合金、鋁合金材質增材制件內部缺陷,但該系統檢測對象目前只能是非鐵磁性材料,在增材制造領域應用還較為受限。陳帥等[10]采用線源激光超聲掃查增材制件表面,實現增材試塊表面缺陷寬度檢測。吳尚子等[11]對不同粗糙度增材試塊進行檢測,揭示制件表面粗糙度對激光超聲檢測信號影響規律。王琛瑋等[12]通過激光超聲探究了316L不銹鋼增材制件相同/不同溫度下與普通鍛件表面波速變化情況。從上述研究情況看出,渦流、電磁等方式在常規對象內部缺陷檢測效果較好,增材制件內部缺陷檢測還有局限性,而激光超聲技術對增材制件的檢測主要集中在表面缺陷。因此,本文開展激光超聲檢測電弧增材制件內部缺陷研究。
由于增材制件表面質量差,故為保證檢測結果準確,采用體波反射法和激發源、接收源同步移動方式進行檢測,對比理論、仿真、實驗,得到檢測效果最好時的波形。同時,探究直徑1 mm孔在不同深度對A掃幅值和B掃成像的影響規律,據此確定檢測深度。
1 電弧增材制件激光超聲檢測仿真
1.1 光源添加理論基礎
激光激發超聲主要分為熱彈機制與融蝕機制。熱彈機制是固體表面吸收激光能量轉化為熱能后迅速升溫形成熱膨脹從而產生超聲的過程;融蝕機制是激光能量增強,造成固體表面熔融并形成作用力后產生超聲的過程[13]。本文基于熱彈機制,將激光能量等效為固體表面熱源輸入。設定激光束為高斯分布,滿足圓柱坐標系下熱傳導方程[13]:
ρcr[?T(r,z,t)/?t]=?[rk?T(r,z,t)/?r]/?r+r?[k?T(r,z,t)/?r]/?z+qr
(1)
式中,T(r,z,t)為固體中溫度上升分布變化;q為材料吸收的激光功率密度;r為激光半徑,ρ、c、k分別為材料密度、質量熱容和熱導率;t為時間;z為縱坐標。
由于增材制件所用材料基本為金屬材料,故可將上表面的邊界條件[13]改為
-k?T(r,z,t)/?z|z=0=I0A(T)f(x)g(t)
(2)
(3)
(4)
g(t)=exp(-t/t0)t/t0
(5)
式中,A(T)為材料對光的吸收率,在仿真中假設激光能量全部被材料吸收,即A(T)=1;I0為入射激光功率密度;f(x)、g(t)分別為激光脈沖的空間分布與時間分布;E為激光能量;Ra為光源半徑;t0為激光上升時間;x0為光源位置。
在熱彈機制下,材料產生的熱膨脹還會形成溫度梯度,進而引起應力應變過程。由演變的應力產生瞬態位移場,滿足如下方程[14]:
(λ+2u)(·U)-u××U-α(3λ+2u)·
(6)
式中,U(r,z,t)為瞬態位移;λ、u為Lame常數;α為熱膨脹系數。
根據式(2)~式(5),進行待測試塊有限元建模。由于電弧增材試塊表面粗糙,為了保證仿真模型還原度,首先進行試塊表面輪廓獲取。
1.2 試塊表面輪廓提取
用電弧增材方式制作試塊,焊接參數見表1,試塊長80 mm、寬60 mm、高30 mm,電弧增材試塊見圖1。采用三維掃描儀對試塊進行三維數字化重構,得到試塊的點云模型,經Geomagic軟件處理后,選取曲線貼合模型表面,在距邊界5 mm處(后續實驗激光超聲掃查位置)提取輪廓點數據,提取精度為0.01 mm,如圖2所示。將提取的數據點繪制成表面輪廓線,如圖3所示。
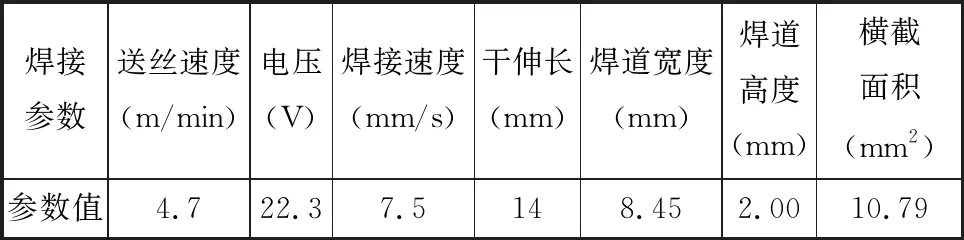
表1 焊接參數

圖1 電弧增材試塊Fig.1 Arc additive test block
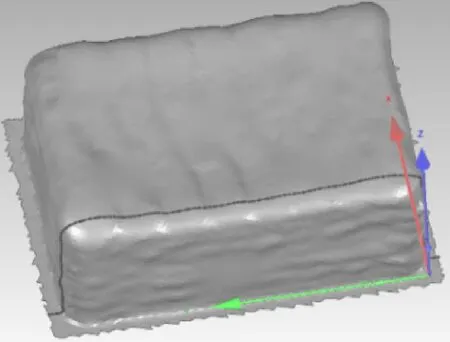
圖2 試塊輪廓提取Fig.2 Block contour extraction
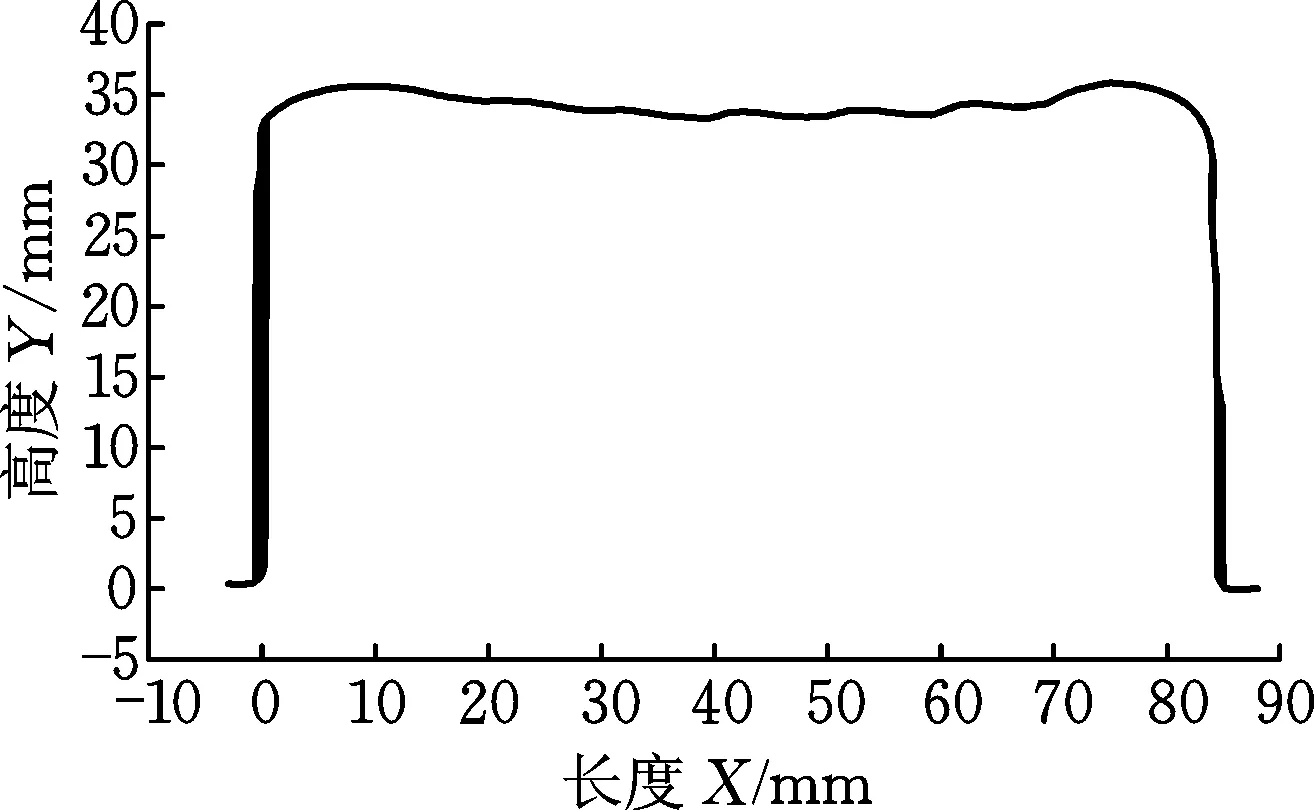
圖3 增材試塊表面輪廓線Fig.3 Surface profile of additive test block
在檢測過程中,激發光與接收光只會在試塊上表面進行掃查,因此簡化左右表面輪廓線,在COMSOL仿真軟件中繪制二維有限元模型(底長80 mm、高30 mm),上表面輪廓取1~81 mm位置長度,同時,在試塊側面從左到右鉆4個φ1 mm橫孔,小孔距離上表面依次為4 mm、6 mm、8 mm、10 mm,孔間的距離和到邊界距離為16 mm,如圖4所示。在有限元模型中建立缺陷,設置仿真參數,激光脈沖上升時間10 ns,激光能量50 mJ,光源半徑0.2 mm,為了保證仿真效率和結果正確,采用變網格法,選用三角形網格,上表面和缺陷區域網格最大單元0.2 mm、最小單元0.02 μm,試塊下半部分網格最大單元0.8 mm、最小單元0.4 μm,模型及網格劃分見圖5、圖6。
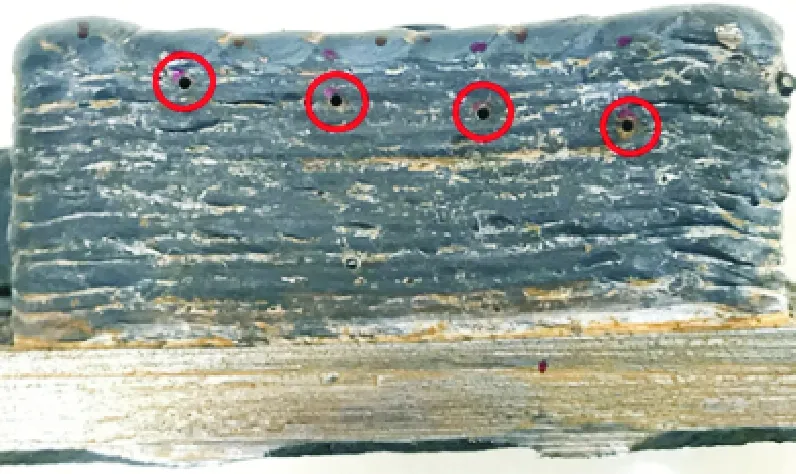
圖4 電弧增材試塊人造缺陷Fig.4 Artificial defect of arc additive test block
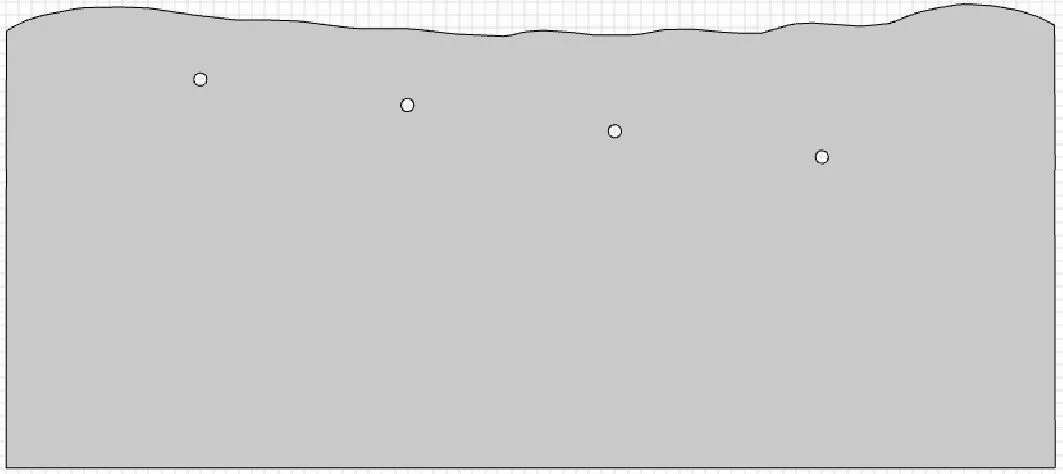
圖5 有限元模型Fig.5 Finite element model
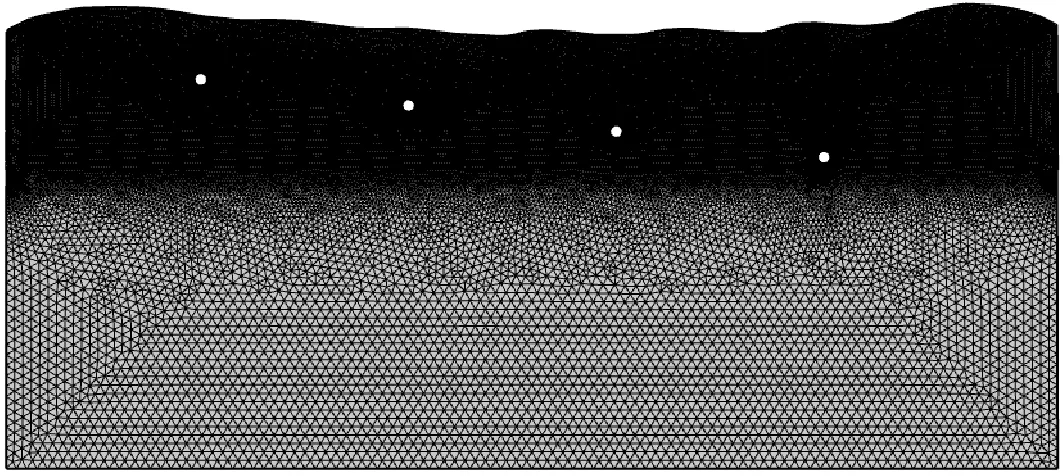
圖6 網格劃分示意圖Fig.6 Schematic diagram of grid division
電弧增材試塊采用焊絲為H08Mn2Si低合金碳鋼,查閱資料,計算時所需參數如表2所示。

表2 電弧增材試塊焊絲材料參數
1.3 超聲傳播聲速測量
由于超聲在不同材料中的傳播速度不同,故為減小缺陷反射波到達時間誤差,進行試塊聲速測量實驗,得到所用焊絲的聲波傳遞速度。

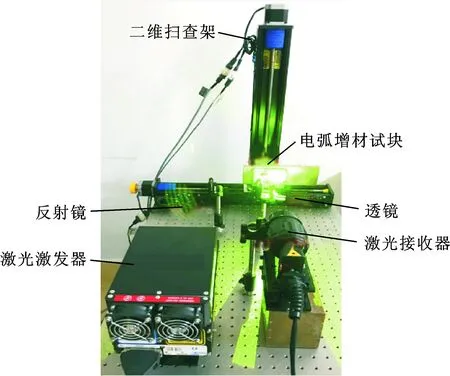
圖7 聲速測量實驗Fig.7 Sound velocity measurement experiment
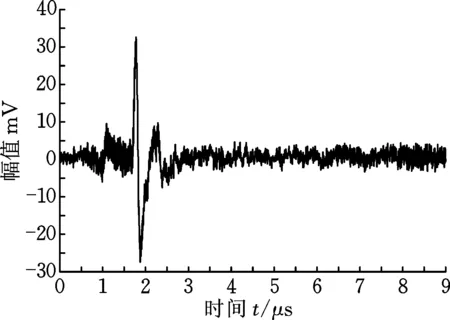
激光激發器為泵浦調Q Nd:YAG激光器,波長1 064 nm,脈沖能量50 mJ,脈沖頻率50 Hz,脈沖時間10 ns,激光接收器波長532 nm,檢測帶寬1~100 MHz,焦距200 mm,反射鏡調整光路,透鏡聚焦激光。為保證信號強度,固定激光激發源與信號接收源距離L=5 mm,進行聲速測量,得到無缺陷情況A掃波形,如圖8所示。
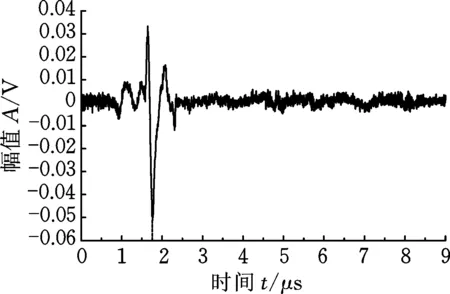
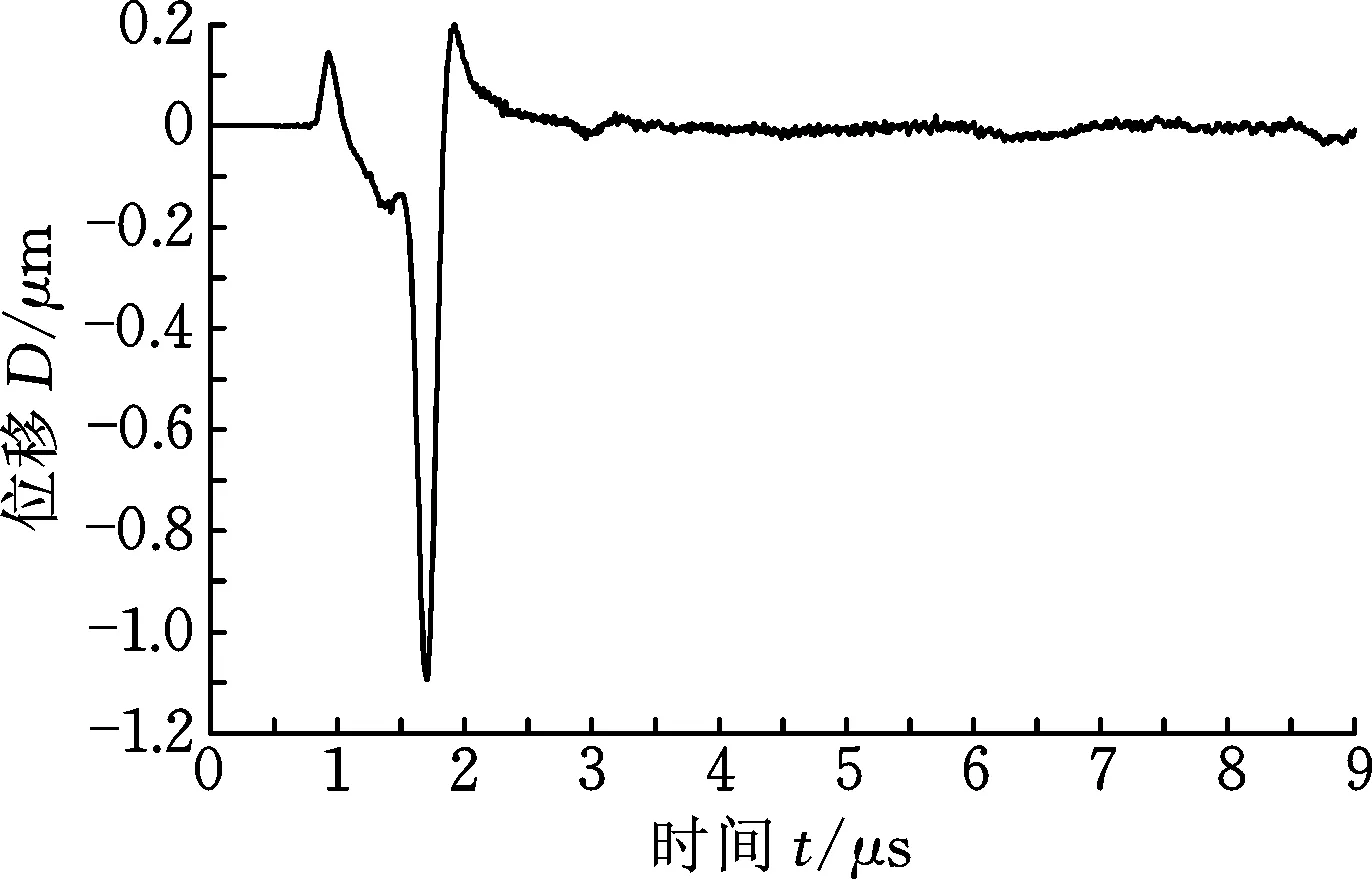
圖8 聲速測量A掃波形Fig.8 The sound velocity measures the A sweep waveform
根據實驗結果,在無缺陷的情況下,A掃波形只出現掠面縱波與表面波,與理論情況相符。讀取掠面縱波與表面波出現時間,即tL=0.8 μs和tR=1.75 μs,結合聲速比例關系,計算超聲縱波聲速vL、橫波聲速vS、表面波聲速vR分別為
vL=L/tL=5 mm/0.8 μs≈6 250 m/s
(7)
vS=vL/1.8=6 250/1.8≈3 472 m/s
(8)
vR=L/tR=5 mm/1.75 μs≈2 857 m/s
(9)
1.4 仿真與結果分析
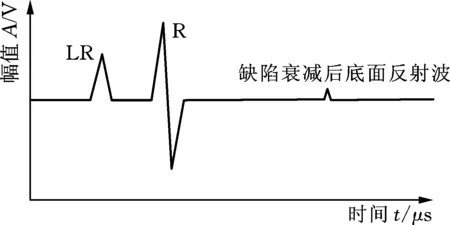
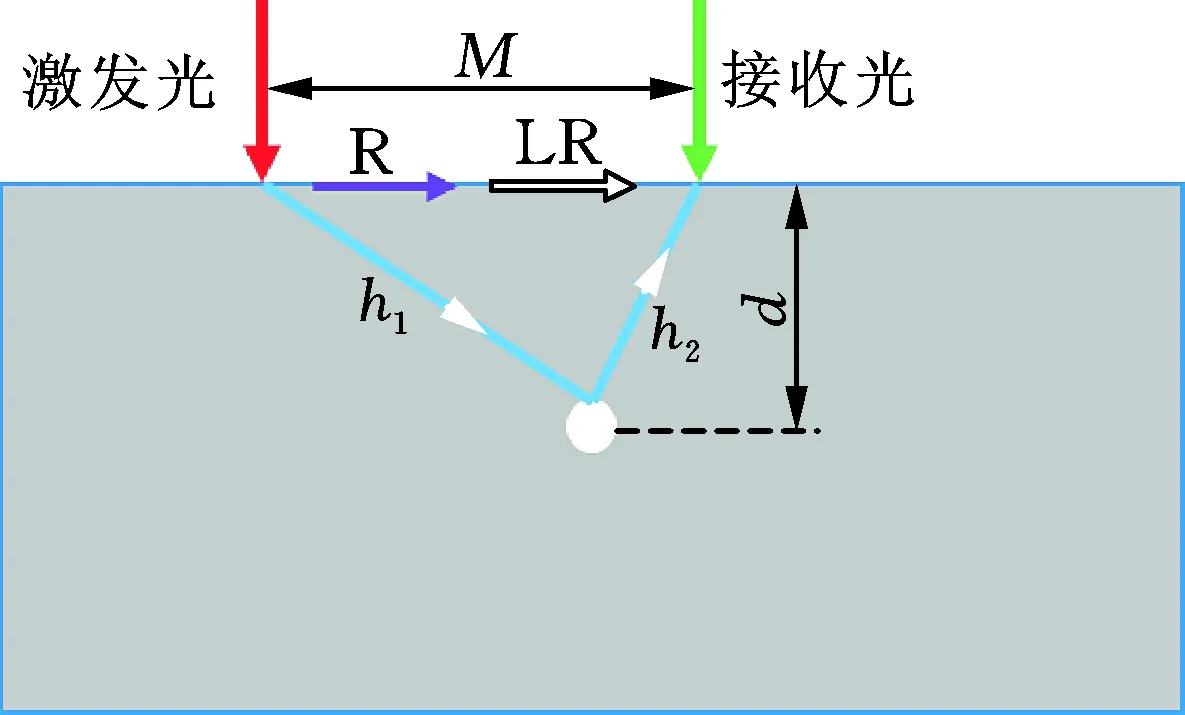
激光超聲內部缺陷檢測方法主要包含反射法和透射法。透射法在增材制造實際檢測中比較困難,故不采用;反射法檢測包含底面反射信號經過內部缺陷衰減(圖9)和內部缺陷對信號直接反射(圖10)兩種檢測方法[17],由于電弧增材試塊表面質量差,采用反射信號衰減法可能無法檢測到信號,故采用缺陷直接反射法進行檢測。
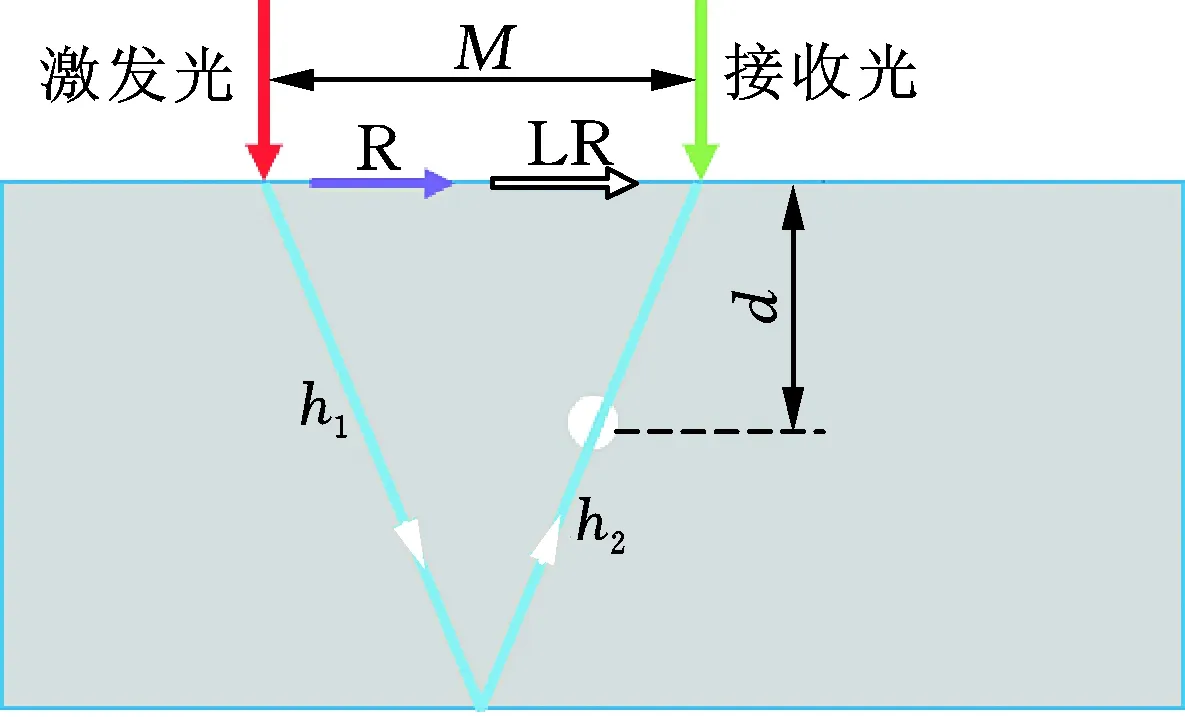
(a) 傳播過程
(b) A掃波形
基于缺陷直接反射法,當激光照射固體表面后,形成表面縱波LR和表面波R,傳向材料內部的縱波L和橫波S遇到缺陷后,發生反射的波會出現模式轉換,分別為縱波轉縱波(LL)、轉橫波(LS),橫波轉縱波(SL)、轉橫波(SS)[18]。
由于激發源與接收源作用在材料表面位置不變,缺陷位置不變,故縱波橫波入射路徑h1和反射路徑h2不變,傳播路徑如圖10所示。依據超聲波的波速,模式轉換下的超聲到達時間tLL、tLS、tSL、tSS可分別表示為
tLL=h1/vL+h2/vL
(10)
tLS=h1/vL+h2/vS
(11)
tSL=h1/vS+h2/vL
(12)
tSS=h1/vS+h2/vS
(13)
(a) 傳播過程
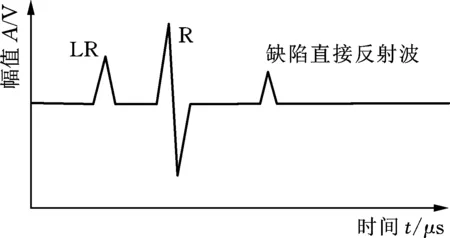
(b) A掃波形
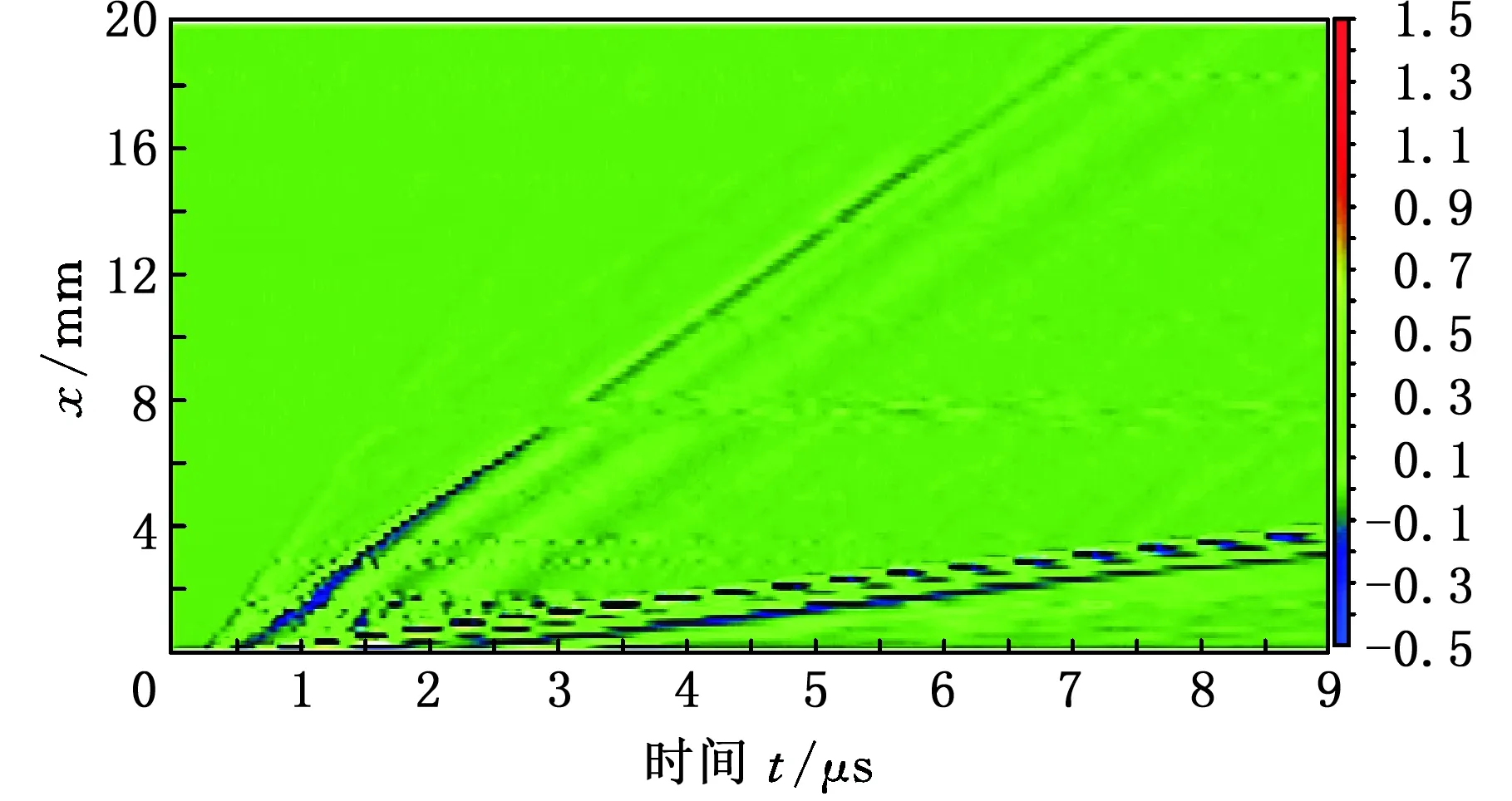
當h1=h2時,缺陷處于激發源與接收源中間位置,如圖11所示。此時tLS=tSL,兩種波同時到達,推測在此種情況下接收信號會得到增強,故在仿真模型中選擇此位置添加激發源與探測點,依次對4個孔缺陷進行激光超聲檢測仿真,激發源與接收源距離M設置為5 mm,保證與聲速測量時一致。圖12所示為超聲波在試塊內部傳遞仿真情況。
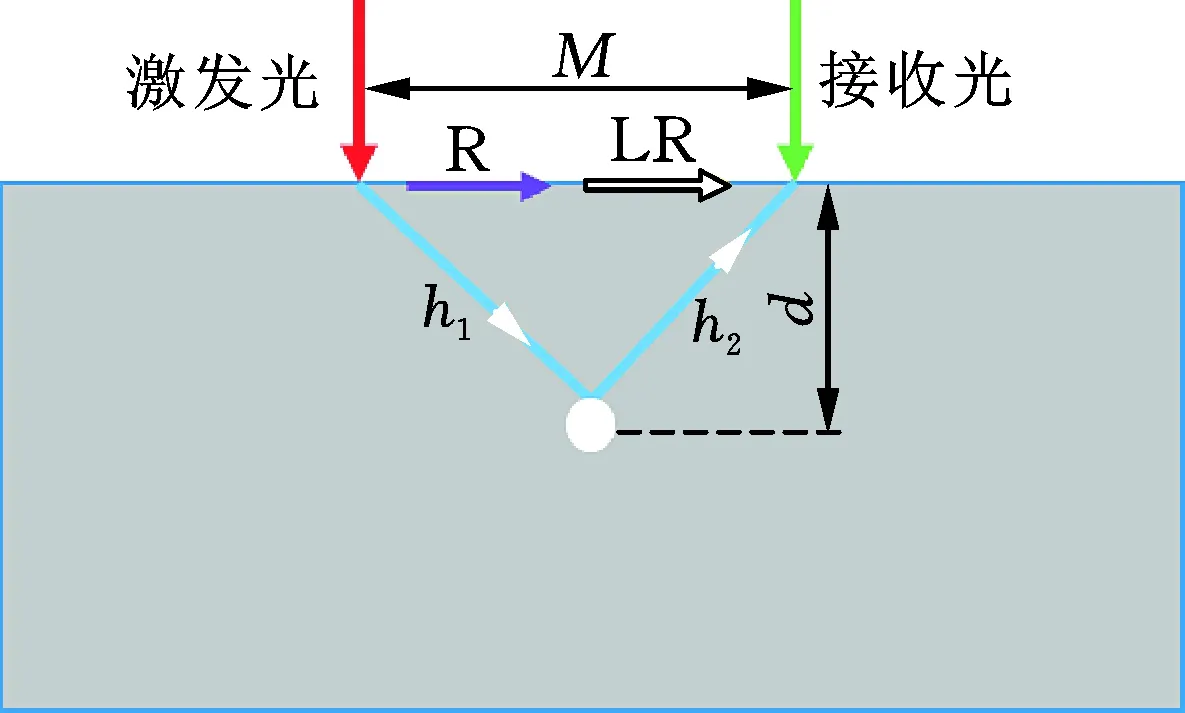
圖11 激發源接收點關于缺陷對稱Fig.11 The excitation source receiving point is symmetric about the defect
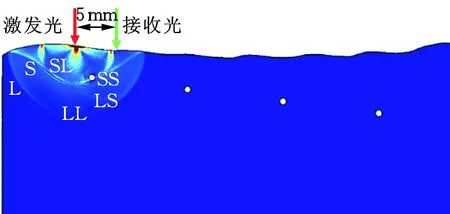
(a) 缺陷深度4 mm
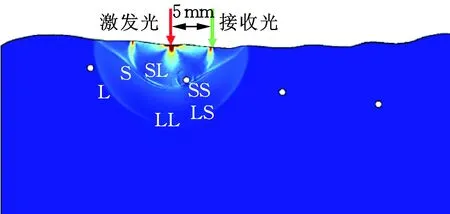
(b) 缺陷深度6 mm
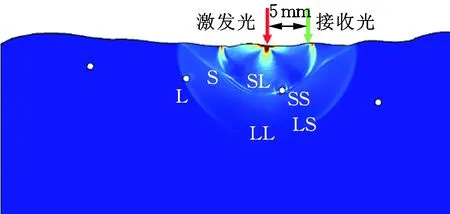
(c) 缺陷深度8 mm
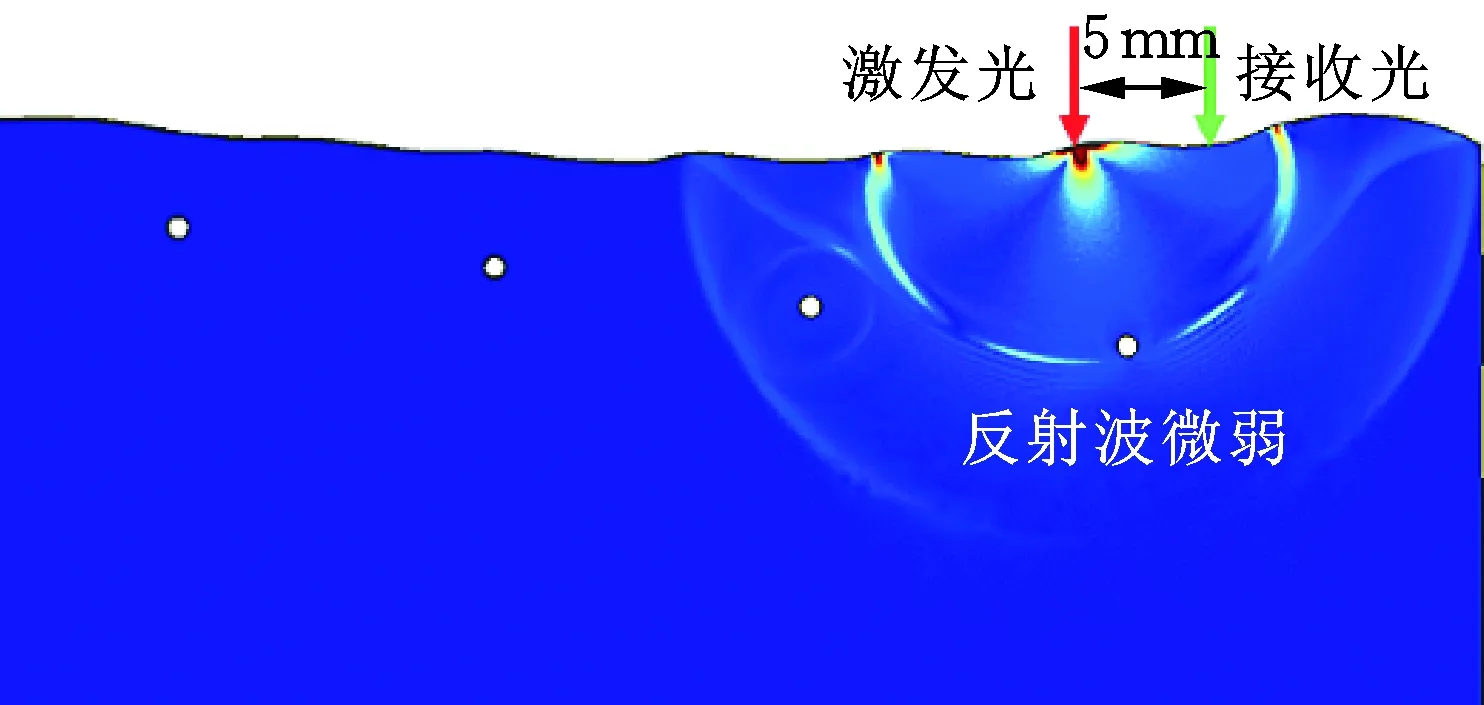
(d) 缺陷深度10 mm圖12 激光超聲在電弧增材試塊中超聲場仿真結果Fig.12 Ultrasonic simulation results of laser ultrasonic in arc additive test block
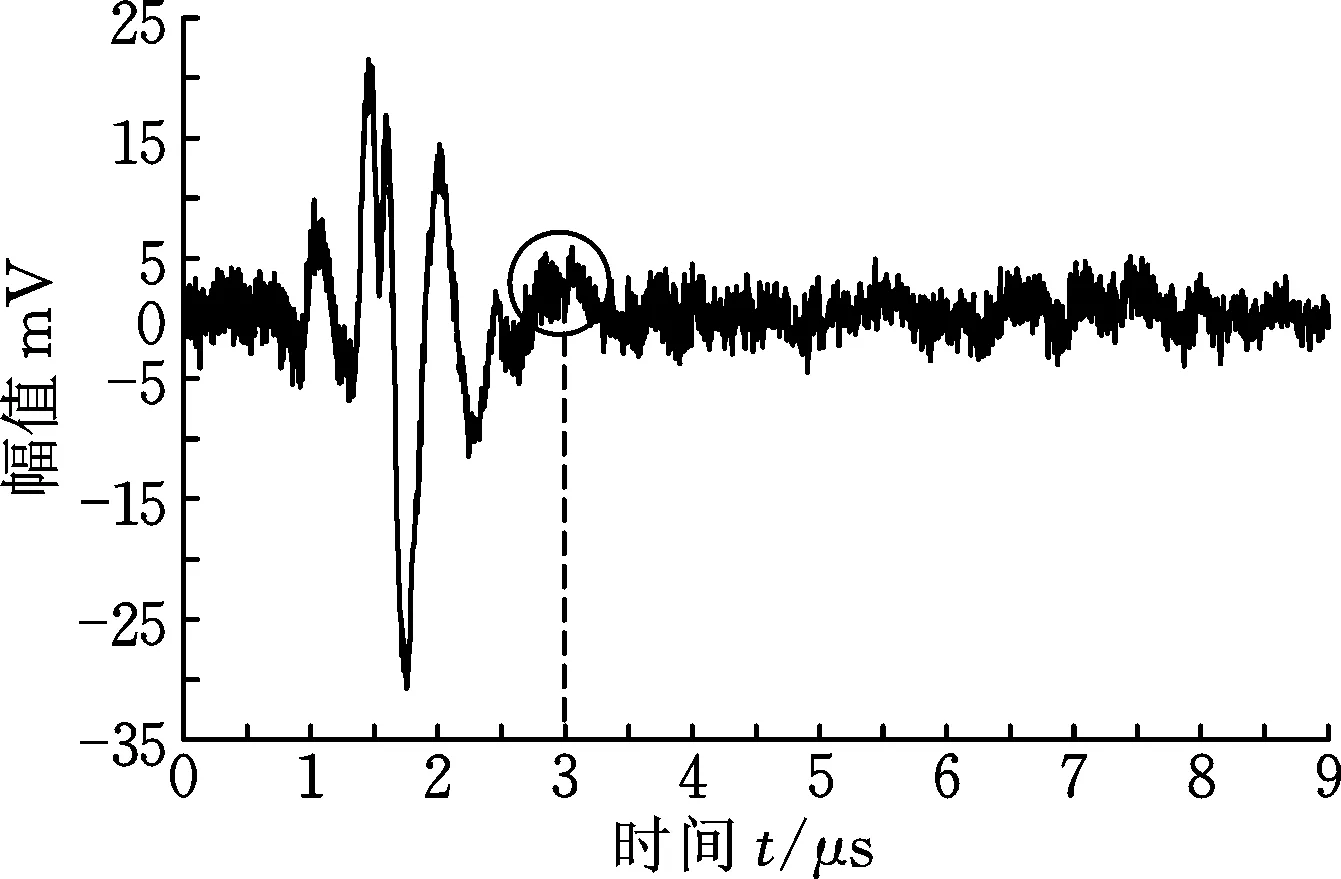
將仿真得到的探測點數據按缺陷深度變化繪制出A掃圖,見圖13。觀察得到,在缺陷深度為4 mm、6 mm、8 mm時,出現掠面縱波、表面波以及缺陷反射波,隨著深度增大,缺陷反射波幅值減小,在缺陷深度為10 mm時無法觀察到缺陷反射波,通過超聲在試塊內部傳播仿真圖也可以看出,深度為10 mm時,缺陷反射波很微弱,證明在缺陷深度10 mm位置時,已無法正常檢測增材試塊內部缺陷。讀取深度4 mm、6 mm、8 mm缺陷反射波到達的時間,分別大約在2.4 μs、2.9 μs、3.7 μs,根據圖11超聲傳播路徑計算缺陷反射波到達理論時間。
(1)缺陷深度為4 mm時,有
(14)
(2)缺陷深度為6 mm時,有
(15)
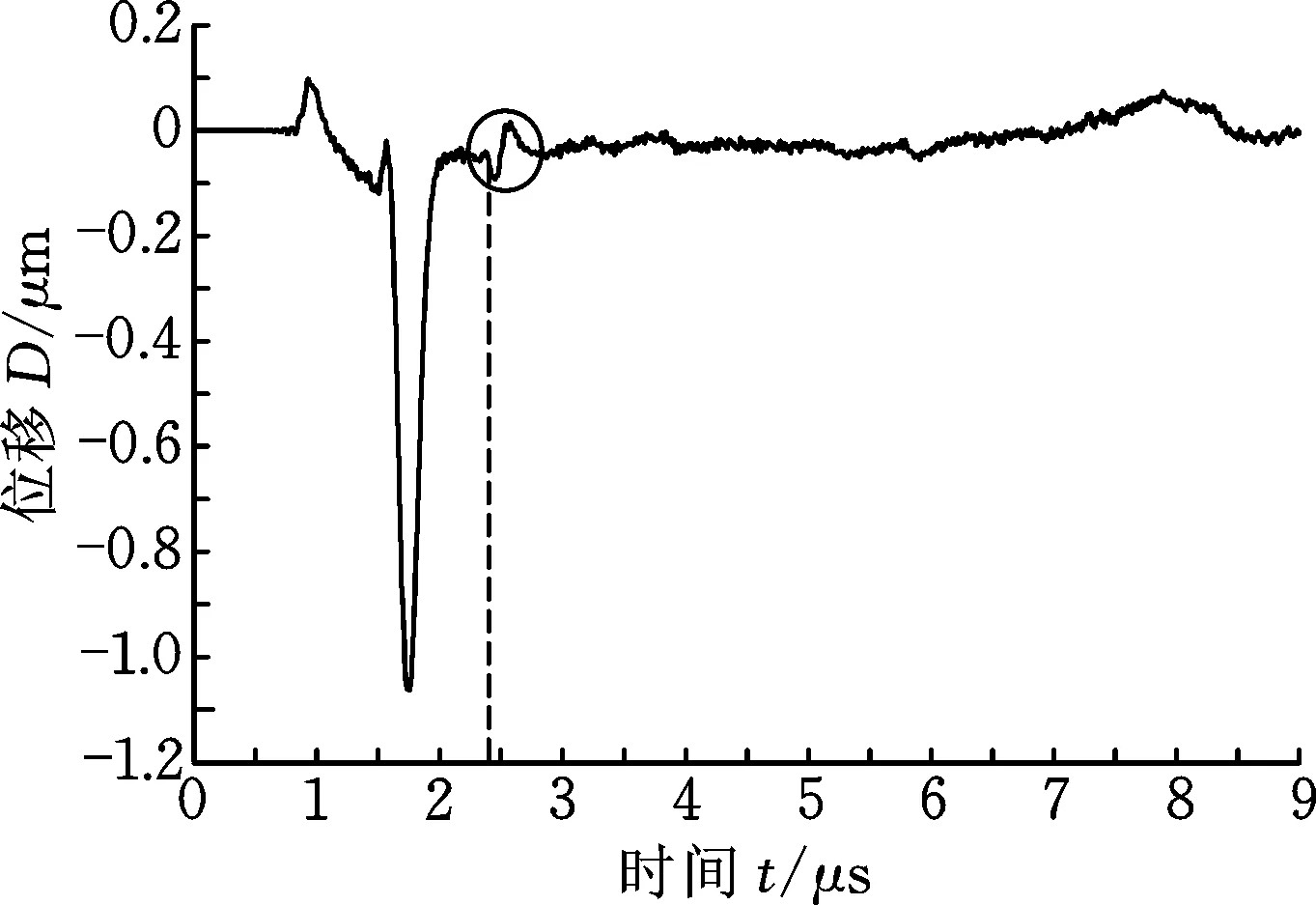
(a) 缺陷深度4 mm
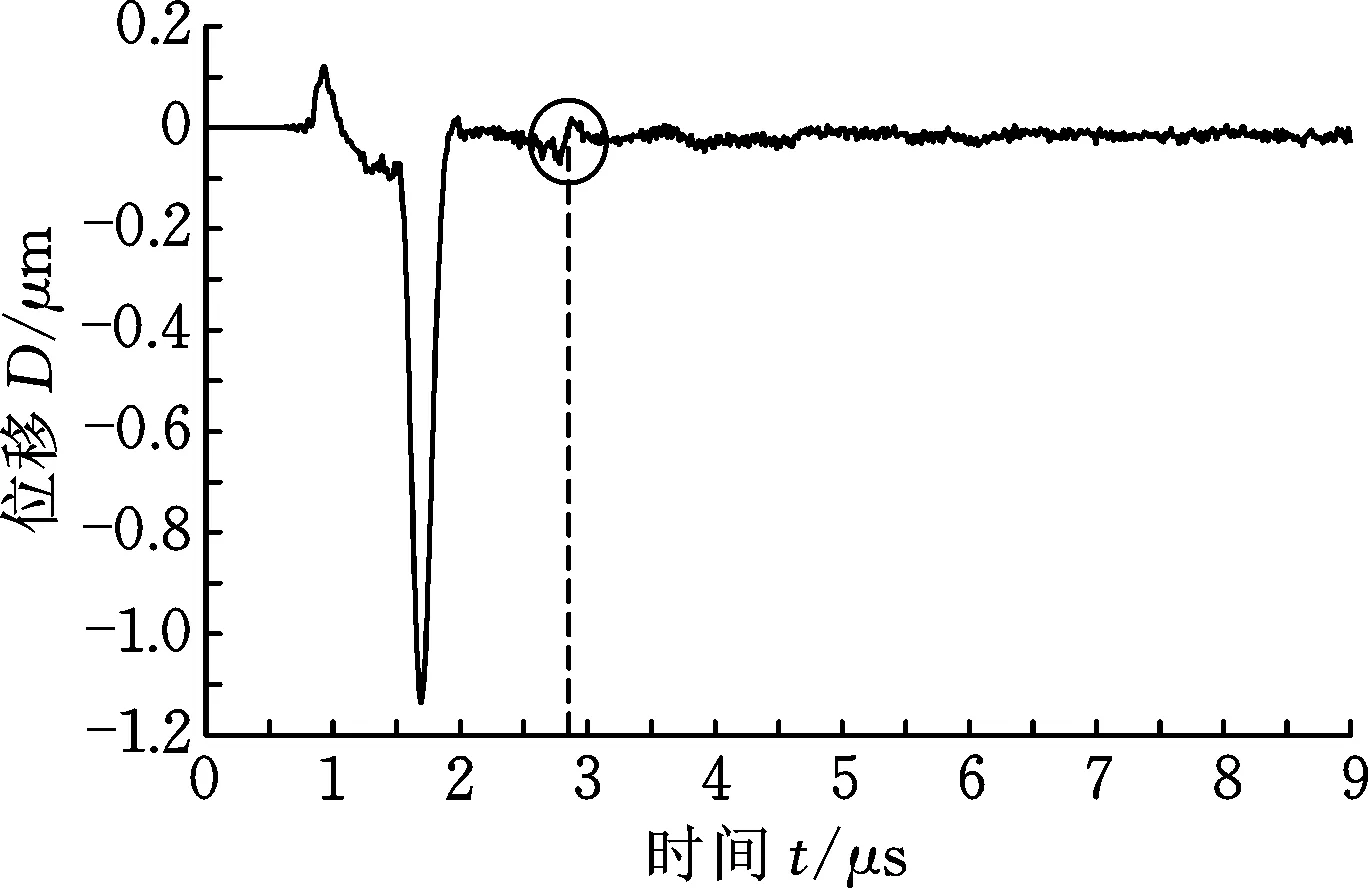
(b) 缺陷深度6 mm
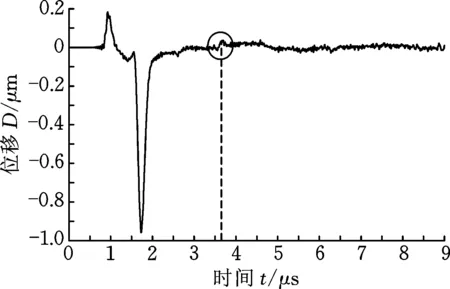
(c) 缺陷深度8 mm
(d) 缺陷深度10 mm圖13 激發源接收點對稱時A掃仿真結果Fig.13 Simulation results of A sweep when the excitation source receiving point is symmetric
(3)缺陷深度為8 mm時,有
(16)
缺陷深度為10 mm處仿真未出現缺陷反射波,故不計算其理論值。理論時間計算的波形為LS波與SL波,對比理論時間與仿真時間,兩者時間基本重合,仿真正確,證明在h1=h2時可實現增材試塊內部缺陷檢測且效果明顯。
2 電弧增材制件內部缺陷檢測實驗
2.1 缺陷檢測掃查方法
基于仿真結果開展電弧增材試塊激光超聲內部缺陷激光超聲掃查實驗,對比LS波與SL波在成像結果中的差異,探究不同深度缺陷對成像結果的影響。掃查方式分為激發源接收源相對移動與激發源接收源同步移動,實驗原理如圖14、圖15所示。
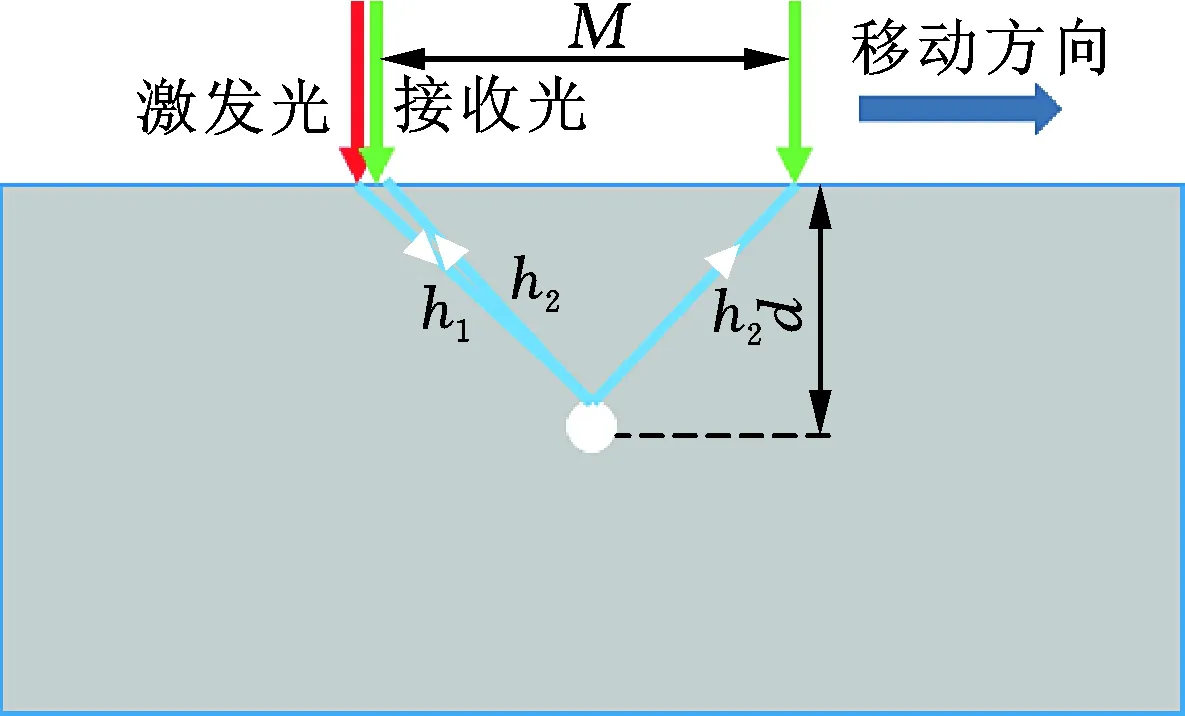
圖14 相對移動掃查原理圖Fig.14 Relative motion scanning schematic
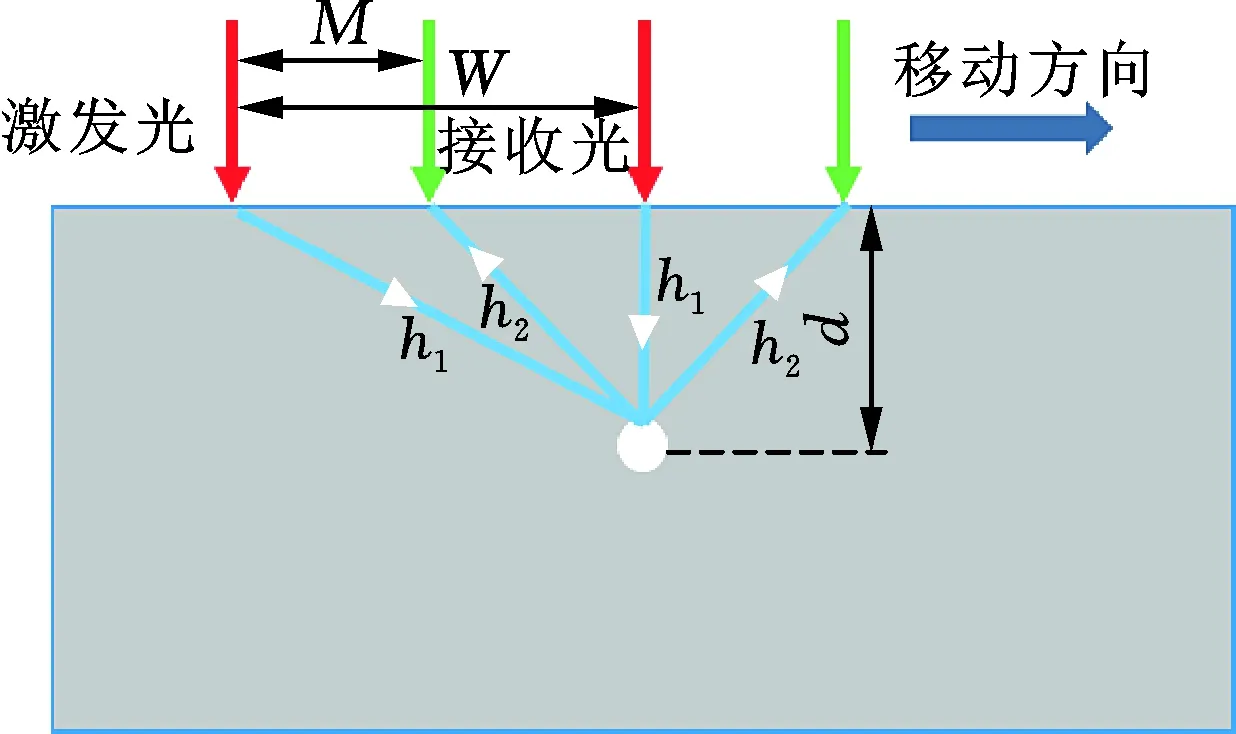
圖15 同步移動掃查原理圖Fig.15 Synchronous motion scanning schematic
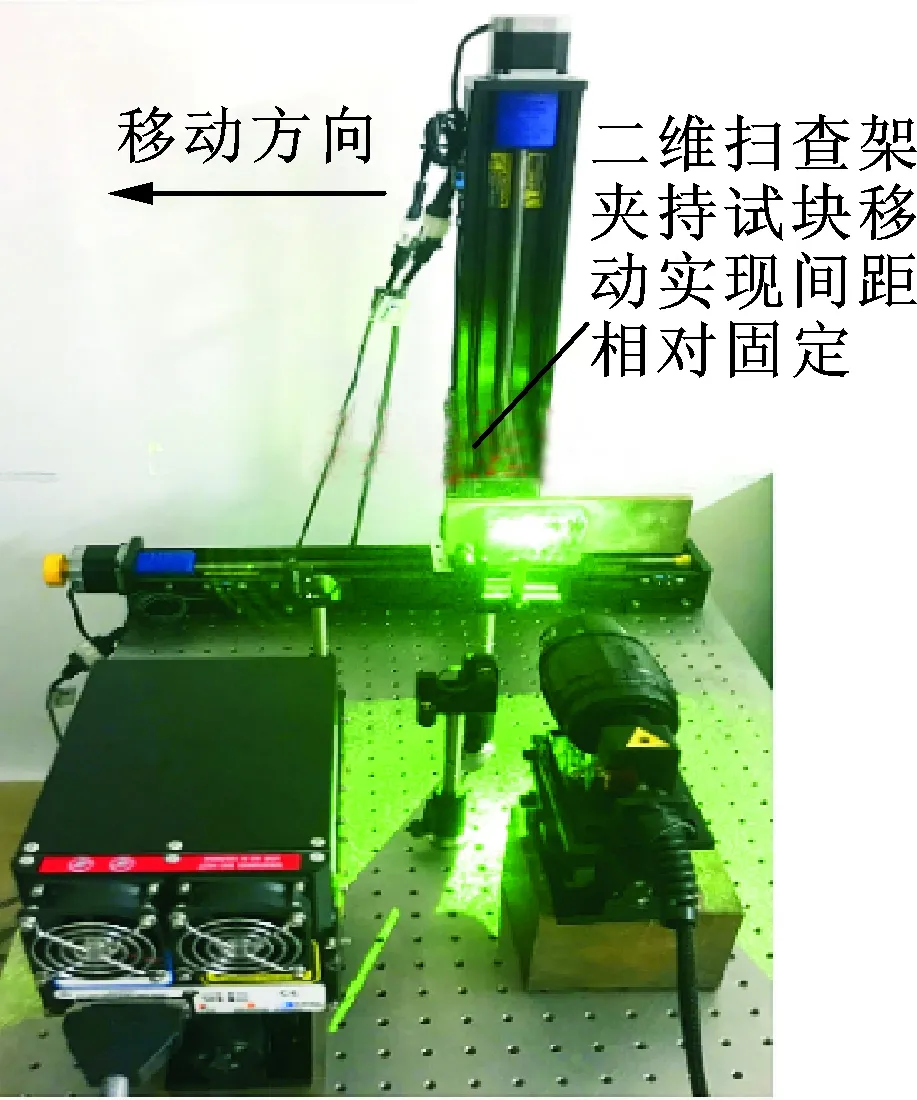
探究兩者在增材試塊內部缺陷的檢測中B掃成像效果,進行對比實驗,實驗參數如表3所示。在相對移動掃查方式中,固定激發源,接收源移動10 mm;在同步移動掃查方式中,固定激發源與接收源間距5 mm,同步移動10 mm。考慮缺陷深度淺、幅值大,為更好地看出兩種掃查方式區別,對深度4 mm的缺陷進行實驗,實驗過程見圖16,結果見圖17。

表3 掃查實驗參數
(a) 相對移動掃查
(b) 同步移動掃查
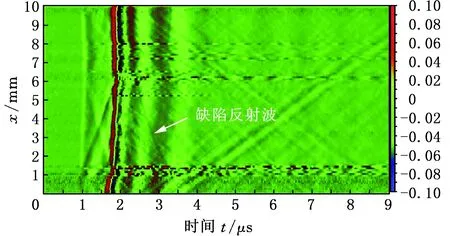
由圖17可以看出,采用相對移動掃查方式檢測時,B掃圖無法觀察到電弧增材試塊內部缺陷反射波,原因應是受增材試塊表面質量影響,干涉儀接收缺陷反射信號時存在波動,隨著兩者間距增大,內部缺陷反射波到達接收點距離增大,反射波幅值減小,導致無法正常成像;而采用同步移動掃查方式檢測時,雖然圖中波形比較混亂,但能觀察到缺陷反射波的成像。
(a) 激發源接收點相對移動
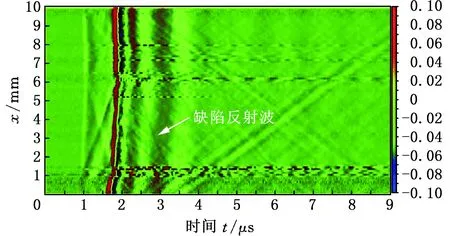
(b) 激發源接收點同步移動圖17 缺陷深度為4 mm時兩種方式B掃成像圖對比Fig.17 B scan images of defect depth of 4 mm were compared by two methods
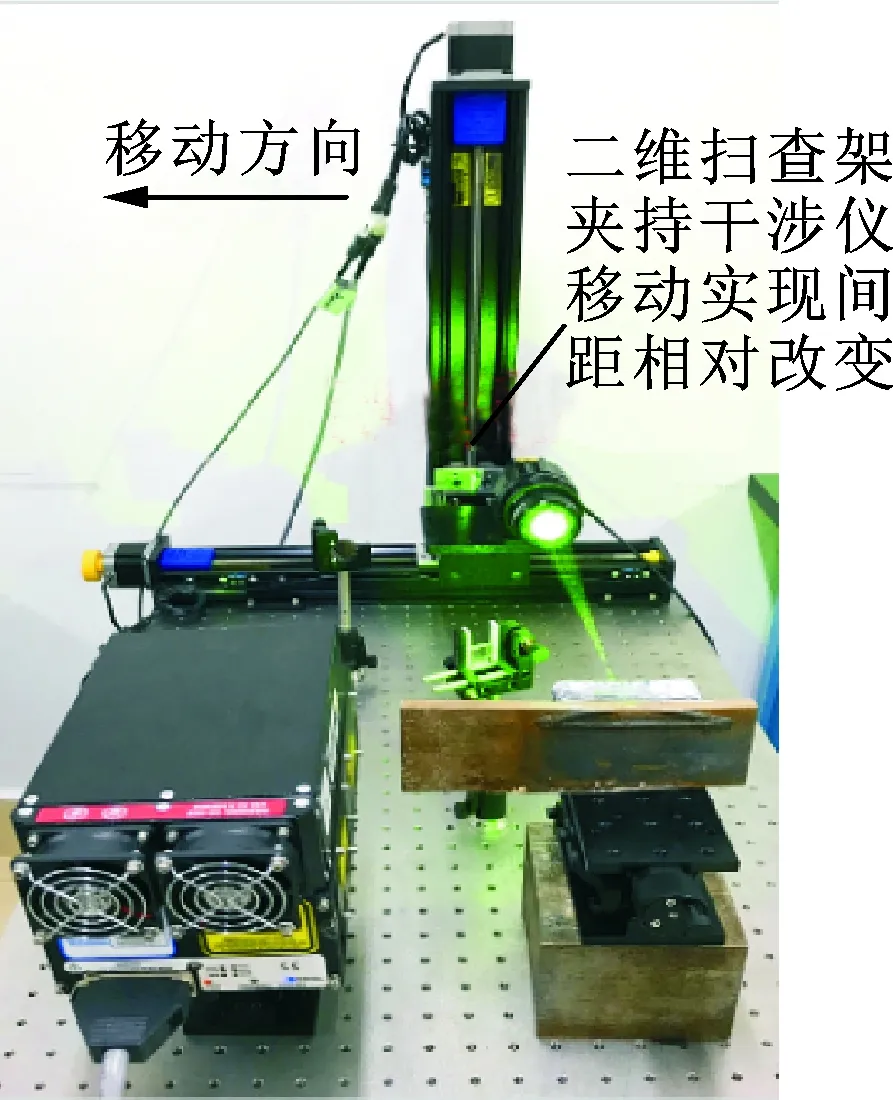
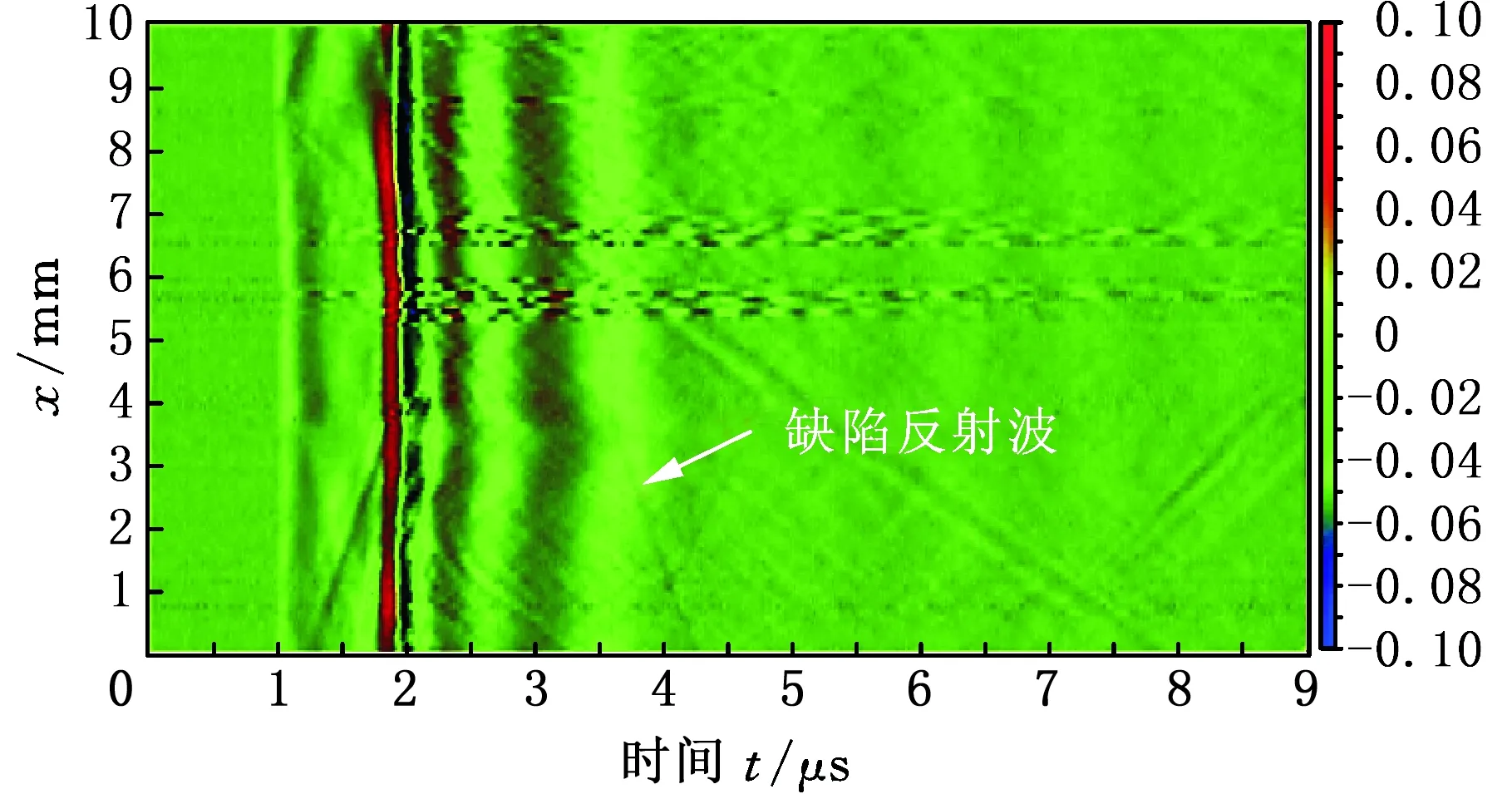
由此,確定采用同步移動掃查方式進行實驗,固定激發源接收源間距為5 mm,利用二維掃查架夾持增材試塊移動,移動步長為0.1 mm,對不同深度缺陷進行掃查,得到B掃描圖(圖18)。
從實驗結果看出,采用激發源接受源同步移動的掃查方式可實現增材試塊內部缺陷深度檢測。
2.2 檢測實驗結果分析
掃查實驗過程中,當移動到7.5 mm位置時,激發源與接收源位置對稱且處于缺陷正上方,在此位置進行重復掃查,觀察波形顯示情況較好時提取超聲數據,依次繪制出實驗結果A掃描圖(圖19)。
從圖19中看出,4組A掃數據在幅值最大值和信號表現方面存在一定差異。分析原因,增材試塊焊道搭接使表面凹凸不平,當激發源和接收源移動到該位置時引起信號上下振蕩,導致每一組A掃數據不完全相似。在缺陷深度為4 mm、6 mm、8 mm時分別出現掠面縱波、表面波、缺陷反射波,且缺陷反射波到達時間依次為2.5 μs、3.0 μs、3.7 μs左右,而缺陷深度10 mm無缺陷反射波。對比圖12仿真,A掃實驗結果與仿真結果、理論結果一致,證明實驗的正確性。
(a) 缺陷深度4 mm
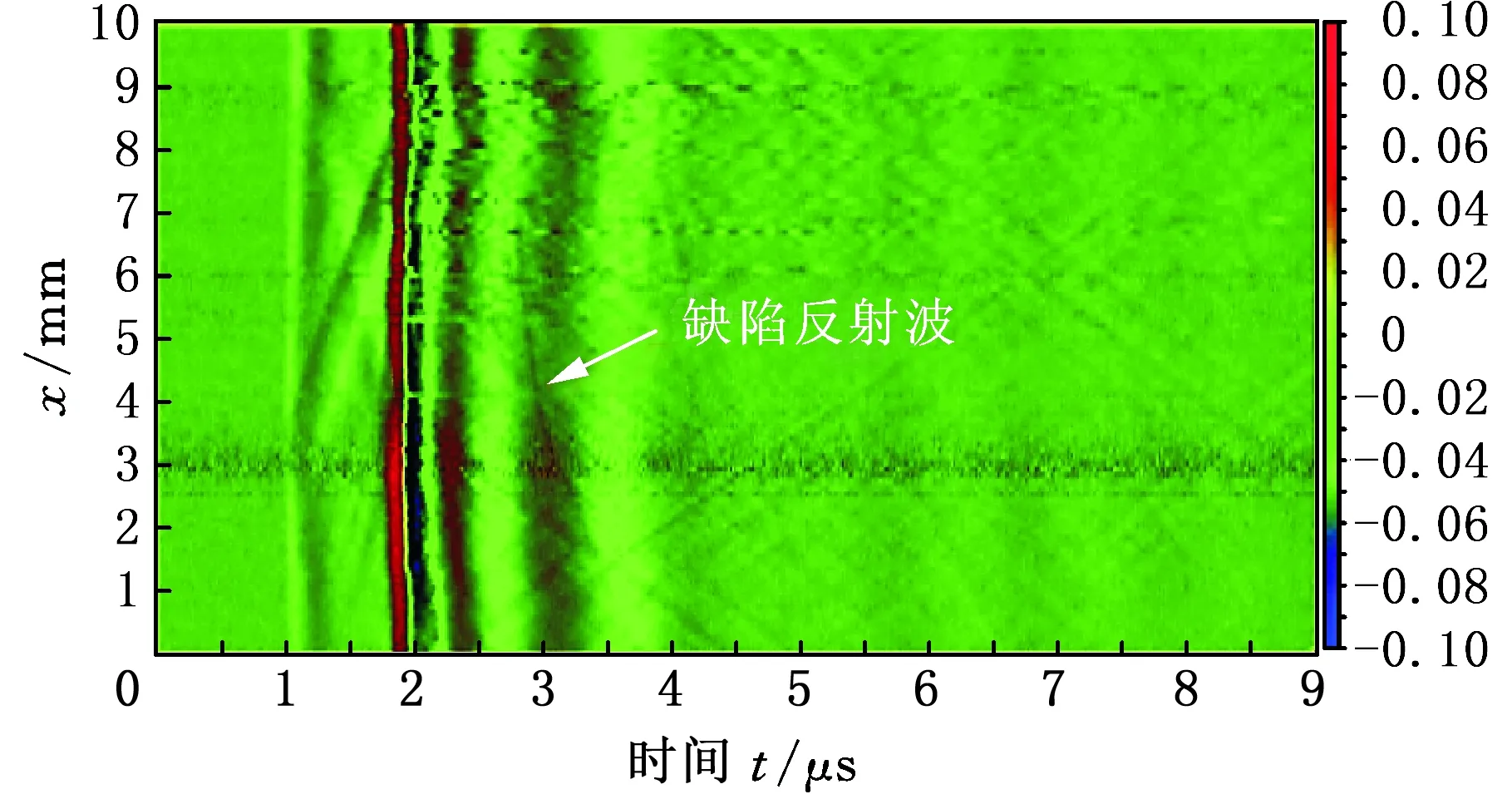
(b) 缺陷深度6 mm
(c) 缺陷深度8 mm
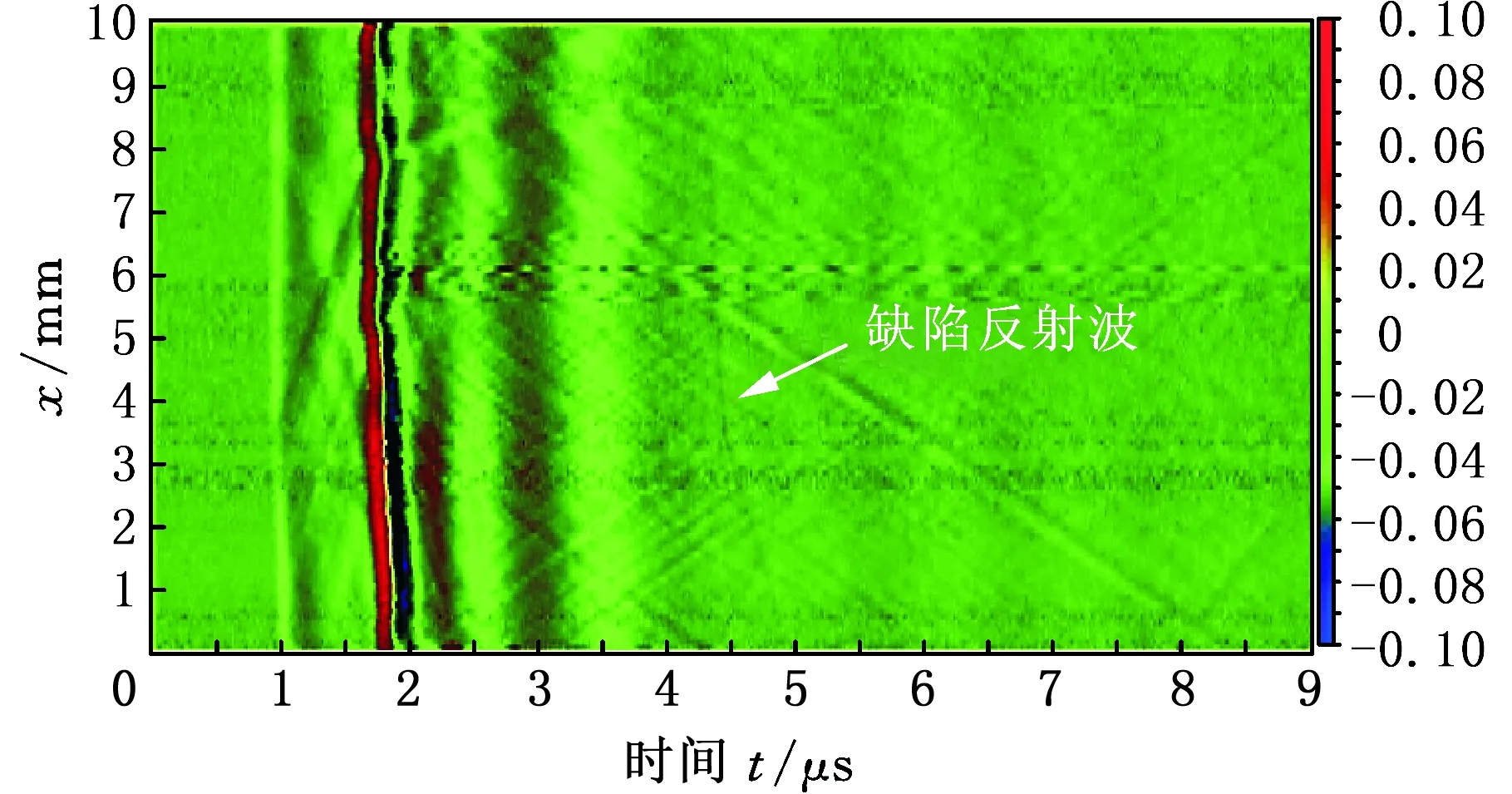
(d) 缺陷深度10 mm圖18 激發源接收點同步移動B掃實驗結果Fig.18 Experimental results of receiving point synchronous B scan of excitation source
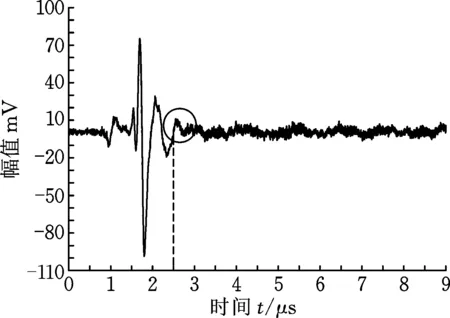
(a) 缺陷深度4 mm
(b) 缺陷深度6 mm
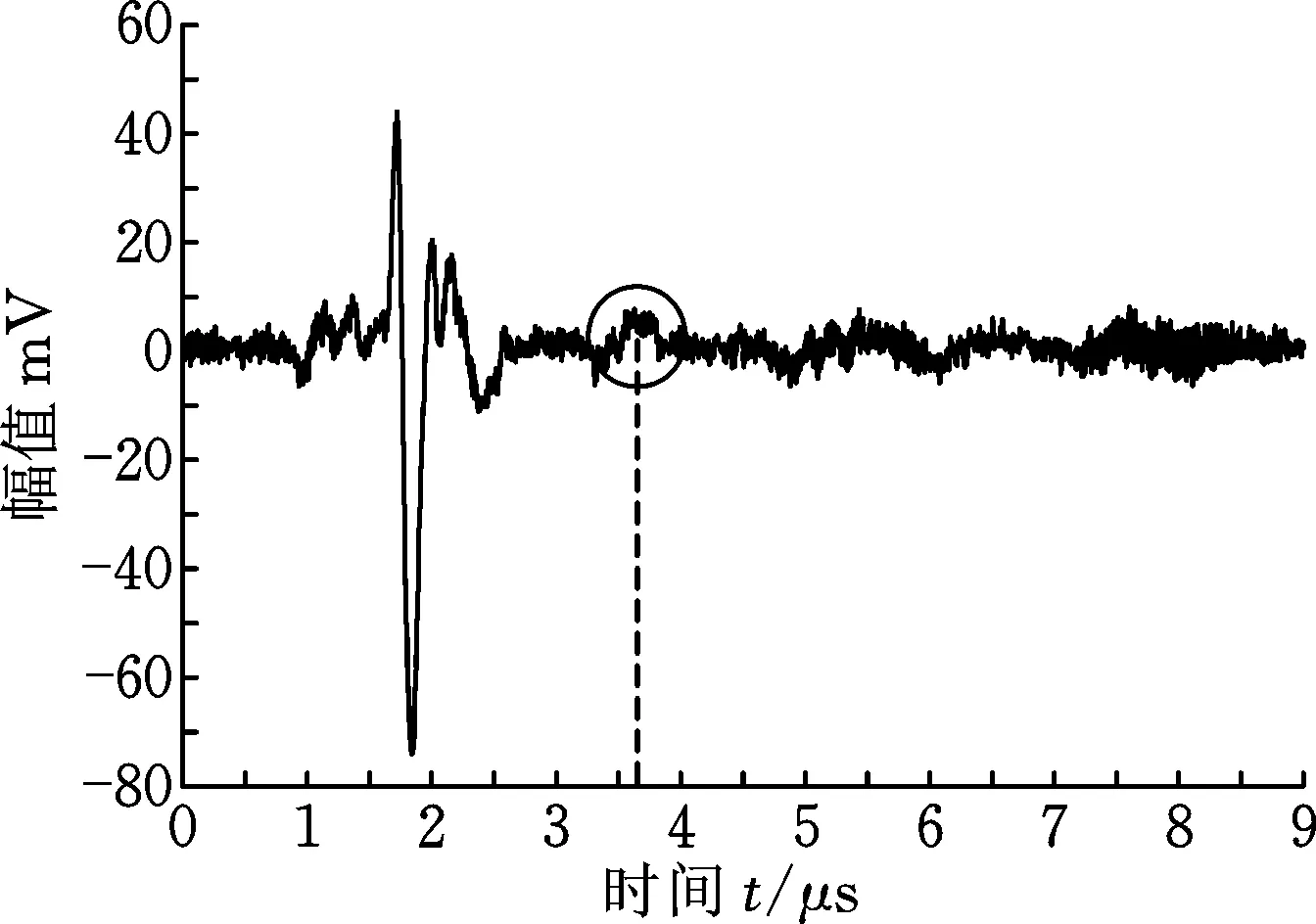
(c) 缺陷深度8 mm
(d) 缺陷深度10 mm圖19 激發源接收點對稱時A掃實驗結果Fig.19 Results of A scanning experiment when the receiving point of excitation is symmetric
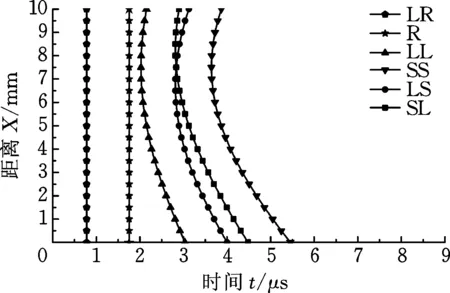
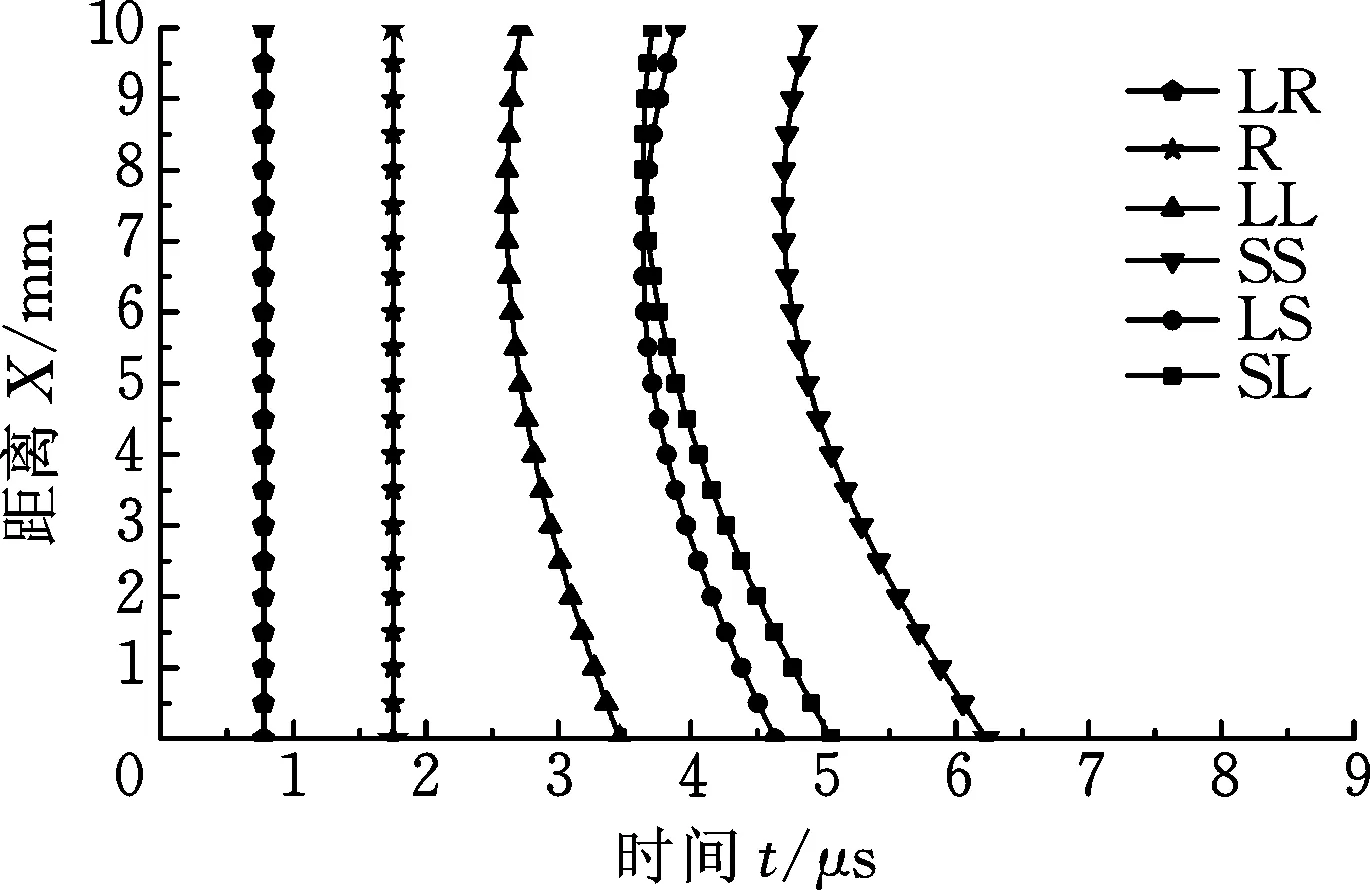
在A掃圖中判斷缺陷位置利用LS波與SL波,由于兩者到達時間相同,故無法分辨在B掃圖中的成像波具體為哪一種,通過理論計算,繪制理論B掃圖。激發源與接收源間距不變,掠面縱波LR與表面波R出現時間不變,即
(17)
設掃查架步進移動距離為X,缺陷深度為d,LL波、LS波、SL波、SS波出現的時間分別為
(18)
(19)
(20)
(21)
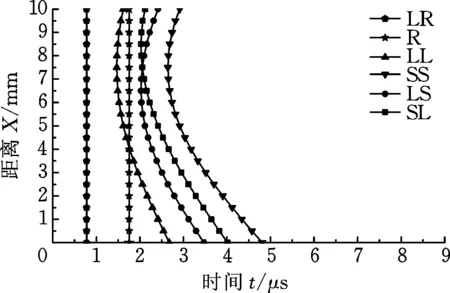
根據上述公式,繪制出不同缺陷深度的理論B掃圖,見圖20。
(a) 缺陷深度4 mm
(b) 缺陷深度6 mm
(c) 缺陷深度8 mm
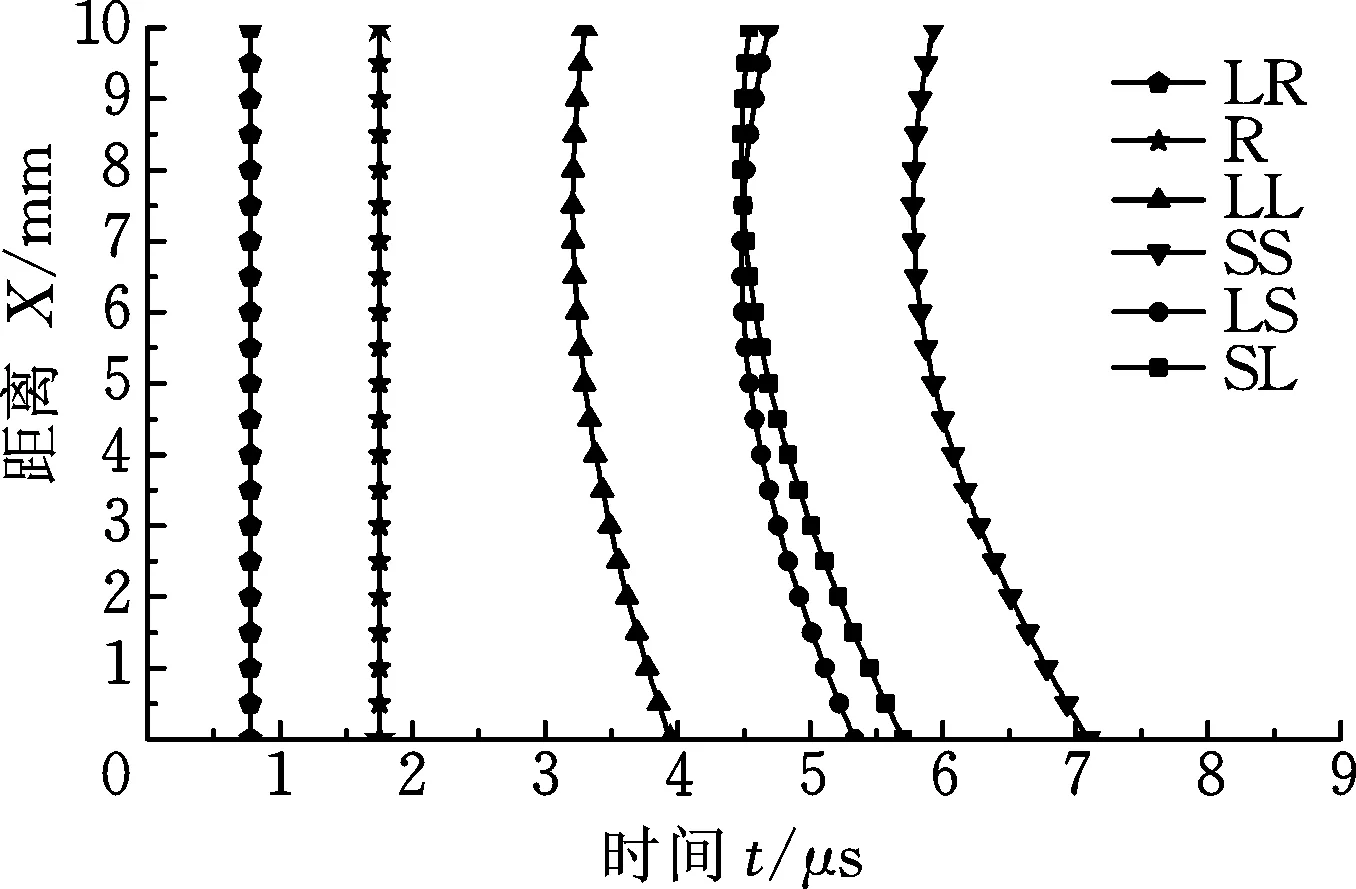
(d) 缺陷深度10 mm圖20 不同缺陷深度激發源接收點同步移動B掃理論結果Fig.20 The result of B scan theory of receiving point synchronous movement of excitation source with different defect depth
對比理論與實驗的B掃圖,在缺陷深度為4 mm、6 mm、8 mm的圖中,實驗檢測出的缺陷反射波與理論圖中LS波(縱波轉橫波)形狀一致,同時,理論圖中LS波與SL有交叉,證明在此時兩者時間相等,提取理論圖交叉點與實驗圖7.5 mm處所對應橫坐標時間,大約在2.4 μs、2.9 μs、3.7 μs處,與仿真相符,而在缺陷深度10 mm的圖中,實驗圖中缺陷反射波比較微弱,與理論圖中LS波相接近但存在差異,從仿真過程和幅值大小分析知道,在缺陷深度到達10 mm后,電弧增材制件內部缺陷的檢測已存在誤差。
A掃、B掃在實驗、仿真、理論的對比分析表明,采用缺陷直接反射法與激發源接收源同步移動掃查方法可以實現激光超聲對電弧增材制件內部缺陷檢測,且利用此種方法檢測時,采用LS波效果最好。
2.3 缺陷深度探測規律
分析仿真與實驗A掃發現:采用缺陷直接反射法,在激發源與接收源距離不變的情況下,隨著缺陷深度增大,缺陷反射波幅值減小,由于實驗中干涉儀接受信號存在波動,此現象在仿真中比較明顯;同時,隨著缺陷深度增大,缺陷反射波到達時間也后移,在仿真與實驗中此現象都比較明顯,通過到達時間可以實現內部缺陷的定位。
分析理論與實驗B掃發現:采用激發源接收源同步移動掃查法,隨著缺陷深度增大,沿材料表面傳遞的波時間不變,沿材料內部傳遞的波時間后移,在理論與實驗中此現象都比較明顯;同時,在實驗中,隨著缺陷深度增大,缺陷反射波成像清晰度降低。
在本次檢測中,人造孔缺陷直徑為1 mm,在缺陷深度到達10 mm時,缺陷反射波在A掃中幅值微弱,在B掃中圖像模糊,且與理論值存在誤差,可以判斷,運用激光超聲進行增材制件內部缺陷檢測時,檢測深度保持在10 mm以內比較準確,若內部缺陷更小,則檢測深度需相應降低。
3 結論
通過仿真模擬,采用內部缺陷反射法得到入射波與反射波路徑相等時的A掃圖,反射波波形明顯,結果表明缺陷深度增大,反射波幅值減小、到達時間增長。
通過實驗驗證,采用激發源接收源同步移動掃查方式得到含缺陷反射波B掃圖,結果表明缺陷深度增大,成像效果降低、到達時間增長,同時對比理論B掃圖,判斷采用LS波檢測結果更準確。
結合理論、仿真與實驗,對于本文直徑1 mm孔徑增材試塊內部缺陷,檢測深度最大為10 mm,若缺陷尺寸減小,檢測深度需隨之減小。檢測結果為目前增材制造在線檢測奠定基礎,在工業無損檢測有較大工程應用價值。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
