板材拉深成形電控永磁壓邊方法研究
2021-01-18 07:47:22張紅升秦泗吉曹麗琴
中國機械工程 2021年1期
張紅升 秦泗吉 程 嘯 曹麗琴
1.燕山大學先進鍛壓成形技術與科學教育部重點實驗室,秦皇島,066004 2.燕山大學環境與化學工程學院,秦皇島,066004
0 引言
壓邊方法和壓邊力的施加方式是控制拉深成形質量的主要手段,也是人們研究的熱點和難點[1-3]。傳統壓邊方法根據所使用傳力介質的不同可分為剛性壓邊和彈性壓邊。剛性壓邊通過控制壓力機的壓邊滑塊位置來限定壓邊力,但由于其無法實現壓邊力的精確控制,且一般只能用于倒裝結構,故在實際生產中的應用越來越少。彈性壓邊采用橡膠和彈簧等作為力和運動的傳遞介質,通過存儲的彈性勢能來施加壓邊力,但彈性體的壓縮量隨著拉深高度的增大逐漸增大,導致彈性壓邊方法施加的壓邊力一般只能隨拉深行程單調遞增,很難滿足拉深成形的要求[4-5]。
GUNNARSSON等[6]將氣體彈簧與拉伸模具結合并改造了傳統的壓力機,借助氣壓系統實現了壓邊力的獨立加載,可以較好地對壓邊力進行預測和控制。SIEGERT等[7]提出了一種利用計算機數值控制的液壓系統施加壓邊力的方法,通過安裝在壓力機上的液壓墊裝置來控制壓邊圈所施加的壓力,實現了對板坯平面內材料流動的控制。HASSAN等[8-9]將液壓系統與分塊壓邊方法相結合,通過液壓驅動的雙層可活動壓邊圈控制壓邊力的大小及作用位置,提高了板坯的成形極限。余海燕等[10]開發了多點調壓壓邊力控制系統,能夠提供隨拉深行程和法蘭位置變化的壓邊力。曹春平等[11]針對液壓壓邊力控制系統動態響應和穩態性較差等特點,建立了基于PID模糊控制的壓邊力控制系統,一定程度上改善了液壓控制的動態性能。
借助氣壓或液壓系統的壓邊方法雖然可實現變壓邊力控制,但由于受系統遲滯特性的影響,壓邊力控制的實時性不強,且需要配備復雜的動力、傳動及控制系統。為了克服這些缺點,SEO[12]提出了電磁壓邊方法,HUANG等[13]對其進行了深入研究。借助電磁力可以更容易地實現壓邊力的實時控制,操作也更方便,但電磁壓邊方法的主要缺點是:線圈持續通電,存在能耗大和過熱等問題,線圈導線截面尺寸較大,也給模具設計帶來一定的困難。
為了解決上述問題,本課題組在前期研究工作[14-15]的基礎上,提出了電控永磁(electro-permanent magnet,EMP)壓邊方法[16]。電控永磁技術具有節能、結構簡單等優點,已廣泛應用于機床行業中工件的夾緊和固定[17],還逐步用于記憶電機[18]以及船舶的系泊系統[19]等。電控永磁壓邊方法是根據電控永磁技術的特點,針對拉深工藝中壓邊力的加載和壓邊過程的做功需求而提出的。電控永磁磁墊集壓邊力加載的動力、傳動和執行部件于一體,具有傳動鏈短、結構簡單和控制過程迅速等優點。壓邊力由多種永磁體構成的復合磁場提供。拉深過程中,只在加載和卸載壓邊力的瞬間通入瞬時脈沖電流,而在壓邊力作用的過程中不再需要通電。與傳統采用彈簧、橡膠作為彈性元件的彈性壓邊,氣壓或液壓壓邊以及電磁壓邊方法相比,電控永磁壓邊方法因在施加壓邊力的過程中不需要外部能源來維持能量供應,因此該方法具有能耗低、環保等優點。由于壓邊力是由永磁體而非電磁體提供的,且只需瞬時電流即可改變壓邊力的狀態,因此具有發熱量小、易于控制以及工作安全可靠等優點,沒有斷電失磁的風險。將電控永磁技術應用于壓邊力施加,可能存在的制約條件就是所設計的磁路中,永磁場提供的磁吸力大小能否滿足壓邊要求,以及能否順利實現不同等級磁場和壓邊力的控制。這將是電控永磁壓邊方法能否實現的決定性因素。
1 電控永磁壓邊方法及模具設計
1.1 壓邊方法
傳統壓邊力施加方式如圖1a所示。其中,壓邊力FB是由壓邊力施加裝置3(彈簧、橡膠、液壓或氣壓元件)經壓料板4施加在成形板坯上的,F′B是由凹模產生的反作用力,FB與F′B大小相等方向相反。采用這種壓邊力施加方式,成形過程中由壓力機滑塊1提供的力F既要用于克服成形力FF,又要用于平衡壓邊反力F′B。以上模部分為對象進行受力分析,容易得到F=FF+F′B,即F=FF+FB。在這種情況下,壓邊力本質上還是由壓力機提供的,這在很大程度上增加了壓力機的負荷要求。由于在成形過程中,壓料板與被壓板坯在壓邊力作用方向上的相對位移很小(最大相對位移等于板坯厚度變化量),即在壓邊過程中,壓邊力用于克服板坯起皺所需要的功很小,而在傳統壓邊方法中,雖然施加壓邊力的過程會有很大的能量消耗,但大部分都轉化成為了彈性元件的彈性勢能或流體的動能,因此,從能量消耗角度而言,傳統壓邊方法施加壓邊力的方式是不合理的。
基于電控永磁技術的壓邊方法可將壓邊力加載的動力、傳動和執行部件都集于一體,構成一個集成壓料板——“磁墊”,在成形過程中可方便地實現跟隨運動。該方法可以實現壓邊力的獨立加載,在拉深成形過程中可以根據需要,獨立對板坯施加壓邊力和做功,而不受壓力機滑塊運動速度、位置以及加載情況的影響,也不會對壓力機滑塊產生直接的作用力。如圖1b所示,將磁力吸盤3′和壓料板4集成為一體(稱為磁墊),由于磁墊下表面和凹模5上表面距離很小,因此在二者之間會產生一定大小的磁吸力,使成形板坯被夾持在凹模和壓料板之間。壓邊力的大小與磁吸力相等,當磁吸力足夠大時,在拉深過程中可以抑制板坯起皺。采用這種壓邊力加載方式,由于壓邊力是獨立施加的,因此壓力機滑塊1上的載荷只需用于平衡成形力,即F=FF。顯然,這種壓邊方法不僅簡化了壓邊力的施加過程,還可顯著降低對壓力機的噸位和裝機功率的要求。此外,以永磁體產生的磁場施加壓邊力,由于不需要外加電流,因此除短時的充退磁消耗的電能以外,在壓邊力施加過程中,并無額外的能量消耗。
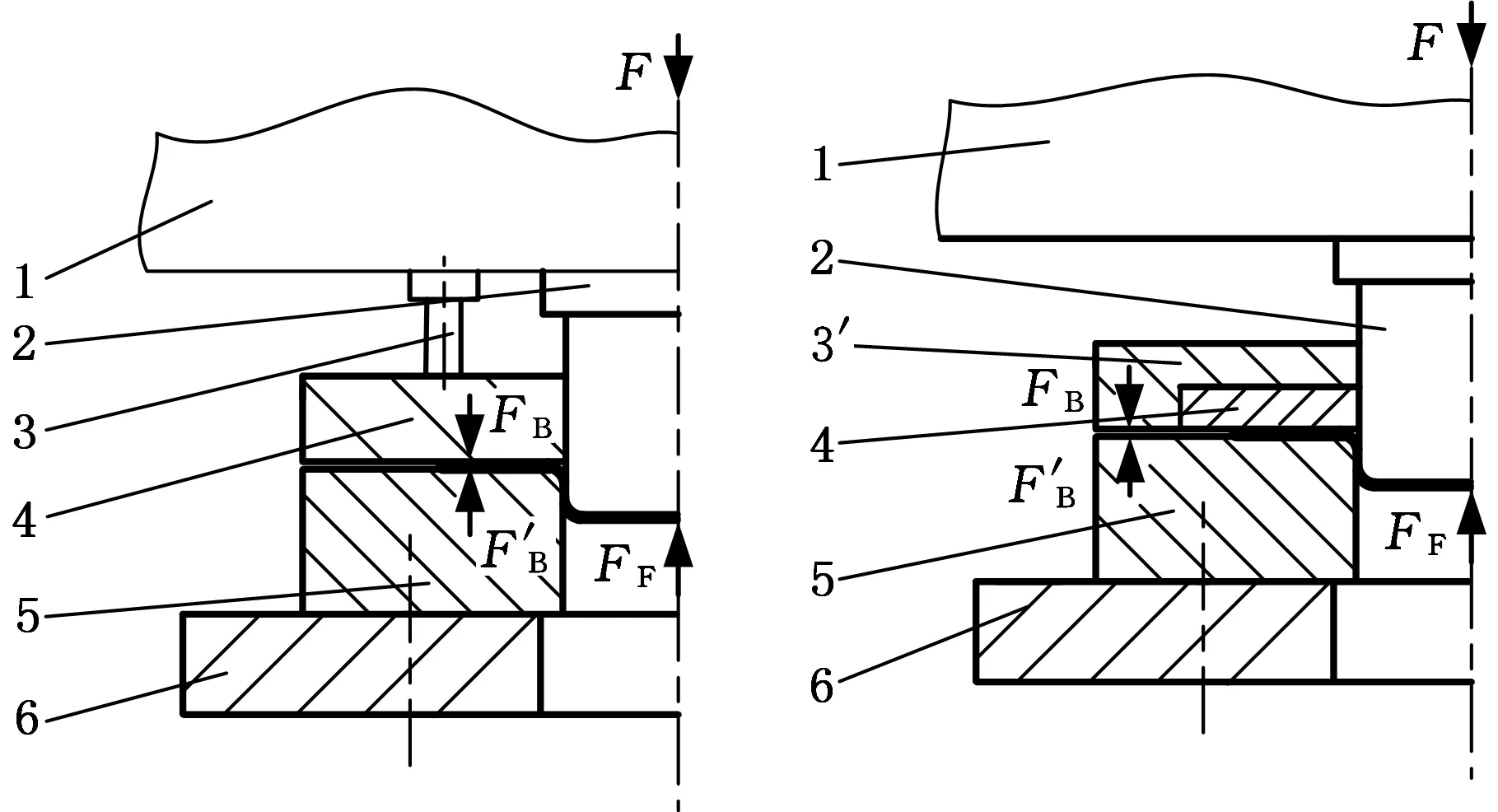
(a)傳統壓邊 (b)磁力壓邊 1.壓力機滑塊 2.凸模 3.壓邊力施加裝置 3′.磁力吸盤 4.壓料板 5.凹模 6.底座圖1 傳統壓邊方法和磁力壓邊方法示意圖Fig.1 Diagram of EPM and conventional blank holder
1.2 模具設計
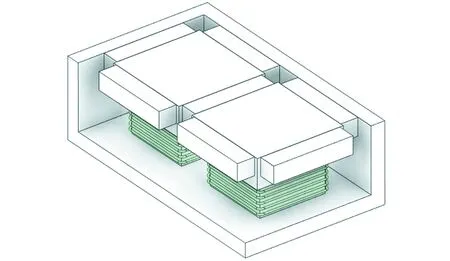
圖2為初步設計的電控永磁壓邊拉伸模具結構簡圖。磁墊位于上模部分,主要由磁極單元6和壓料板5組成。磁極單元作為磁場發生元件置于磁墊內部,壓料板由螺釘固定在磁墊的中部凹槽內。卸料螺釘4只起到懸吊磁墊的作用,其外面的彈簧起緩沖作用,彈簧壓縮后所產生的反力對壓邊力的貢獻很小。由于磁極單元布置在壓料板外部區域,因此,磁場所產生的磁吸力不會直接影響到板坯的成形。被吸板8和下模板11之間通過剛性較大的墊塊10固定連接,以此增加下模部分的整體剛度。
壓力機滑塊帶動上模板1和凸模2向下運動過程中,磁墊在重力和彈簧的作用下保持與上模板同步下行。當壓料板與板坯接觸時,向磁極單元通入短時的脈沖電流進行充磁,使其進入充磁狀態,此時磁墊和被吸板間氣隙的磁感應強度最大。同時由于磁吸力的作用,板坯被壓料板緊緊地壓在凹模面上。隨著凸模繼續下行,完成對板坯的拉深成形。成形結束后,壓力機滑塊帶動凸模上行至一定位置,此時磁墊仍留在凹模一側,當成形制件逐漸從凸模上脫離后,向磁極單元通入反向脈沖電流,使其進入退磁狀態,此時磁墊和凹模間氣隙的磁感應強度最小,磁墊和被吸板之間的磁吸力接近于0。凸模繼續上行,在卸料螺釘的作用下磁墊離開下模上行至初始位置,同時下頂出裝置(圖中未給出)將制件頂出凹模,整個拉深工藝過程結束。壓邊力的大小可以通過改變脈沖電流強度進行調節,也可通過更換凹模、壓料板或增加墊片來改變磁墊和被吸板之間的氣隙距離等進行調整。
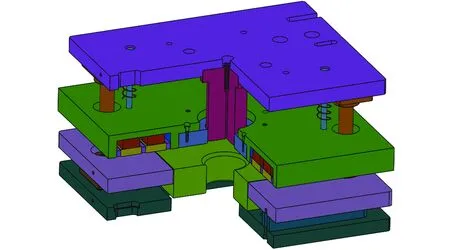
(a)三維視圖

(b)截面剖視圖圖2 電控永磁壓邊拉深模具結構簡圖Fig.2 Structural diagram of EPM drawing die
2 磁場有限元模擬
2.1 磁極單元充退磁原理
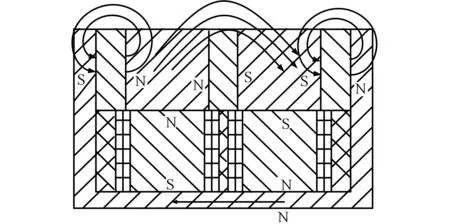
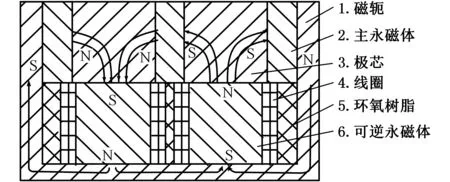
圖3為基于電控永磁技術設計的一對磁極單元結構及其在充磁(加載)和退磁(卸載)時的磁力線分布示意圖。在磁極單元下部,線圈繞組4纏繞在可逆永磁體6上,用于控制可逆永磁體的極性和磁感應強度。可逆永磁體采用具有高剩磁和低矯頑力特性的鋁鎳鈷永磁材料。工業純鐵制作的極芯3位于可逆永磁體的上部,起導磁作用,具有高導磁率、高飽和磁通密度的特性。極芯的四周布置高剩磁和高矯頑力的主永磁體2,材料為強磁性的釹鐵硼。通過在磁極單元內的空隙中澆注環氧樹脂5以固定各個零件,并提高磁極單元的整體剛度。
(a)加載(充磁)
(b)卸載(退磁)
(c)3D視圖圖3 磁極單元結構及充退磁磁力線分布示意圖Fig.3 Diagram of magnetic pole units in magnetization and demagnetization states
磁極單元的結構形式和參數對充退磁狀態下的磁感應強度和磁吸力都有重要影響,是設計磁路和確定磁墊結構參數的重要依據。
由于主永磁體的磁極方向是恒定的,因此充磁時可以向線圈中通入脈沖電流將可逆永磁體的極性調整為與相鄰的主永磁體的極性相同,如圖3a所示。此時絕大部分從N極透出的磁力線為了尋求最近的S極回歸,會穿過磁極單元表面,對外部鐵基材料表現出一定的磁吸力。磁極單元的退磁狀態如圖3b所示,此時可逆永磁體與相鄰主永磁體的極性相反,大部分磁力線只在磁極單元內部穿行,對外表現為很小的磁吸力。圖3c 為磁極單元的3D視圖,為便于清晰表達內部結構,隱藏了磁軛的前兩個面。
2.2 磁力壓邊裝置充退磁有限元模擬
根據拉深模具結構要求和磁極單元作用原理設計的磁墊如圖4所示,共計46個磁極單元布置在方形壓料板的周圍。通過調節通入線圈的脈沖電流強度,可以得到不同的磁感應強度。實際工作中,將磁場分為1~16個級別,可根據需要選擇磁場等級,等級越高磁吸力越大。
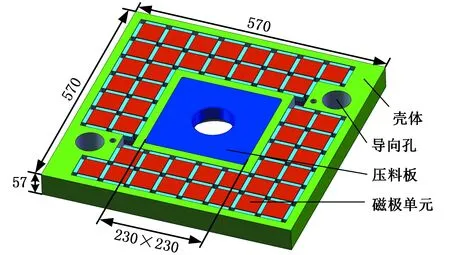
圖4 磁墊示意圖Fig.4 Schematic diagram of magnetic cushion
為了驗證所設計磁墊的充退磁效果,采用ANSYS軟件分別進行磁墊和被吸板在充磁狀態和退磁狀態下的磁場有限元模擬。有限元模型包括磁墊和被吸板等,二者之間的氣隙設置為0,材料屬性見表1。

表1 磁場分析的材料屬性
圖5a和圖5b分別為充磁和退磁狀態下磁墊與被吸板交界面處的磁感應強度分布云圖。可以看出,在充磁狀態下,磁力線主要集中于磁極單元對應的區域內,此時,被吸板和磁墊的磁吸力達到最大值。從結果文件中可以提取磁墊和被吸板之間的磁吸力,最高可達153 kN。如圖5b所示,退磁狀態下,磁力線大都位于磁墊內部的磁極單元之間,被吸板上的磁感應強度幾乎為0,總磁吸力也接近于0,即實現了退磁。從上述模擬結果可以看出,所設計的磁墊可以實現充磁和退磁的功能。
3 耦合場有限元分析
3.1 磁吸力作用下的壓邊裝置結構有限元分析
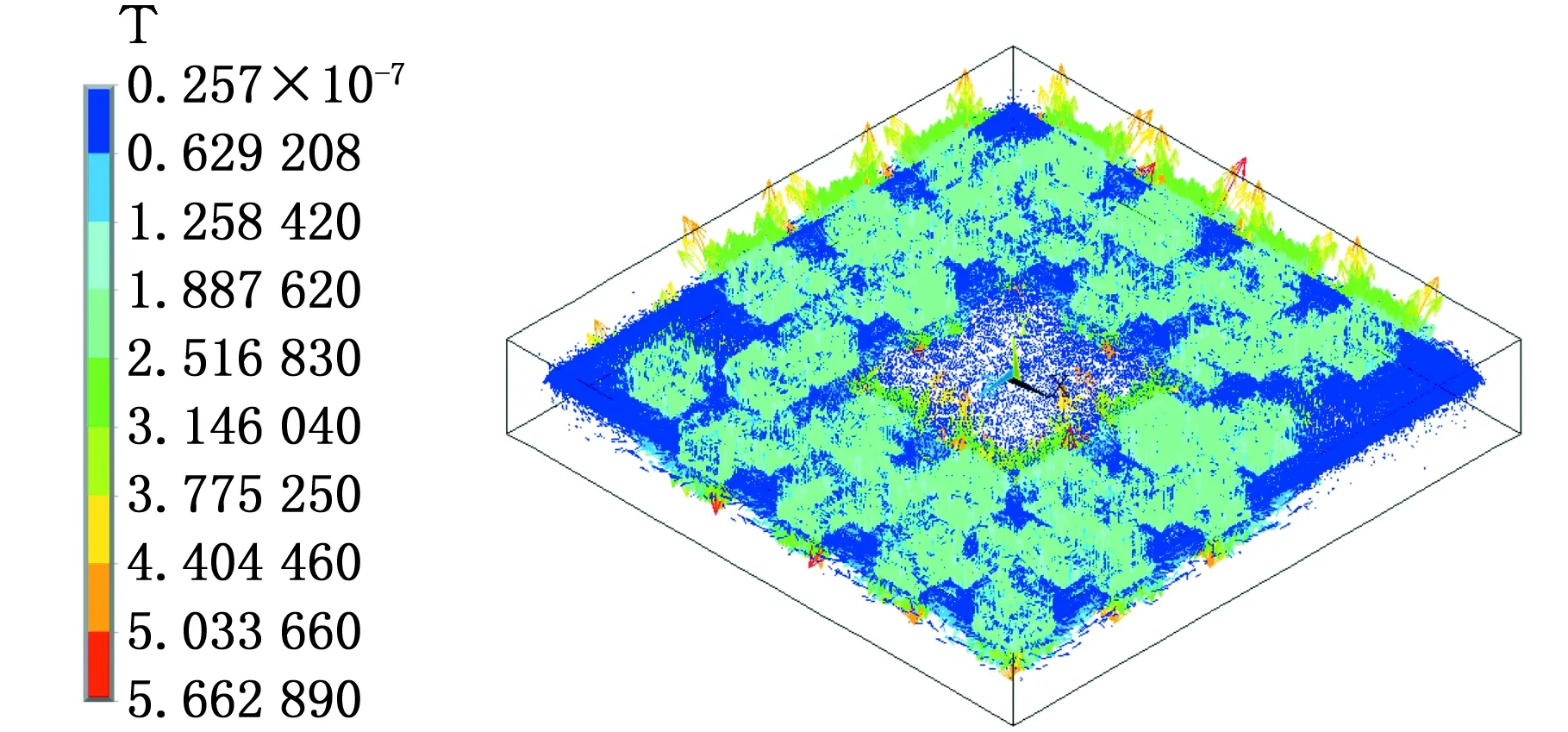
(a)充磁狀態
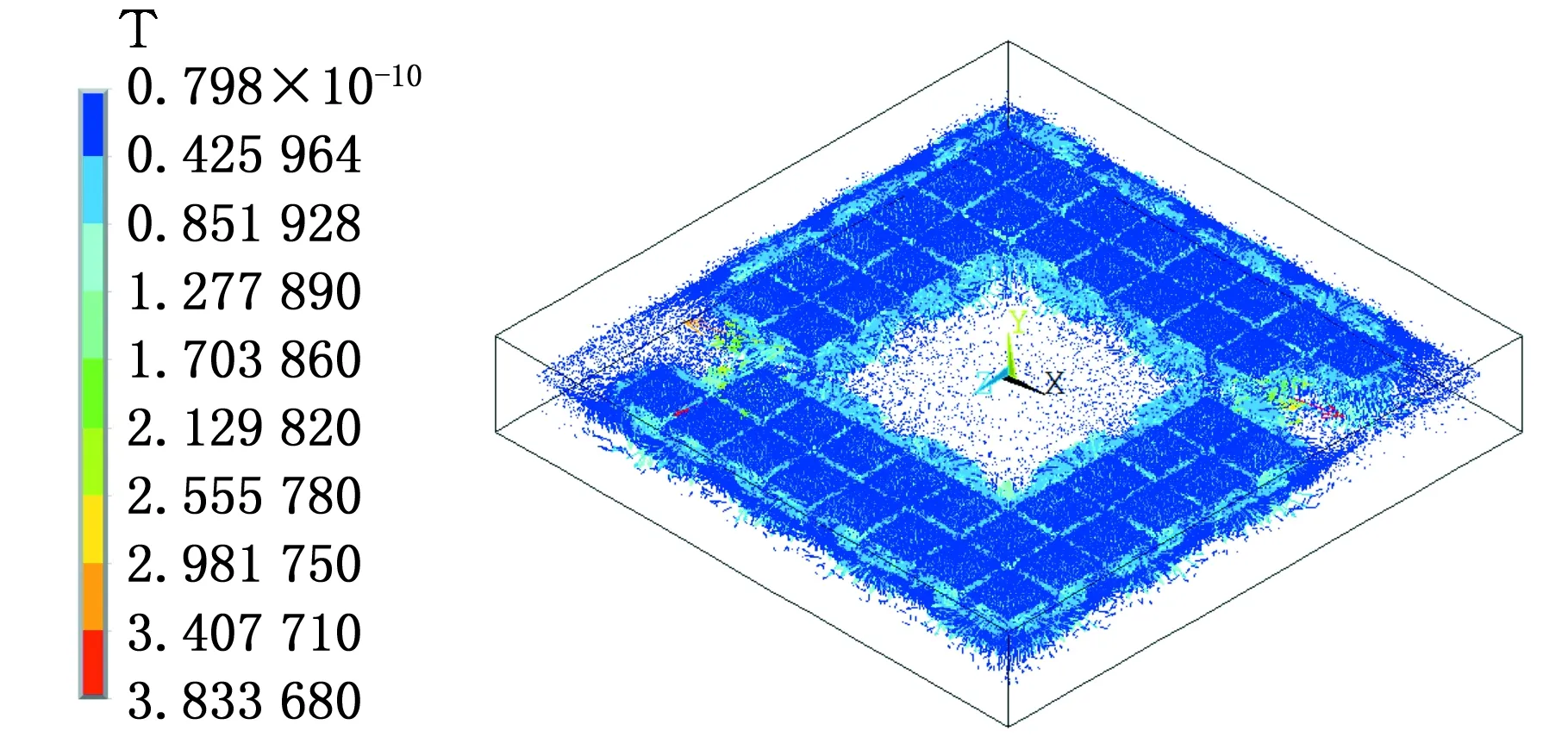
(b)退磁狀態圖5 充退磁狀態下的磁感應強度分布Fig.5 The magnetic flux density distributions of the magnetic cushion in magnetization state and demagnetization state
由前文的分析可知,采用電控永磁壓邊方法,在磁墊和被吸板之間產生磁吸力,進而將磁吸力作用在板坯上以施加壓邊力,因此,所研究的問題就是計算磁場力施加在板坯上的接觸壓力,從而得到壓邊力的分布情況。采用ANSYS軟件進行結構有限元分析,圖6所示有限元模型包括磁墊、板坯和下模部分(被吸板、凹模、墊塊和下模板),磁墊和被吸板之間的初始平行間距按實際設定。模型的約束和力邊界條件為:下模板底面為固定約束,板坯和磁墊之間、板坯和被吸板之間按接觸邊界條件處理,在磁極單元表面及對應的被吸板上表面區域施加由磁場分析確定的單位面積磁吸力。根據計算結果可以得到板坯上的接觸壓力(即單位面積上的壓邊力)分布和壓邊裝置結構的變形情況。
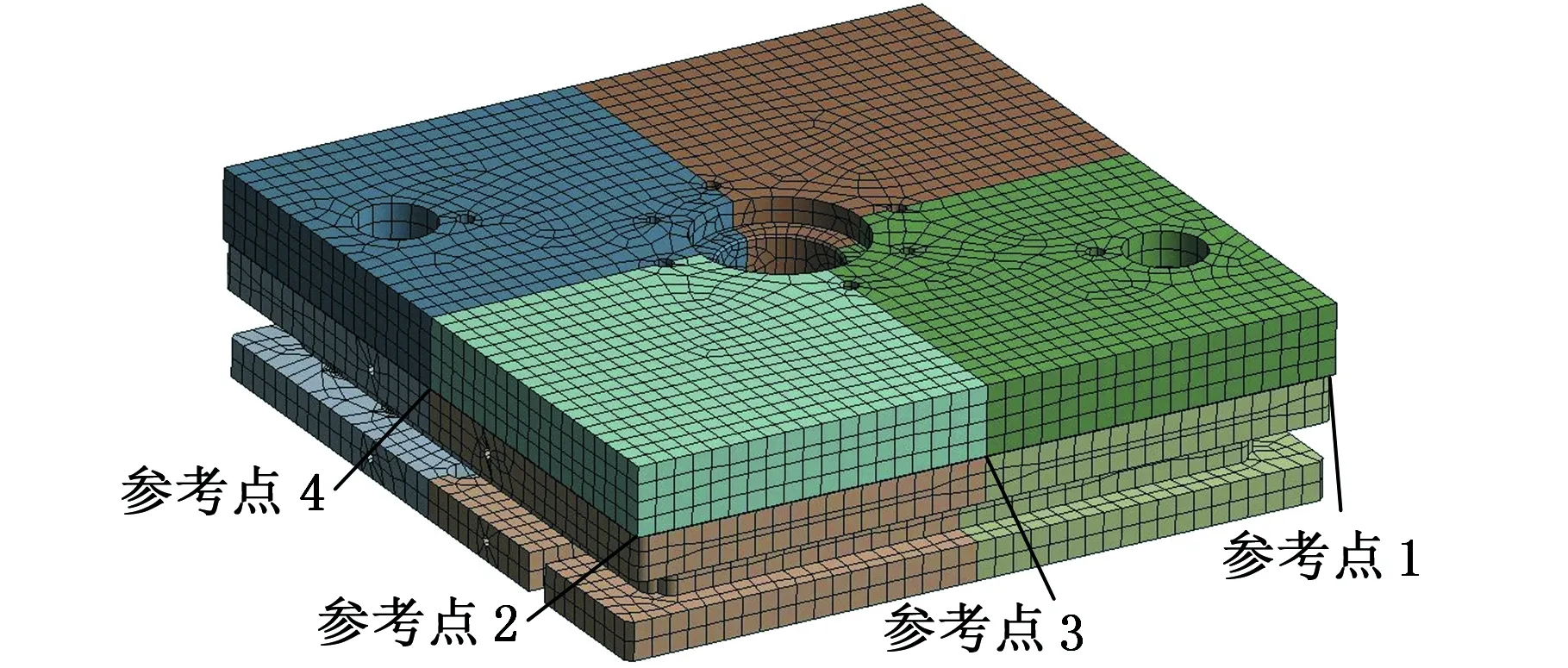
圖6 有限元分析模型Fig.6 Finite element analysis model
由于結構變形會引起磁場的重新分布,進而改變磁吸力的大小和作用方向,因此,求解磁吸力施加在板坯上的接觸壓力是一個求解磁場和結構力場耦合問題的過程。考慮所用ANSYS分析軟件不能直接進行磁力問題的耦合分析,下文將給出對所研究問題的耦合分析方法。
3.2 磁力耦合分析方法
由于磁場和結構力場都是非線性的,因此通常需要多次迭代才能得到問題的解。一般磁力耦合問題的求解過程為:先進行磁場分析,再求出在磁力作用下結構的變形,然后根據變形情況重構磁場分析模型再次進行磁場分析。重復上述過程,直至計算所得前后兩次結果的差異滿足收斂條件為止。
對于圖6所示的電控永磁壓邊裝置,在磁吸力作用下,磁墊和被吸板的外邊緣變形位移最大,而處于中心部分的板坯變形最小。根據結構的旋轉對稱性和實際變形情況,為了簡化分析過程,不考慮板坯的變形。分別在磁墊和被吸板的外緣選取4個參考點,如圖6所示,假設參考點至與板坯接觸位置的質點之間的變形位移是線性變化的,且相鄰參考點之間的變形位移也是線性變化的,則可在每次結構分析之后,根據計算結果重構磁場分析模型,再進行磁場分析,直至得到收斂的計算結果。
充磁后,在磁吸力作用下,磁墊與被吸板之間的間距將減小,間距減小又會導致磁力增大且重新分布。圖7為某參考點位移變化示意圖,δc和δb分別為磁墊和被吸板在豎直方向的位移,δ0和δ分別為磁墊和被吸板之間的初始間距和最終間距。考慮多個參考點時,上述變量以列向量的形式表示,依次為δc、δb、δ0和δ,并以F表示磁吸力向量,則各參考點的位移向量為δ0-δ。
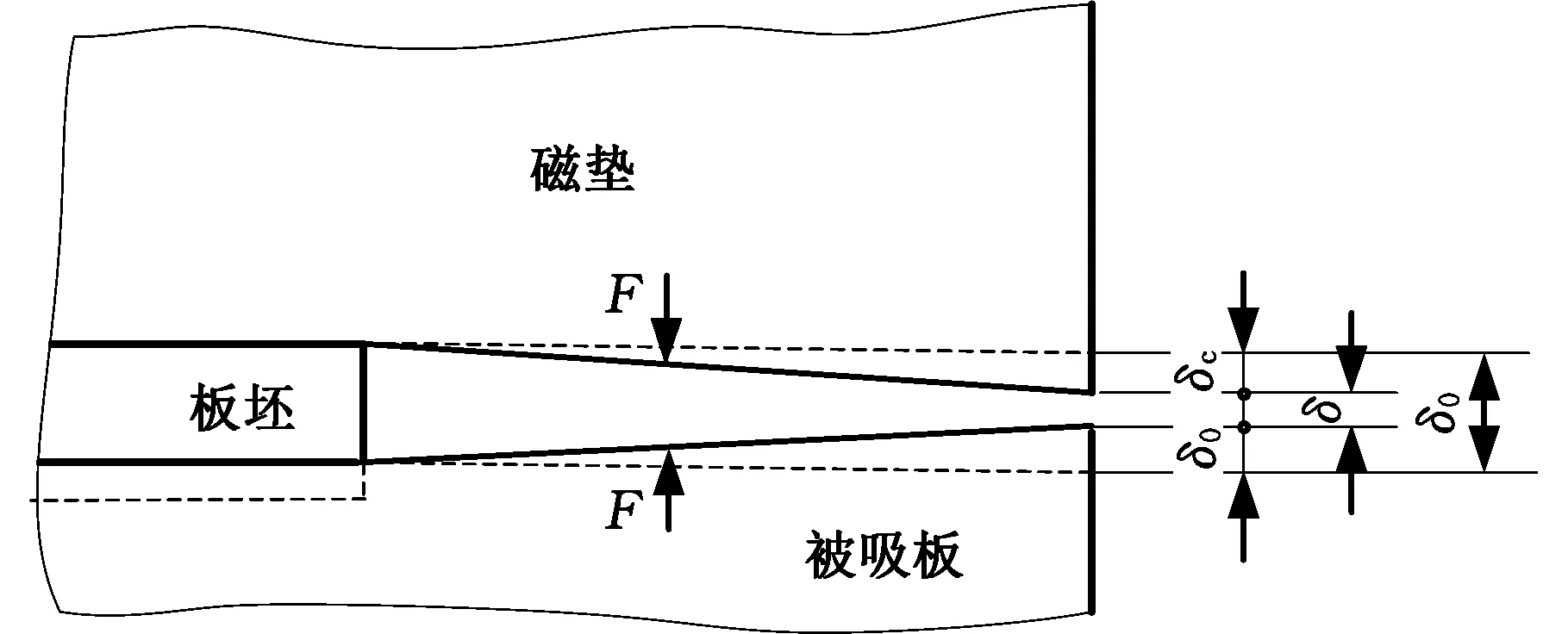
圖7 磁吸力和變形示意圖Fig.7 Schematic diagram of magnetic force and deformation
一般地,可將磁吸力F表示成δ的函數,即
F=F(δ)
(1)
根據彈性力學理論,在彈性變形和小位移情況下,可認為剛度矩陣K不變,則力與位移成線性關系:
F=-Kδ+Kδ0
(2)
事實上,式(2)中剛度矩陣K不變的條件,除彈性變形和位移小外,載荷F的施加位置和作用方向也應不變。顯然,嚴格說來,結構發生變形對磁吸力的影響很大,使得磁吸力F的大小和作用位置都發生變化,進而剛度矩陣K也發生變化。
一般地,認為K可表示成結構參數δ的函數:
K=K(δ)
(3)
因此,所研究的問題可歸結為如何求解式(1)和式(2)而得到最終的載荷參數F和結構參數δ,從而進一步求出作用在板坯上的接觸壓力。
3.3 磁力耦合問題的迭代解法
以下借助有限元方法,采用迭代解法進行求解。設X=δ、X0=δ0,則由式(2)可得
X=-F(X)(K(X))-1+X0
(4)
可將式(4)寫成迭代形式:
Xn+1=φ(Xn)
(5)
φ(Xn)=-F(Xn)(KXn)-1+X0
式中,n為迭代次數,n≥1。
按式(5)給出的迭代公式計算過程如下:
(1)給定X0,采用磁場有限元分析方法得到磁吸力F0。
(2)在載荷F0作用下,采用結構有限元分析方法得到結構位移參數X1。
(3)采用X1重構磁場模型后,再次進行磁場分析,得到F1。
(4)施加載荷F1,進行結構分析計算得到X2。
(5)反復迭代,直至分析得到Xi。
(6)當-Xi-Xi-1-小于某設定值時,結束迭代,Fi和Xi即為問題的解。
上述迭代過程采用的是直接迭代法,為了加速迭代收斂過程,可將迭代方法加以改進,具體步驟如下:
(1)給定X0,根據式(1),采用磁場有限元分析方法可得到磁吸力F0。
(2)在載荷F0作用下,采用結構有限元分析方法可得X1,并計算剛度KX1。
(3)由X1重新建模,再進行磁場分析得到F1。
(4)令K1=KX1,由X0、X1、F0和F1按割線法構造如下算式計算X2:
X2=(KsX1+K1X0-F1)(Ks+K1)-1
(6)
(7)
(5)根據計算得到的X2重新建模,再進行磁場分析,得到F2。
(6)反復迭代,且對任意迭代步i(i≥2),令Ki-1=KXi-1,構造如下算式計算Xi:
(8)
(9)
(7)根據計算得到的Xi重新建模,再進行磁場分析,得到Fi。
(8)當-Xi-Xi-1-小于某設定值時,結束迭代,Fi和Xi即為問題的解。
實際計算時,選用成形板坯的直徑為180 mm,厚度為0.98 mm,磁場等級f為16,磁墊和被吸板初始間距δ0為0.4 mm,選擇圖6所示的4個參考點對應的結構位移參數為求解變量。采用改進后的迭代方法求解,經過3次迭代后結果收斂,具體結果為:F1=103 616 N,F2=104 816 N,F3=105 092 N(F1~F3為1~3次迭代的總磁吸力),X1=(0.310 0,0.229 9,0.324 5,0.313 5)Tmm,X2=(0.303 1,0.216 9,0.318 6,0.306 8)Tmm,X3=(0.302 1,0.215 0,0.317 8,0.305 9)Tmm。
由受力平衡條件可知,產生的磁力等于所施加的壓邊力。此外,通過耦合迭代計算可以看出,耦合計算結果差異不超過10%。因此,為了便于后續壓邊設計和壓邊力的選取,可采用原始結構模型計算所得磁力來預估壓邊力,結果如圖8所示。根據選擇的磁墊和被吸板之間的初始氣隙寬度和磁場等級,采用此圖即可對壓邊力進行預估。
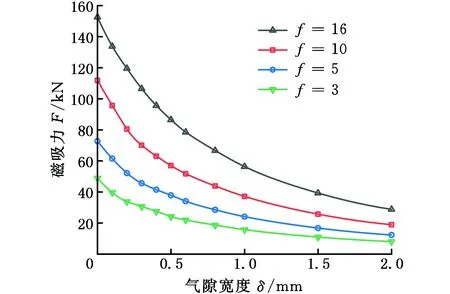
圖8 磁吸力隨氣隙寬度的變化曲線Fig.8 Magnetic force variations with width of air gap
因所設計的磁墊設置了1~16個等級,在實際使用中,可以方便地通過調整磁力等級達到所需要的壓邊效果。
3.4 作用在板坯上的初始壓邊力分布
由磁力耦合分析得到的磁吸力即為作用在板坯上的壓邊力。進一步分析后可得到作用在板坯上的接觸壓力,即作用在板坯上的單位面積壓邊力。
根據圖8中的曲線可以初步判斷,選擇磁場等級為4,取磁墊和被吸板的初始氣隙為0.4 mm,可以滿足所選板坯的壓邊要求。進行耦合場分析后,可得總壓邊力約為37.1 kN,作用在板坯上的接觸壓力分布情況如圖9所示,應力云圖所示為有限元模型沿板坯平面法向的受力狀態,對于板坯來說,接觸面上的接觸應力負值即為接觸壓力。可以看出,在圓周方向上壓邊力分布基本一致,而在半徑方向,壓邊力主要集中于板坯外緣的一個很窄的區域內。
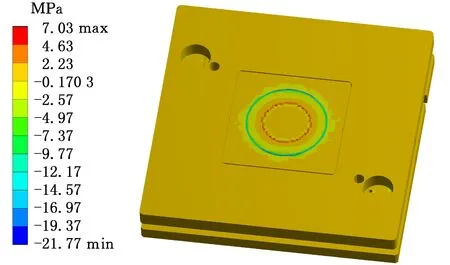
圖9 接觸壓力的分布云圖Fig.9 Nephogram of contact pressure
分析結果顯示,采用電控永磁壓邊方法所產生的壓邊力沿徑向的初始分布明顯不同于傳統壓邊方法的壓邊力分布。實際上,在拉深過程中,由于板坯外緣變厚,且板坯厚度從外緣向凹模口單調遞減,采用傳統壓邊方法和電控永磁壓邊方法,壓邊力都主要作用于法蘭外緣的一個很窄的區域內,因此,在總壓邊力相等且其他條件相同的情況下,從壓邊力分布角度看,電控永磁壓邊方法與傳統壓邊方法的差別可能不大。具體的壓邊效果還需進一步的分析論證。
4 成形過程有限元模擬和實驗研究
4.1 成形過程有限元模擬
采用DYNAFORM軟件分別對電控永磁壓邊方法和傳統壓邊方法作用下的板坯成形過程進行模擬,有限元模型如圖10所示。板坯采用厚度為0.98 mm的08Al冷軋鋼板,材料屬性和化學成分見表2,模具幾何參數見表3。模擬采用Hill屈服準則,選擇具有較高精度和較快收斂速度的單點積分形式的Belytschko-Lin-Tsay殼單元用于成形板坯的網格劃分。凸模與板坯之間、凹模與板坯之間以及板坯和壓料板之間的摩擦因數統一設置為0.12。
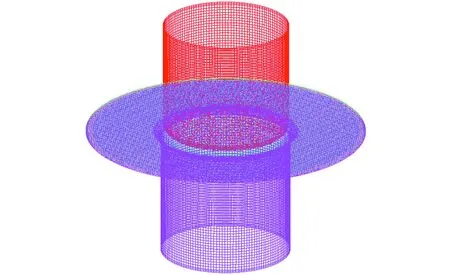
圖10 有限元模型網格圖Fig.10 Grid chart of FE model
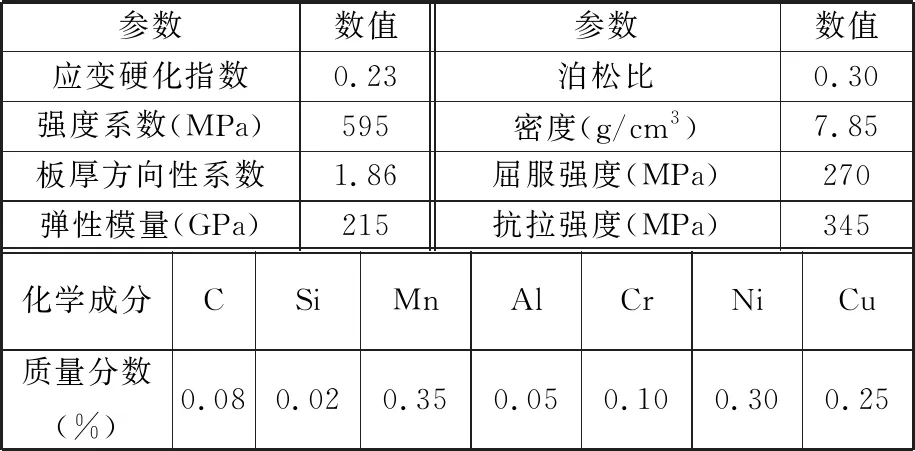
表2 成形板坯材料屬性和化學成分
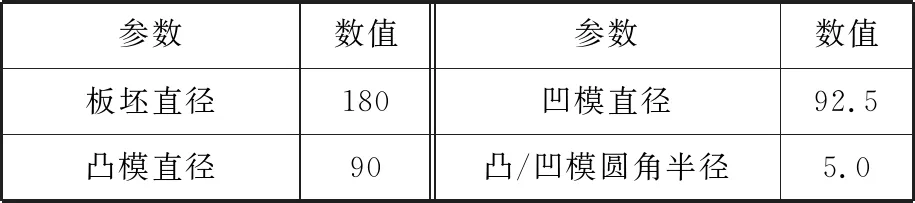
表3 模具參數
根據經驗以及福井、吉田公式[20],并根據耦合場分析結果,采用兩種壓邊方法的總壓邊力都取37.1 kN,但壓邊力沿徑向分布不同。傳統壓邊方法在壓邊圈上施加初始壓邊力,而電控永磁壓邊方法壓邊力的分布按照3.4節的方法確定。
圖11所示是不同拉深高度(30 mm,40 mm和50 mm)下的模擬成形件。圖12所示為模擬成形件的應變分布情況(拉深深度為50 mm),R0為毛坯初始半徑,r為質點初始位置半徑。結果表明,在總壓邊力相同但初始分布不同的壓邊力作用下,兩種壓邊方法得到的圓筒形件的應變分布相差很小。這說明了采用電控永磁壓邊方法的壓邊效果與傳統方法是一致的。
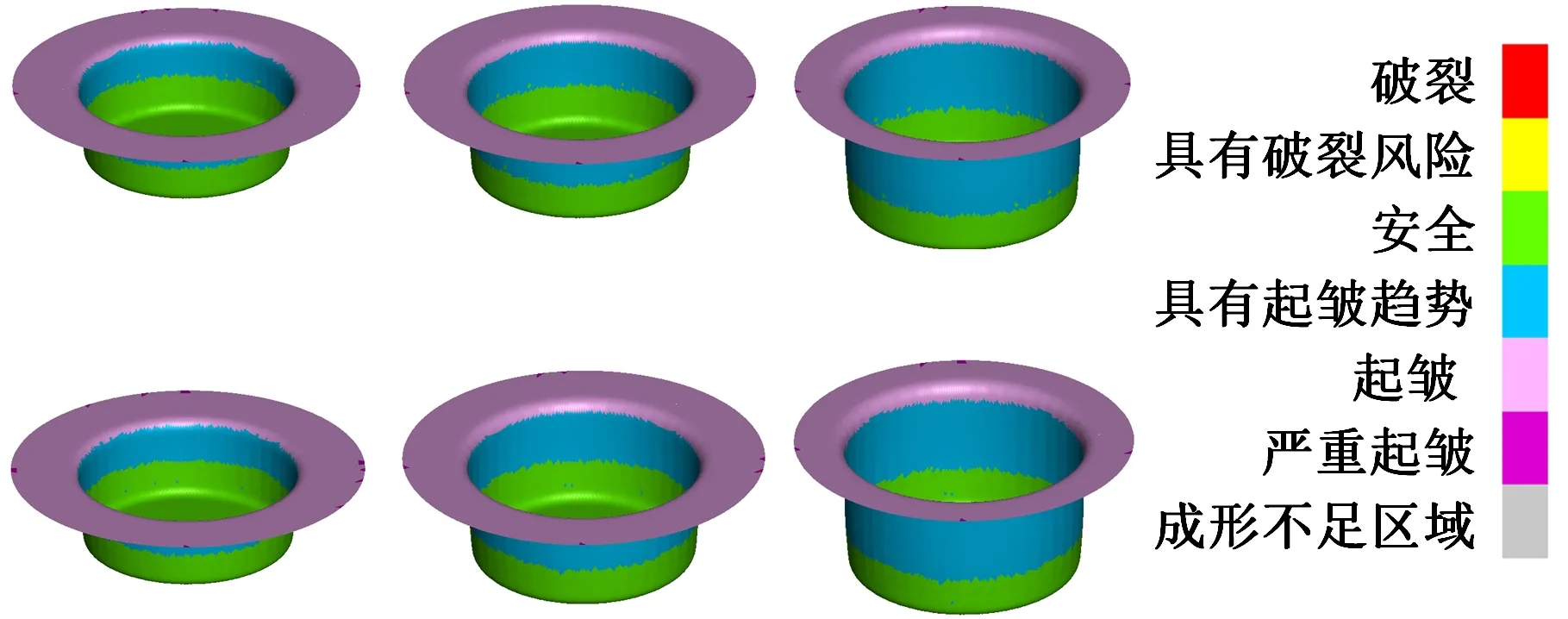
(a)傳統壓邊 (b)電控永磁壓邊圖11 拉深制件的成形模擬結果Fig.11 Simulation results of drawn cups
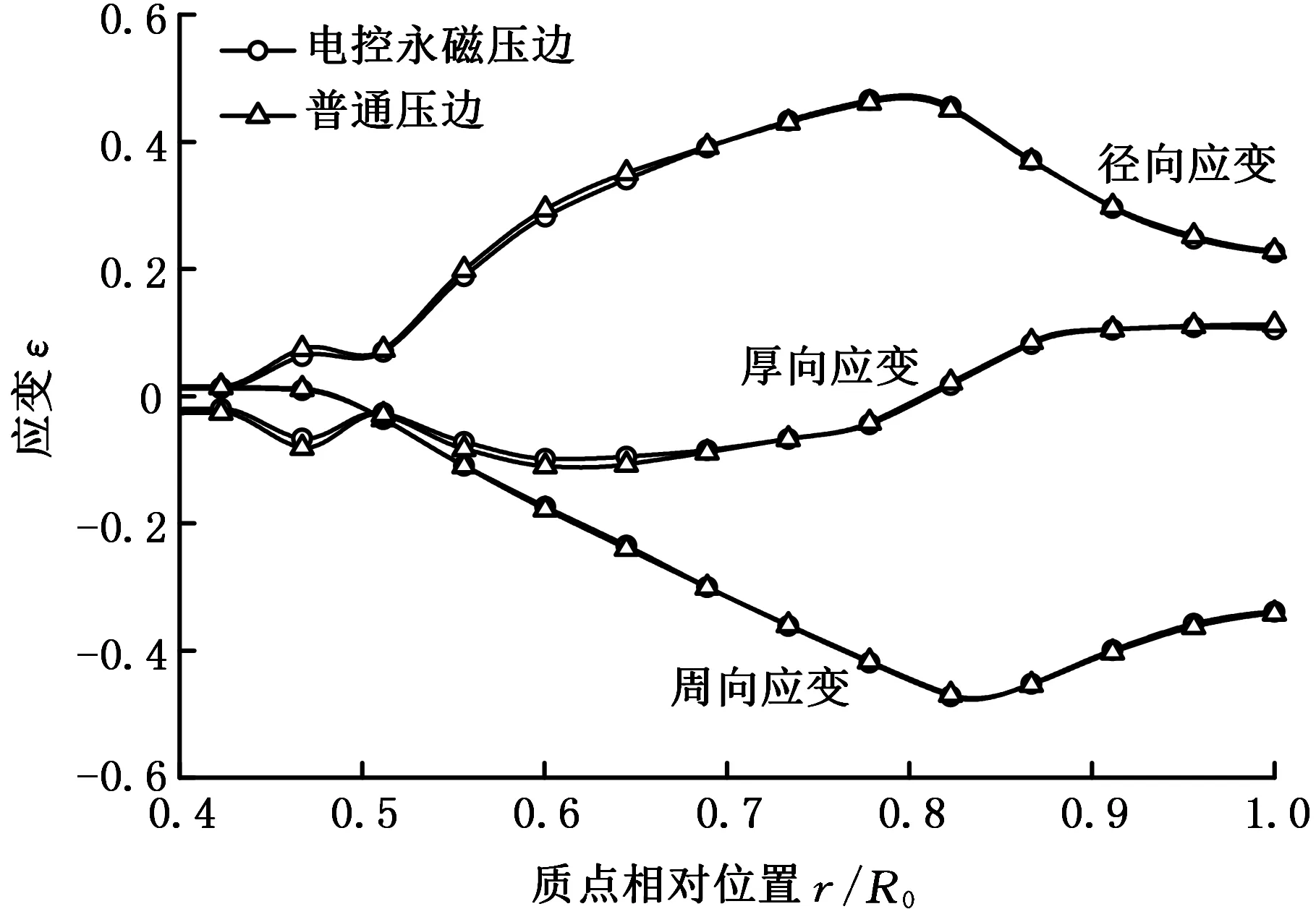
圖12 成形模擬件的三個方向的應變分布Fig.12 Strain distributions of the drawn part by FEM
4.2 拉深成形實驗
為了驗證電控永磁壓邊方法的實際效果,選取08Al材料的板坯進行了拉深成形實驗。按前述設計方案制造的電控永磁拉深實驗模具如圖13所示。

1.壓力機滑塊 2.上模板 3.凸模 4.磁墊 5.凹模 6.被吸板 7.下模板 8.控制器圖13 拉深實驗裝置Fig.13 Experimental setup
實驗是在H1F-80伺服壓力機上進行的。控制器8用于對磁墊中的磁極單元進行充磁和退磁,選擇不同的等級可以控制壓邊裝置中的磁感應強度和所產生的壓邊力。
圖14a為毛坯直徑為180 mm的板坯(厚度為0.98 mm)在磁場等級為4的壓邊力作用下得到的拉深件,成形高度約為48 mm。圖14b為毛坯直徑為195 mm的板坯在磁場等級為12的壓邊力作用下的拉深件,成形高度約為45 mm,由于壓邊力過大,成形件底部出現了破裂。
從實驗結果可以看出,對所設計的成形模具和所選擇的成形板坯,采用電控永磁壓邊方法可以提供足夠大的壓邊力。所設計的磁墊僅作為拉深成形的壓邊使用時,其中的磁極單元數量可減少一半以上,這樣,壓邊裝置的水平尺寸也可以顯著減小。

(a)毛坯外徑180 mm (b)毛坯外徑195 mm圖14 拉深成形試件Fig.14 Drawn cups
5 能耗計算和優點分析
通過數值模擬和實驗已經驗證了電控永磁壓邊方法的可行性,在壓邊效果上可以達到普通壓邊的水平。為了進一步說明本文壓邊方法的優點和意義,以實驗條件和磁墊最大磁場等級為例,對其節能效果進行量化計算,并對比分析三種壓邊方法的優劣。
所設計磁墊在磁場等級為4和16時,充磁電流強度Im分別為7 A(壓邊力約為37.1 kN)和15 A(壓邊力約為153 kN),磁退電流強度Id都為8 A,充退磁耗時t都為20 ms。拉深實驗中,一次拉深過程中需要維持壓邊力的時長約為1 s。
傳統壓邊方法中,根據能量守恒定律,施加壓邊力消耗的能量Qc等于壓邊力做功,即壓邊力與作用距離(壓邊行程)h的乘積:

(10)
取壓邊行程h=48 mm,當壓邊力分別為37.1 kN和153 kN時,對應的壓邊力做功分別為1.8 kJ和7.3 kJ。
電磁壓邊方法中,以耗能最小的脈沖電流壓邊方法為對比對象進行能耗分析。根據研究結果[21]可知, 37.1 kN壓邊力維持1 s電流耗能約為36 kJ,壓邊力為153 kN時的耗能約為77 kJ。
電控永磁壓邊中,磁墊線圈繞組的總電阻R約為290 Ω,一次拉深過程需要充磁和退磁各1次,電流耗能可用下式計算:
(11)
磁場等級為4和16時的電流強度分別為7 A和15 A,代入式(11)可得電流耗能分別為0.66 kJ和1.68 kJ。
圖15所示為不同壓邊方法的能耗對比情況,可以看出,三種壓邊方法中,電控永磁壓邊方法節能效果最好,傳統壓邊方法次之,而電磁壓邊能耗遠大于前兩種壓邊方法能耗。電控永磁壓邊方法相對于傳統壓邊方法節能在60%以上,而相對于電磁壓邊方法,節能更高達95%以上。隨著壓邊力的增大,電控永磁壓邊方法的節能效果更加明顯。
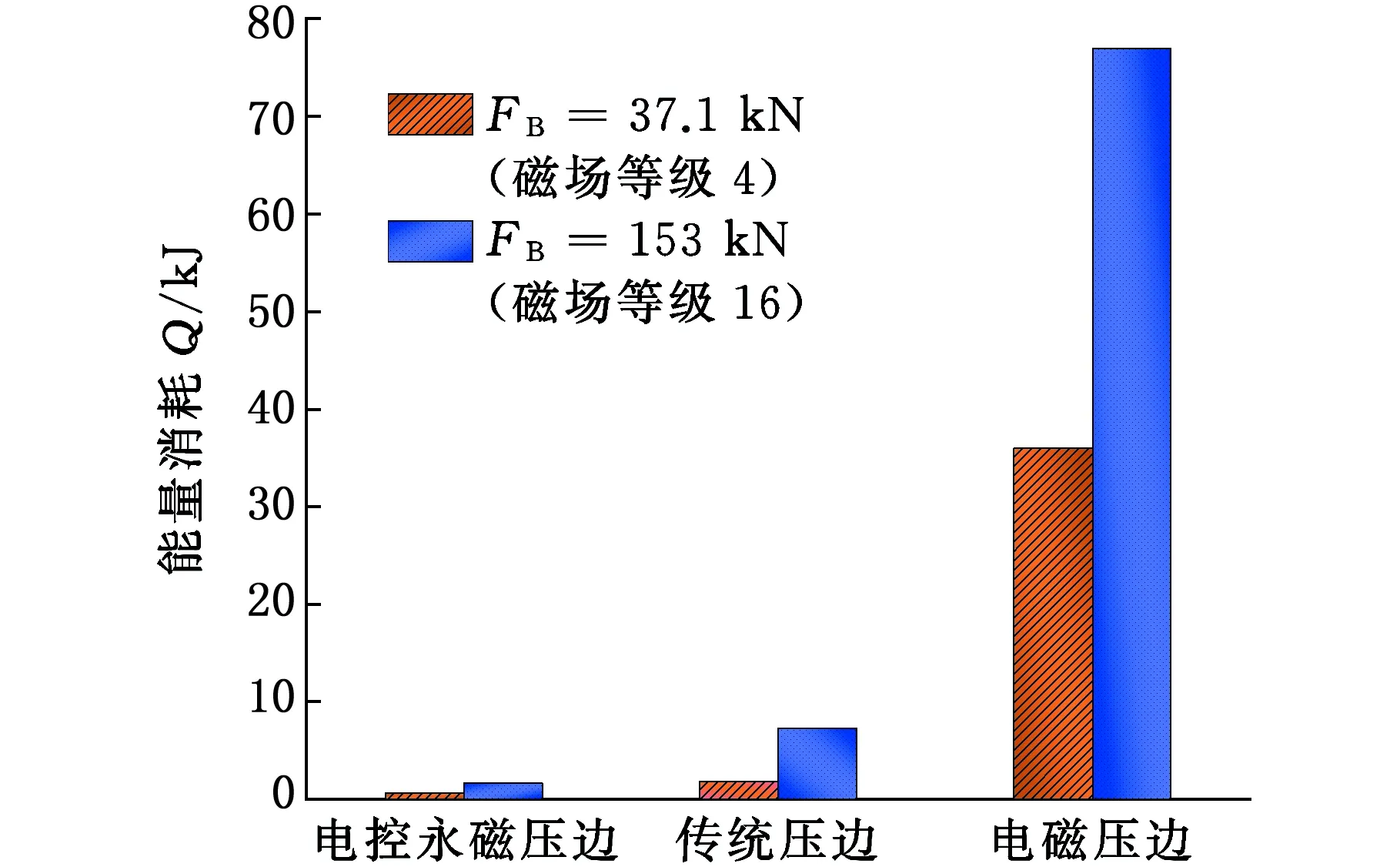
圖15 三種壓邊方法的能耗對比Fig.15 Comparison of energy consumptions
三種壓邊方法的特點如表4所示。雖然電磁壓邊耗能很大,但由于其易于控制,已成為近期的研究熱點。而本文提出的電控永磁壓邊技術,在繼承了電磁壓邊優點的基礎上,耗能還不到電磁壓邊方法的5%,因此具有很好的應用前景。

表4 不同壓邊方法的對比
從分析結果可以看出,在最大壓邊力相同的情況下,采用電控永磁壓邊方法所消耗的能量只有電磁壓邊的幾十分之一,因此,在連續工作時,新壓邊方法可避免電磁壓邊中的過熱問題。
6 結論
(1)提出了電控永磁壓邊方法,根據電控永磁技術和拉深工藝的特點,將壓邊力加載的動力、傳動和執行部件集于一體,電控永磁技術與拉深工藝的有機結合可實現壓邊力的獨立加載。新方法在繼承電磁壓邊方法優點的同時,節能達到95%以上,可望在改進現有沖壓工藝面貌、節能減排等方面得到進一步的應用。
(2)對采用電控永磁壓邊方法涉及的磁力耦合問題,給出了求解方法。借助于有限元分析,采用迭代計算方法可得到作用在板坯上的壓邊力及其分布情況,并按割線法給出了提高收斂速度的迭代方法,經過3次迭代計算即可得到收斂的計算結果。
(3)采用有限元方法模擬了圓筒形件分別在傳統壓邊方法和磁力壓邊方法作用下的拉深成形過程,結果表明,采用兩種方法得到的拉深件三個方向的應變分布基本一致,成形效果非常接近。
(4)設計制作了采用電控永磁壓邊方法的拉深成形模具,并進行了圓筒形件的拉深成形實驗,實現了壓邊力的加載和卸載。磁墊等級為4時即可滿足所選板坯的壓邊需求,設計裕度超過70%,表明電控永磁壓邊技術具有提供足夠大壓邊力的能力,進一步驗證了電控永磁壓邊方法的可行性。
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2016年1期)2016-01-11 16:53:24
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
