T91 耐熱鋼激光焊和鎢極氬弧焊接頭組織及力學性能研究
2021-01-19 02:14:52丁煜瀚華學明
焊管 2020年11期
丁煜瀚, 唐 彬, 李 芳, 華學明, 沈 忱
(1. 上海交通大學 上海市激光制造及材料表面改性重點實驗室, 上海 200240;2. 上海電力股份有限公司吳涇熱電廠, 上海 200241;3. 上海吳涇電力工程有限責任公司, 上海 200241)
0 前 言
T91 是在P91 耐熱鋼 (9Cr1MoVNb) 基礎上添加微量合金元素并控制氮含量得到的新型耐熱鋼, 是一種蠕變增強馬氏體鐵素體鋼[1-2]。T91 鋼具有良好的力學性能和高溫下穩定的微觀組織結構, 是疲勞加載和蠕變暴露條件下最可靠的材料之一[3-4]。 此外, 其還具有較高的抗氧化性、 抗應力腐蝕開裂性和足夠的斷裂韌性。 這些優良的性能使T91 鋼成為最通用的高溫應用材料之一[5-8]。 目前廣泛應用于亞臨界和超臨界核電站的再熱器、 過熱器集箱, 以及蒸汽管道中[9-10]。
在采用鎢極氬弧焊 (GTAW) 時, 焊接的坡口和尺寸精度要求高, 同時, 接頭的裝配和定位焊接技術難度較高。 在預熱200 ℃以下焊接時,采用手工鎢極氬弧焊在接頭的表面或內部都容易產生裂紋, 具有較大的冷裂傾向[11]。 而激光焊(LW) 可以獲得高質量的接頭強度和較大的深寬比, 焊接過程中不用采用多道成型, 焊接效率高。 Shanmugarajan 等[12]進行了9Cr-1Mo (P91)鋼的激光焊接, 試驗結果表明, 由于顯微組織較細, 激光焊縫的室溫沖擊韌性優于母材。 同時,Shanmugarajan[13]對Cr-Mo-W-V-Nb 鋼 的 激 光 焊接接頭進行研究, 結果發現接頭實現了良好的熔合和完全滲透, 沒有出現焊接缺陷。 焊接接頭中在細晶熱影響區 (FGHAZ) 和基材 (BM)界面沒有觀察到明顯的軟化, 激光焊接接頭在760 ℃保溫3 h 后具有優良的室溫和高溫力學性能, 并且拉伸失效總是發生在母材, 遠離焊縫和HAZ。
本研究通過使用LW 工藝與填絲GTAW 工藝對T91 耐熱鋼進行對接焊, 并進行相應焊縫的組織表征與性能測試, 對比研究兩種焊接工藝獲得的T91 耐熱鋼焊縫組織與性能差異, 為進一步制定和優化T91 耐熱鋼管的焊接工藝提供理論依據。
1 試驗材料與方法
1.1 焊接試驗
試驗采用直徑51 mm、 壁厚4 mm 的T91鋼管, 其化學成分見表1。 T91 耐熱鋼微觀組織如圖1 所示, 從圖1 可以看出, T91 鋼具有典型的回火板條馬氏體組織, 其中較粗的碳化物 (M23C6) 沿前奧氏體晶界和馬氏體包塊晶界析出, 細小的析出物則均勻分散在馬氏體板條內。

表1 T91 耐熱鋼化學成分 %

圖1 T91 耐熱鋼微觀組織
在T91 鋼管焊接過程中, 采用陶瓷加熱毯對焊縫進行150 ℃焊前預熱, 時長30 min。 焊接中使用LW 工藝的意義就在于無需復雜的焊接坡口設計, 且得益于LW 自身熔深較好的特性, 可在無填絲條件下完成窄間隙單面焊雙面成形。 所以試驗中LW 工藝采用不開坡口的無填絲自熔焊, 焊縫設置如圖2 (a) 所示, 焊前使用丙酮對焊縫進行表面清理并精確組對,LW 焊接工藝參數見表2。 激光焊接試驗裝置如圖2 (b) 所示, 激光頭固定在支架上, T91鋼管固定在三爪卡盤上勻速旋轉。 在焊接過程中激光熱源直接對焊縫一次性熔透完成焊接。激光器型號為恩耐公司CFL 6000W-200, 激光頭準直與聚焦焦距為C150 mm/F300 mm。
本研究中GTAW 工藝采用當前T91 耐熱鋼管焊接普遍采用的V 形焊接坡口與工藝設置。焊縫坡口尺寸與焊接位置如圖3 所示, 相應GTAW 參數見表3。 在焊接過程中, GTAW 電弧先對焊縫坡口鈍邊處進行第一道填絲焊, 完成之后再對坡口部分進行第二道GTAW 填絲焊完成焊接, 兩道次焊接使用相同的GTAW參數。 GTAW 填絲焊使用的填材為Φ2.4 mm TGS-9cb 焊絲, 其成分見表4。
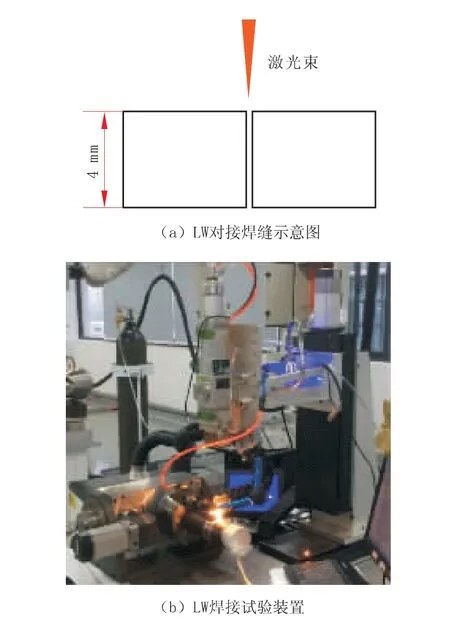
圖2 T91 耐熱鋼管LW 對接焊縫示意圖及試驗裝置
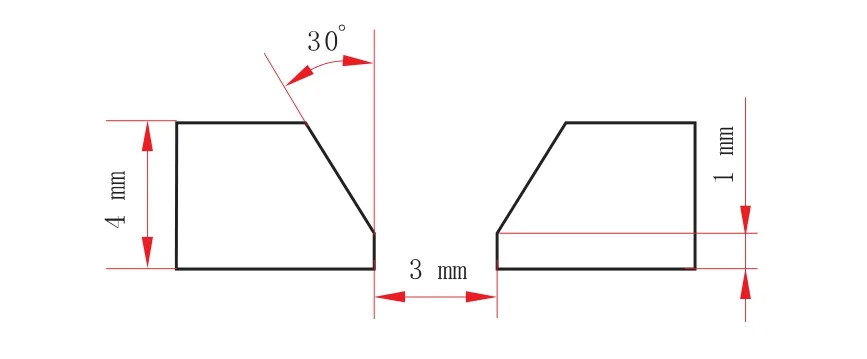
圖3 T91 耐熱鋼管GTAW 對接焊縫坡口示意圖

表3 GTAW 焊接工藝參數

表4 TGS-9cb 焊絲化學成分 %
本研究對T91 耐熱鋼管焊縫進行了760 ℃保溫2 h, 并隨爐冷卻的后熱回火處理, 旨在一定程度上降低焊縫殘余應力, 同時細化焊縫組織并調控M23C6碳化物的析出與分布。
1.2 組織分析與力學性能試驗
組織分析方面, 熱處理后的LW 焊接接頭與GTAW 焊接接頭在截面取樣、 拋光、 腐蝕(氯化鐵∶鹽酸∶水=3∶10∶100, 腐蝕時間8~10 s)之后使用OLYMPUS-CK40M 光學顯微鏡進行微觀組織分析。 焊縫截面硬度使用維氏硬度儀進行測量, 壓頭壓力為500 N, 壓力時間為15 s。硬度測量點位置如圖4 所示, LW 與GTAW 對接焊縫試樣硬度點均沿母材中心排布, 測試點間距為0.2 mm。
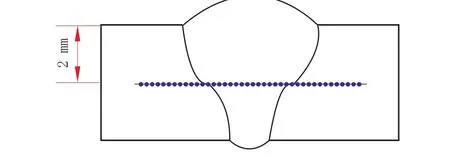
圖4 硬度測量點分布示意圖
拉伸試驗使用Zwick Z100 力學試驗機, 板狀拉伸試樣尺寸依據ASTM-E8 標準進行加工,試樣標距段尺寸為24 mm。 取樣位置包括焊縫與母材, 焊縫試樣具體取樣位置如圖5 所示。室溫拉伸速率為1 mm/min。 試樣的高溫性能在600 ℃下以0.02 mm/min 拉伸速率進行測試。 拉伸斷口使用LaB6 掃描電鏡 (SEM) 進行分析。
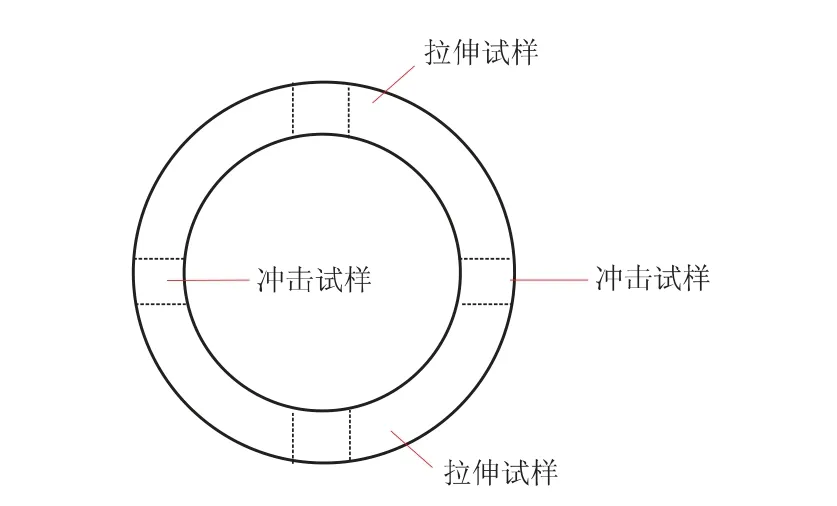
圖5 焊縫拉伸試樣和沖擊試樣取樣位置
沖擊試驗使用SUNS-PTM2200-D1 擺錘式沖擊試驗機進行, 沖擊位置包括焊縫金屬、 熱影響區及母材, 試驗溫度為室溫, 沖擊試樣尺寸依據GB/T 229—2007 標準制備, 由于管子壁厚僅有4 mm, 故采用半尺寸試樣進行測試,試樣尺寸為55 mm×10 mm×2.5 mm, 取樣位置如圖5 所示。 沖擊斷口使用Vega LaB6-SEM進行分析。
2 試驗結果與分析
2.1 焊縫組織形貌表征
LW 焊接接頭與GTAW 焊接接頭宏觀組織形貌如圖6 所示。 兩種工藝焊縫對比可知, LW接頭熔化區較窄, 而GTAW 接頭熔化區較寬。這是由于GTAW 是多層多道焊接, 焊接熱輸入大, 熔化區較寬, 熱影響區也比LW 接頭寬,而LW 焊接熱量集中且是單道成型。
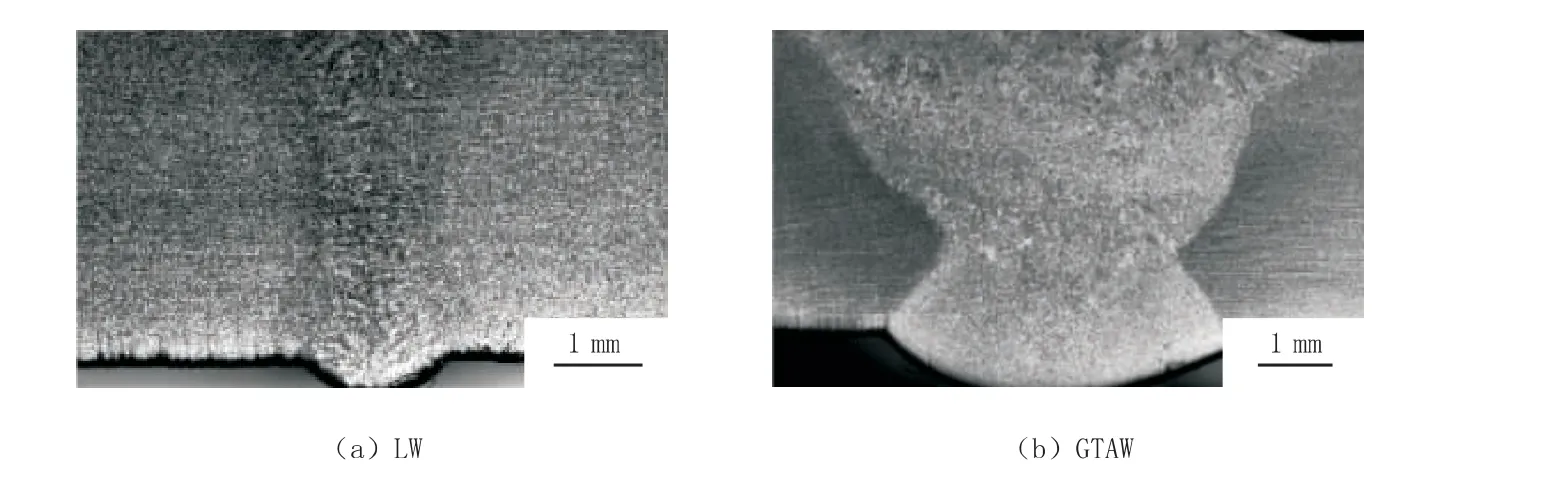
圖6 T91 耐熱鋼對接焊縫宏觀形貌
LW 焊接接頭與GTAW 焊接接頭對應位置(焊縫、 熔合線、 熱影響區) 微觀組織形貌如圖7所示。 兩種焊接工藝焊接接頭經過760 ℃回火后,組織中的板條馬氏體發生了多邊化回復, 均為回火馬氏體組織, 針狀鐵素體在回火過程中合并長大, 碳化物沿塊狀鐵素體分布, 形成針狀組織(圖7 中所示), 碳化物集中分布會降低焊縫的力學性能。 組織中的碳化物呈彌散分布狀, 阻擾了晶粒的長大和位錯的移動, 保持了LW 焊接接頭和GTAW 焊接接頭力學性能的穩定性。 LW 熱影響區比GTAW 熱影響小, 其晶粒比焊縫組織晶粒粗大, 由于GTAW 在焊接過程中為多層多道焊, 熱影響區晶粒更為粗大, 組織以回火馬氏體為主。

圖7 T91 耐熱鋼焊接接頭微觀組織形貌
2.2 硬度與拉伸試驗結果

圖8 LW 焊接接頭和GTAW 焊接接頭硬度分布圖
LW 焊接接頭和GTAW 焊接接頭顯微硬度如圖8 所示。 LW 焊接熱量集中且是單道成型, 焊縫寬度較窄, 硬度值約為230HV。 而GTAW 為多層焊接, 焊接熱輸入大, 焊縫寬度較大。GTAW 焊接過程中, 第二層焊接會對第一層焊道產生回火作用, 回火具有軟化作用, 焊縫硬度值較LW 焊縫低, 由于多層熱作用, GTAW 焊縫組織呈不均勻性, 焊縫區的硬度存在一定的起伏。LW 熱影響區變化不明顯, 比GTAW 熱影響區小, 熱影響區的晶粒比焊縫組織晶粒大; GTAW在焊接過程中為多層多道焊, 熱影響區晶粒更為粗大, 組織以回火馬氏體為主, 因此硬度值也較高, 約為210HV。
焊接接頭室溫拉伸試樣斷裂位置及強度如圖9 所示。 圖9 (a) 為LW 焊接接頭常溫拉伸斷裂位置, 圖9 (b) 為GTAW 焊接接頭常溫拉伸斷裂位置, LW 接頭拉伸試樣均斷裂在母材, 而GTAW 接頭試樣斷裂在焊縫區域。 常溫拉伸性能如圖9 (c) 所示, 可以看到, LW 接頭的平均抗拉強度為550 MPa, 斷裂位置在母材。 GTAW 接頭的平均抗拉強度為549 MPa,但是斷裂位置發生在焊縫。
常溫拉伸斷口形貌如圖10 所示, 兩種工藝條件下, LW 接頭試樣斷裂在母材, 斷口存在大量韌窩, 為典型的塑性斷裂; GTAW 斷裂發生在焊縫, 韌窩較圖10 (a) 偏小, 且斷口表面存在少量河流花樣, 具有部分脆性斷裂特征。 由組織分析可知, GTAW 受多次熱作用影響, 組織呈現不均勻性, 導致焊縫強度降低,因此斷裂發生在焊縫。 LW 接頭和GTAW 接頭高溫拉伸結果見表5, 兩種焊接工藝在600 ℃下的高溫拉伸斷裂均發生在母材, 高溫抗拉強度分別為195 MPa 和192 MPa, 與母材的高溫拉伸強度一致, 表明兩種工藝的焊接接頭在600 ℃下具有良好的高溫穩定性能。
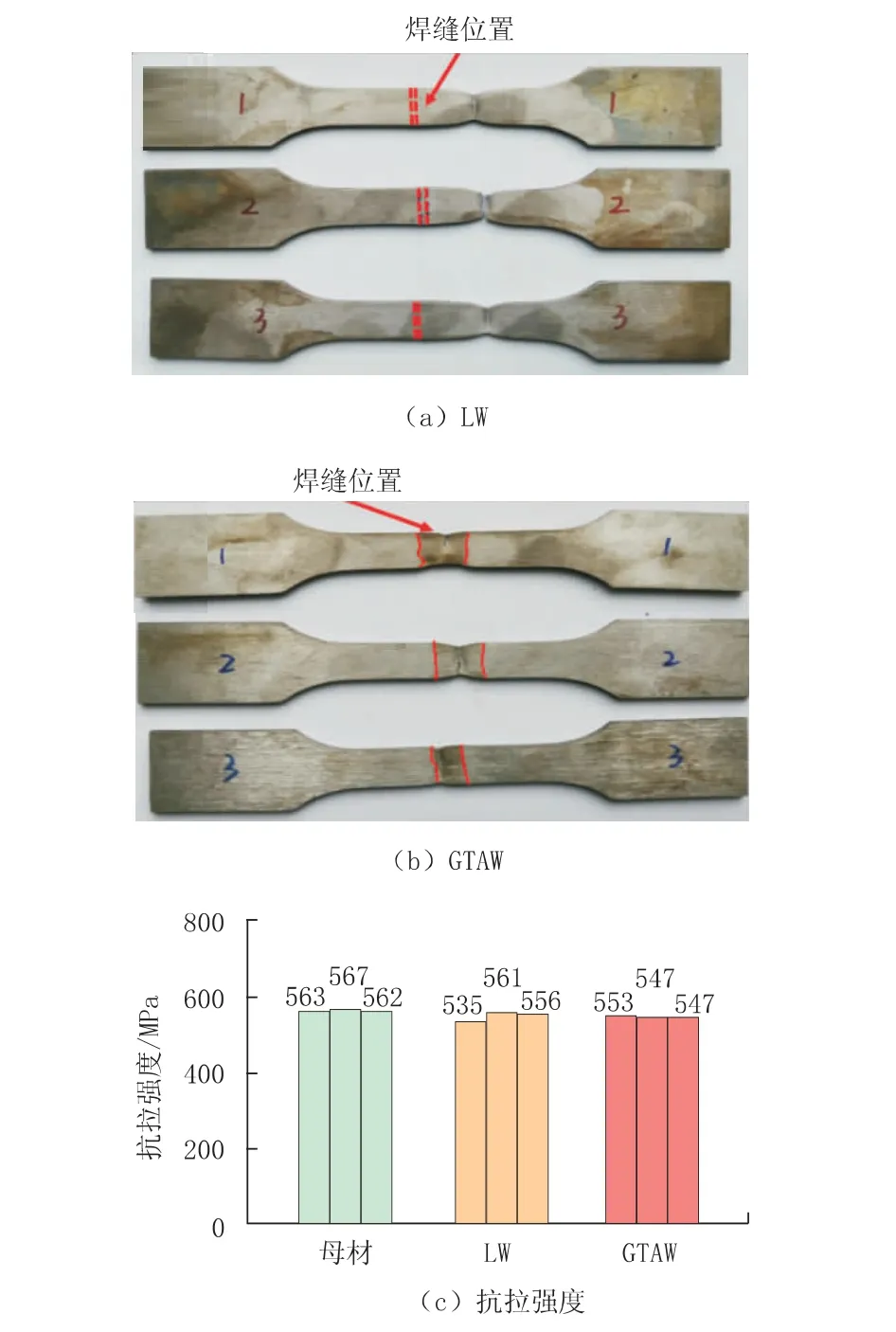
圖9 焊接接頭室溫拉伸試樣斷裂位置及強度
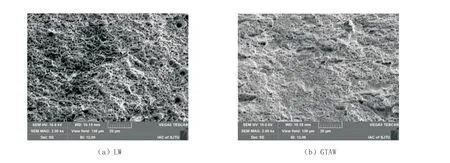
圖10 T91 焊縫室溫拉伸斷口形貌

表5 T91 焊接接頭的高溫拉伸性能
2.3 室溫沖擊試驗結果
沖擊試驗結果采用多組試樣取平均值, 試驗結果見表6。 從表6 可以看出, 兩種工藝接頭焊縫位置和熱影響區的沖擊功均高于母材, 表明接頭具有良好的沖擊韌性, 均滿足使用要求。GTAW 接頭和LW 接頭的WZ 沖擊功分別為146.9 J 和168.9 J, LW 沖擊功高于GTAW, 這是由于LW 過程中, 焊縫區的晶粒較GTAW 細小, 因此沖擊韌性更高。 同時, 對沖擊斷口進行SEM 分析, 結果如圖11 所示, 斷口均是韌窩,說明兩種接頭都具有良好的沖擊韌性。 LW 焊縫在強度與沖擊韌性方面略優于GTAW 焊縫。

表6 T91 耐熱鋼兩種工藝焊接接頭沖擊試驗結果
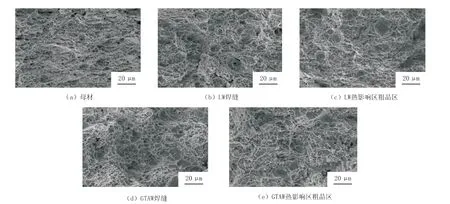
圖11 T91 耐熱鋼焊縫室溫沖擊斷口形貌
3 結 論
(1) 采用激光焊與鎢極氬弧對4 mm 厚度的T91 耐熱鋼進行焊接, 接頭經760 ℃焊后熱處理, 接頭組織為回火馬氏體, 且焊縫金屬有隱針狀物質析出。 LW 熱影響區比GTAW 熱影響區小, 其晶粒比焊縫組織晶粒粗大, 由于GTAW在焊接過程中為多層多道焊, 熱影響區晶粒更為粗大, 組織以回火馬氏體為主。
(2) 常溫下LW 接頭與GTAW 接頭抗拉強度差別不大, 與母材強度接近, 但是斷裂位置不同, LW 接頭在母材處斷裂, GTAW 接頭在焊縫處斷裂。 LW 接頭和GTAW 接頭在600 ℃下的高溫拉伸斷裂均發生在母材, 高溫拉伸強度分別為195 MPa 和192 MPa, 具有良好的高溫穩定性能。
(3) LW 接頭和GTAW 接頭焊縫和熱影響區的沖擊功均高于母材, 接頭具有良好的沖擊韌性。
(4) 激光焊可以大大提高生產效率, 且易于實現自動化焊接。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24