自動化上下料系統(tǒng)的設計*
2021-01-22 08:16:34林建兵
機械制造 2021年1期
□ 林建兵
眉山職業(yè)技術(shù)學院 四川眉山 620010
1 設計背景
“中國制造2025”提出智能制造是五大核心工程之一,裝備制造企業(yè)要緊密圍繞制造領域關(guān)鍵環(huán)節(jié),充分集成信息技術(shù),開發(fā)智能產(chǎn)品和自主可控的智能裝置,緊扣關(guān)鍵工序智能化、關(guān)鍵崗位機器換人、生產(chǎn)過程智能優(yōu)化控制,建設智能工廠與數(shù)字化車間,實現(xiàn)產(chǎn)業(yè)升級,技術(shù)進步。在實施智能制造的過程中,規(guī)模企業(yè)步伐更快,成效顯著,但多數(shù)中小微企業(yè)自動化升級進程較慢,如何尋找有效途徑,利用現(xiàn)有基礎與條件,逐步實現(xiàn)自動化、智能化制造,是此類企業(yè)面臨的一大難題。
實現(xiàn)智能化的重要基礎是生產(chǎn)過程自動化,一般大型企業(yè)通過整體購買自動化生產(chǎn)線來達到這一目的,而中小微企業(yè)往往產(chǎn)品類型單一,且附加值及利潤較低,要實現(xiàn)智能化升級,存在較多困難[1]。一方面是技術(shù)投入資金有限。中小微企業(yè)一般自有資金有限且融資困難,多數(shù)資金均擱置在生產(chǎn)流通環(huán)節(jié),儲備資金少,無法同時滿足規(guī)模化自動化生產(chǎn)線的投入和正常的生產(chǎn)流通。另一方面是智能化需求不高。一般中小微企業(yè)大多處于數(shù)控設備完全更新迭代時期[2],單體數(shù)控加工設備較多且生產(chǎn)任務重,主要是為上游產(chǎn)品企業(yè)提供配套服務,現(xiàn)階段智能化需求不高,且淘汰后再利用難度較大。針對數(shù)控加工技術(shù)具有一定自動化條件的企業(yè),通過融合工業(yè)機器人技術(shù)對數(shù)控機床自動化上下料系統(tǒng)進行改造,來實現(xiàn)企業(yè)的自動化升級,由此設計了自動化上下料系統(tǒng)[3-4]。
2 系統(tǒng)設計概況
某企業(yè)的一款主要產(chǎn)品是八位連接孔標準法蘭,產(chǎn)品為標準件,需求量大,與供需企業(yè)簽訂長期合同,利潤較高。企業(yè)決定固化兩臺數(shù)控設備專門進行該法蘭的生產(chǎn),同時為滿足供貨要求,提高生產(chǎn)效率,擬對現(xiàn)行人工上下料生產(chǎn)模式進行自動化設計。通過實地考察,綜合需求、參數(shù)、成本、場地等因素,提出在不改變原有機床布局的情況下設計一套自動化上下料系統(tǒng),用于自動裝卸工件,并實現(xiàn)連續(xù)性生產(chǎn)。設計基本思路為,采用自動傳輸裝置與控制系統(tǒng),配合坐標機械手,在生產(chǎn)過程中實現(xiàn)產(chǎn)品的自動輸送、裝夾、取件等一系列操作,配套動力、控制等輔助系統(tǒng)進行精準控制,實現(xiàn)生產(chǎn)過程的自動化。
現(xiàn)場有LK020A型數(shù)控車床,配置發(fā)那科系統(tǒng),主要參數(shù)表見1。產(chǎn)品為八位連接孔標準法蘭,大端外徑為94 mm。
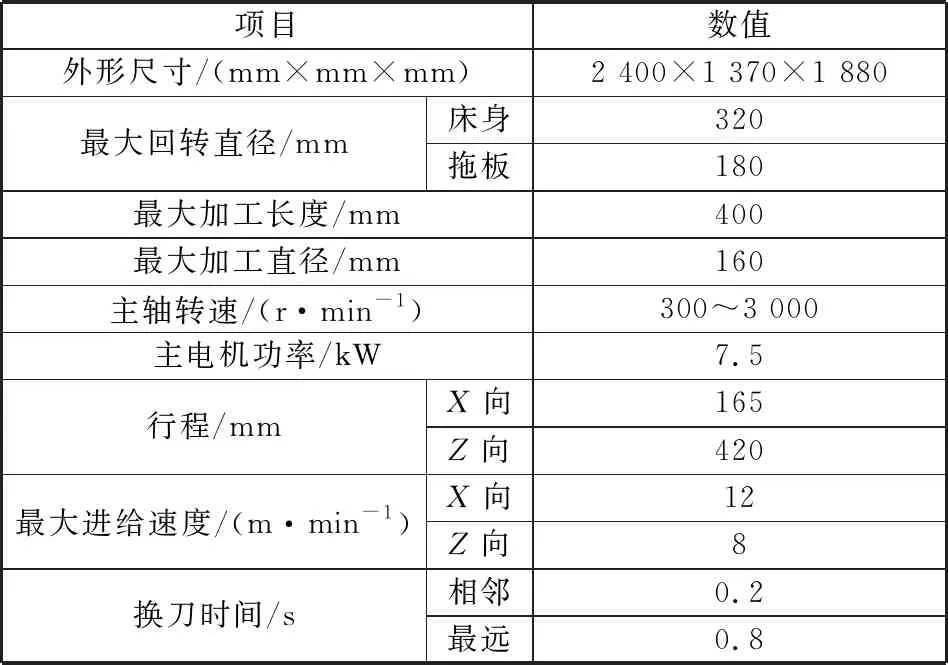
表1 機床主要參數(shù)
針對八位連接孔標準法蘭產(chǎn)品的生產(chǎn)實際,確定自動化上下料系統(tǒng)的整體結(jié)構(gòu),如圖1所示。這一自動化上下料系統(tǒng)由供料裝置、傳輸系統(tǒng)、裝夾系統(tǒng)、輔助伺服系統(tǒng)構(gòu)成,采用可編程序控制器控制和工業(yè)機器人技術(shù),可以實現(xiàn)連續(xù)進給、不間斷加工的循環(huán)工作狀態(tài)。
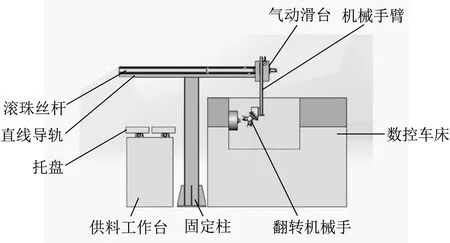
▲圖1 自動化上下料系統(tǒng)整體結(jié)構(gòu)
3 供料裝置
利用原有機床的位置,設計供料裝置布局,如圖2所示。在每臺機床外側(cè)設置供料工作臺,兩個托盤分裝毛坯件,托盤尺寸可以供18個毛坯件三行六列放置。托盤內(nèi)配套設計毛坯件定位孔,用于準確定位毛坯件,為后續(xù)傳輸系統(tǒng)翻轉(zhuǎn)機械手的準確抓取提供條件。在托盤底部設計導滑槽與限位塊結(jié)構(gòu),保證托盤快速輪換及準確定位。雙托盤確保在換料時間內(nèi)不間斷供料,為設備的連續(xù)工作提供保障。在原有機床位置基礎上進行設計,避免了調(diào)整機床位置導致的設備調(diào)試成本增加、安裝周期延長。結(jié)合工件加工工時、托盤輪換時間,兼顧系統(tǒng)結(jié)構(gòu)的緊湊性,供料裝置的緊湊布局便于后續(xù)一人兩機的生產(chǎn)安排。
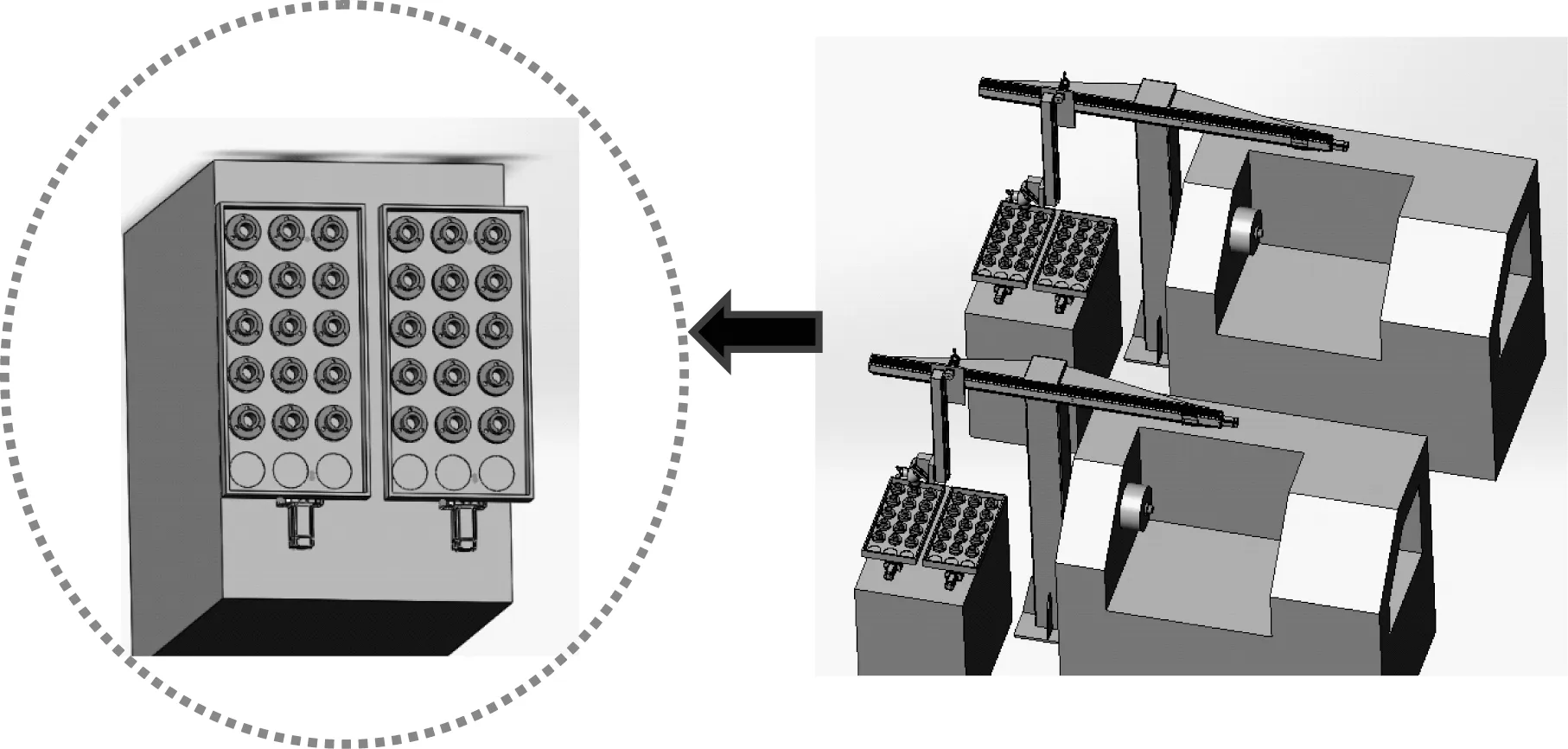
▲圖2 供料裝置布局
4 傳輸系統(tǒng)
在機床外側(cè)供料工作臺與機床主軸間構(gòu)建由固定柱、滾珠絲桿、直線導軌、機械手臂、翻轉(zhuǎn)機械手,以及配套氣缸和伺服器等組成的傳輸系統(tǒng)。傳輸系統(tǒng)的工作過程為:翻轉(zhuǎn)機械手中的一個機械手將已經(jīng)加工完成的工件放回托盤,執(zhí)行翻轉(zhuǎn)動作,由另一個機械手取出毛坯件;翻轉(zhuǎn)機械手連同機械手臂在氣動滑臺的帶動下上升至指定高度,通過由滾珠絲桿與直線導軌構(gòu)成的直線運輸帶將毛坯件橫向傳輸至機床主軸位置上方;待正在加工的工件加工完成后,在聯(lián)動信號控制及液壓氣缸驅(qū)動系統(tǒng)的配合下,主軸停止運行,機床防護門開啟,機械手臂下降至機床內(nèi)主軸位置;一個機械手完成工件抓取后執(zhí)行翻轉(zhuǎn)動作,另一個機械手執(zhí)行工件裝夾;工件裝夾完成后,機械手臂回升至運輸高度;防護門關(guān)閉,機床聯(lián)動信號啟動主軸運行,進行加工;翻轉(zhuǎn)機械手繼續(xù)回運工件至托盤,由此完成一個工作循壞,毛坯件及成品實現(xiàn)雙向傳輸。
5 裝夾系統(tǒng)
裝夾系統(tǒng)由翻轉(zhuǎn)機械手、機械手臂及配套的氣缸與輔助機構(gòu)組成,主要實現(xiàn)去程毛坯件及回程產(chǎn)品的放置與抓取,抓取工件如圖3所示,裝卸工件如圖4所示。機床防護門由氣缸驅(qū)動,并通過信號控制器控制,對應翻轉(zhuǎn)機械手的工作狀態(tài)與運動位置,實現(xiàn)防護門的開啟與關(guān)閉。裝夾系統(tǒng)與機床主軸的停止與啟動實現(xiàn)了信號聯(lián)動,確保加工工序及裝卸工作有序開展,互不交叉。
6 工作流程
自動化上下料系統(tǒng)正常運行的關(guān)鍵在于與機床間的緊密配合[5],相互協(xié)作,執(zhí)行動作有序有效、互不干涉。整套系統(tǒng)的運轉(zhuǎn)需要有一套嚴密的控制系統(tǒng),能夠?qū)崿F(xiàn)與機床間的信號聯(lián)動,同時配備相應的伺服電機、氣動裝置、可編程序控制器、接近開關(guān)、觸摸屏等。采用觸摸屏實現(xiàn)位置監(jiān)控和參數(shù)設置,由可編程序控制器控制伺服電機的運轉(zhuǎn)。自動化上下料系統(tǒng)工作流程如圖5所示。
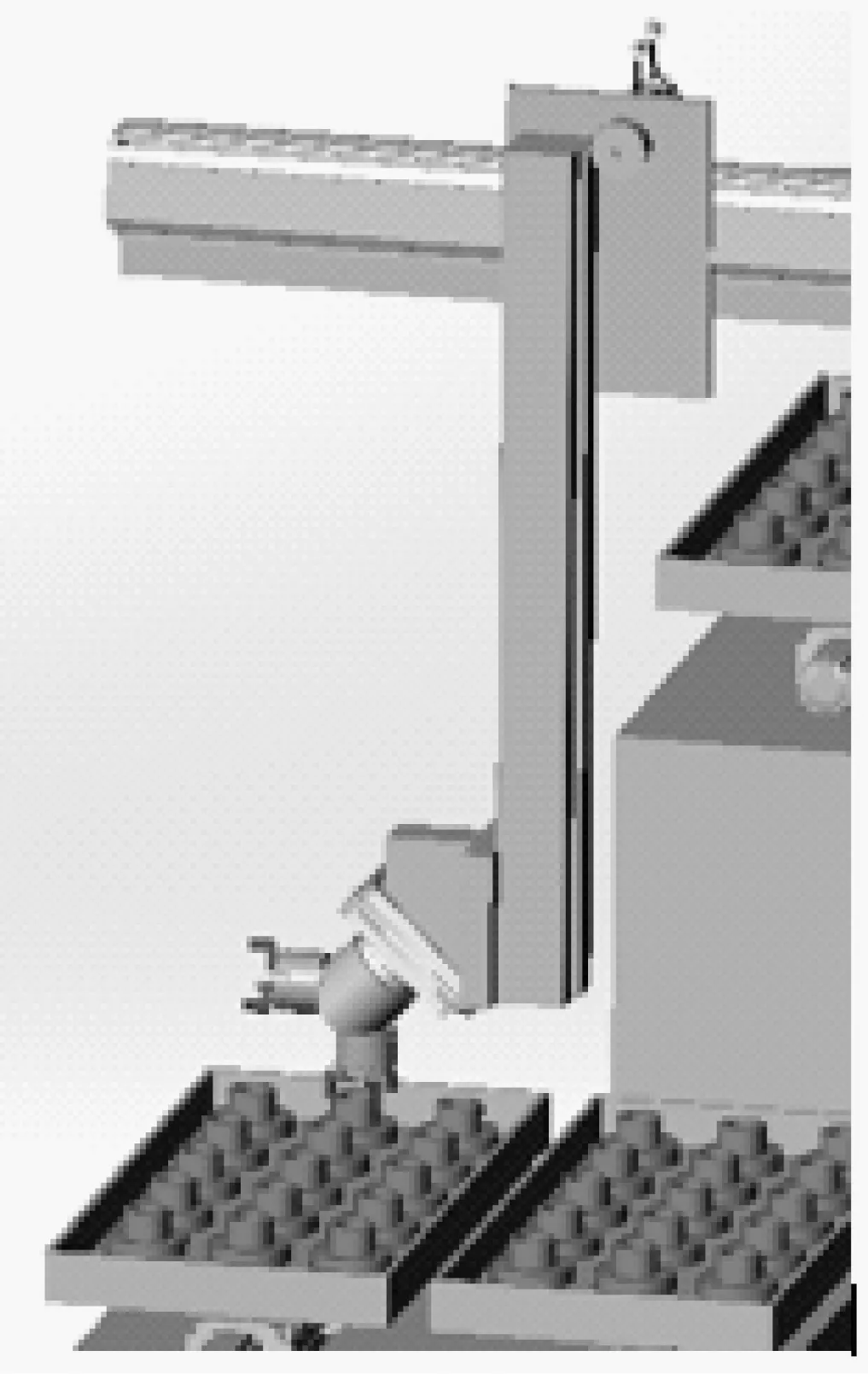
▲圖3 抓取工件
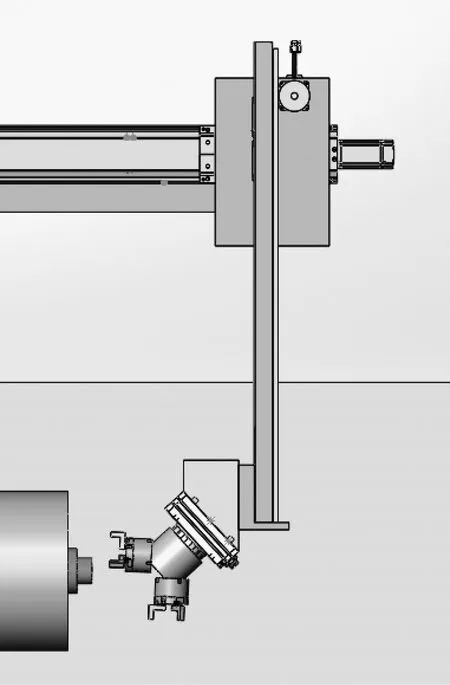
▲圖4 裝卸工件
7 設計小結(jié)
自動化上下料系統(tǒng)基于原有生產(chǎn)條件設計,在投入不大的前提下,實現(xiàn)了自動化、連續(xù)性生產(chǎn)[6],具有四方面優(yōu)勢與特點。一是標準件占比高。系統(tǒng)利用伺服電機、直線導軌、滾珠絲桿、氣缸、機械手等標準件,標準件占比達70%以上,改造周期短、成本低,后期維護較為便利。二是保持機床布局不變。自動化上下料系統(tǒng)各部件均以原機床位置為基礎進行設計布局,避免了機床移動及再次裝調(diào),節(jié)約成本,縮短安裝時間。三是自動化程度明顯提升。充分集成控制系統(tǒng)、輔助系統(tǒng)及機械手,實現(xiàn)取料、放料動作連續(xù)協(xié)作完成,達到縮短加工周期、提高生產(chǎn)效率的目的。四是系統(tǒng)具有柔性特點。系統(tǒng)各部分設備均基于可編程序控制器進行控制,采用觸摸屏操作,方便、直觀,改變供料裝置及翻轉(zhuǎn)機械手,便可適用于更多產(chǎn)品的自動化生產(chǎn)[7]。
8 生產(chǎn)驗證
統(tǒng)計兩臺機床加工60個八位連接孔標準法蘭的相關(guān)數(shù)據(jù),結(jié)果較原有用時縮短105 min,無廢品產(chǎn)生,產(chǎn)品關(guān)鍵尺寸穩(wěn)定性好。生產(chǎn)方式由原一人一機改為一人兩機,工人自述勞動強度明顯降低。通過生產(chǎn)驗證,所設計的自動化上下料系統(tǒng)運行穩(wěn)定,具備可靠性與安全性,適宜批量生產(chǎn)。機床工作狀態(tài)如圖6所示,法蘭成品如圖7所示。
9 結(jié)束語
在國家智能化進程推進與產(chǎn)業(yè)轉(zhuǎn)型升級的大形勢下,中小微制造企業(yè)面臨諸多困難,既不能盲目升級,又不能裹足不前[8]。筆者基于現(xiàn)有基礎條件,充分融合機器人技術(shù)、自動化控制系統(tǒng)、現(xiàn)代傳輸技術(shù),改造原始的人工上下料模式,設計了自動化上下料系統(tǒng),實現(xiàn)連續(xù)性加工,切合實際,產(chǎn)出有效[9]。應用所設計的自動化上下料系統(tǒng),產(chǎn)生了一定的經(jīng)濟效益,并且順應國家對制造業(yè)產(chǎn)業(yè)升級的要求,可以為中小微制造企業(yè)實施產(chǎn)業(yè)升級提供借鑒與參考[10]。
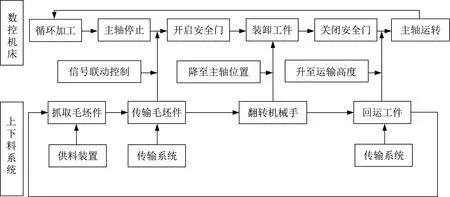
▲圖5 自動化上下料系統(tǒng)工作流程

▲圖6 機床工作狀態(tài)

▲圖7 法蘭成品
猜你喜歡
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
