激光切割金屬板材關鍵工藝參數試驗分析
2021-01-22 08:16:58蔡成旺張紅偉寧德奎張雪峰葉蕾蕾
機械制造 2021年1期
關鍵詞:質量
□ 鐘 韜 □ 蔡成旺 □ 張紅偉 □ 張 虹 □ 寧德奎 □ 張雪峰 □ 葉蕾蕾
1.云南佳仕力機電設備有限公司 昆明 650217
2.玉溪新天力農業裝備制造有限公司 云南玉溪 652600
1 激光切割簡介
激光切割金屬板材時,采用經聚焦后的高功率、高能量密度激光束照射金屬板材,使金屬板材迅速熔化、氣化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質,從而實現金屬板材的切割。相比等離子切割、火焰切割、線切割等方法,激光切割速度快,切割質量好,在金屬板材切割加工中得到了廣泛應用。選擇正確的輸出功率、輔助氣體,設置恰當的切割速度、焦點位置,以及噴嘴孔安裝同軸度、圓度和與激光的同軸度,是激光切割金屬板材的關鍵工藝環節,對切割質量有十分重要的影響。
2 激光輸出功率分析
激光輸出功率的大小對切割質量有直接影響,需要根據金屬板材的材質及厚度來確定激光輸出功率,激光輸出功率過高或過低都無法得到良好的切割斷面。激光輸出功率過低時,會產生切割熔渣,且切割斷面上會產生瘤疤,切割速度慢,效率低,嚴重時將造成無法切斷,熔渣向上飛濺,容易污染聚焦鏡。激光輸出功率過高時,會造成板材過熔,使整個切割斷面熔化,切縫過大,還會割傷工件支撐架,同樣得不到良好的切割質量。
激光切割機廠家都能夠提供設備的額定功率與最大切割板材厚度,但在實際生產中,大批量生產時不宜在額定功率下連續作業,那樣會顯著縮短設備的正常使用壽命。筆者選用某品牌激光切割機,額定功率為3 kW,最高切割速度為2.8 m/s,實際切割速度為2.4 m/s,在不同激光輸出功率下對厚度為8 mm的Q235碳鋼板板材進行切割質量對比試驗,對比試驗結果見表1。通常而言,選擇90%設備額定功率作為大批量生產時的實際激光輸出功率較為妥當,如果只是單件或小批量生產,對生產效率不敏感,也可以選擇95%設備額定功率作為實際激光輸出功率,不建議使用設備額定功率進行作業。
3 切割速度分析
在激光切割時,切割速度根據切割板材的材質、厚度來決定。不同的切割速度,對切割質量會有不同影響。適當的切割速度,既能提高激光切割的效率,又能得到良好的切割質量。筆者將實際激光輸出功率設置為2.7 kW,在不同切割速度下對厚度為8 mm的Q235碳鋼板板材進行切割質量對比試驗,對比試驗結果見表2。
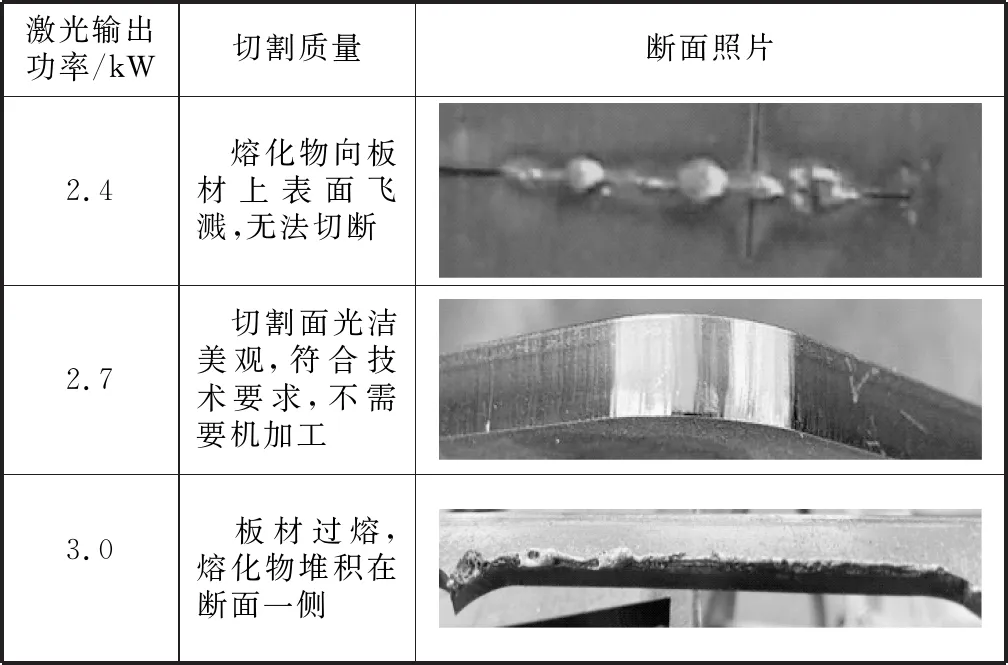
表1 不同激光輸出功率下切割質量對比試驗結果
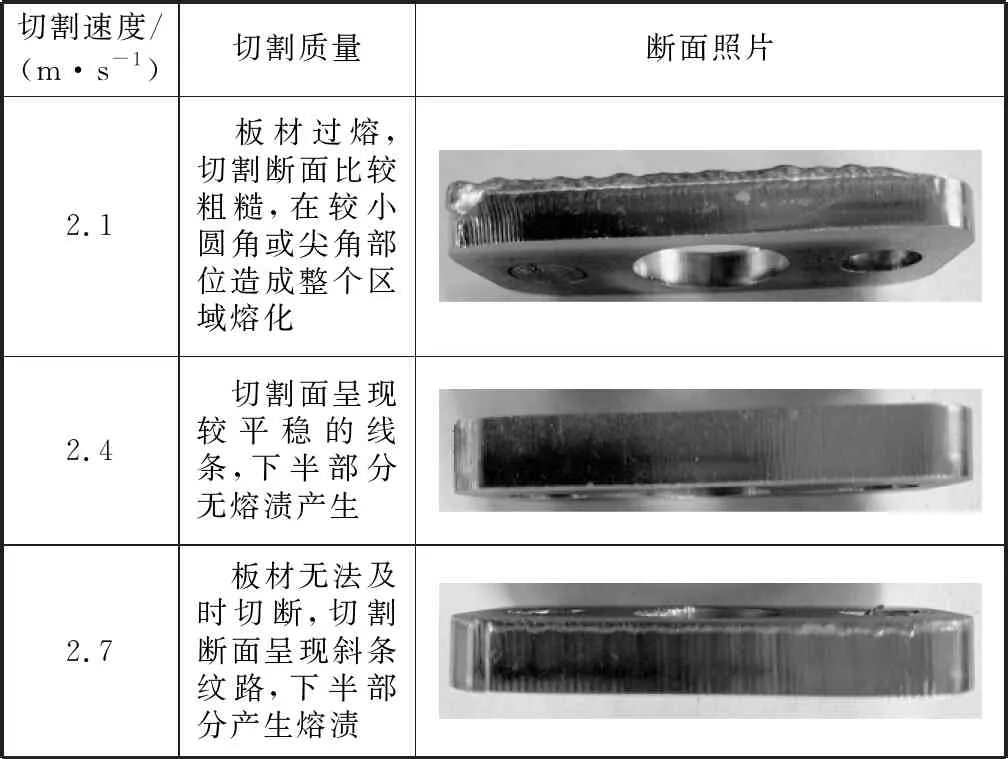
表2 不同切割速度下切割質量對比試驗結果
在實際激光切割過程中,可以從切割火花的流向和形態快速間接判斷切割速度是否合理。采用合理的切割速度時,切割火花由上向下擴散。若火花傾斜,則說明切割速度過快。若火花不擴散,且少凝聚在一起,則說明切割速度過慢。不同切割速度下火花流向和形態如圖1所示。
可見,在設定實際激光輸出功率和切割材料后,需要進行必要的切割速度試驗,根據產品的質量要求,合理選擇切割速度。一般選擇廠家提供的激光切割機最快切割速度的80%~85%作為切割速度,能夠較好地確保切割質量。
在實際激光切割時,激光輸出功率與切割速度成正比,激光輸出功率越高,切割速度也就越快。
4 焦點位置分析
在激光切割不同的金屬板材時,焦點位于金屬板材不同的位置,對金屬板材打孔和切割斷面均會造成直接影響。選擇錯誤的焦點切割,會造成斷面粗糙、有掛渣,嚴重時會產生瘤疤、切不透等現象。
焦點在金屬板材上表面,稱為零焦點。焦點在金屬割板材上表面的上方,稱為正焦點。焦點在金屬板材上表面的下方,稱為負焦點。焦點位置如圖2所示。每次對激光切割機保養或更換準直鏡、聚焦鏡后,新的焦點位置可能會與原設備廠家設置的焦點位置存在一定偏差,這時需要對焦點位置進行調整,以免對切割質量造成影響。目前激光切割頭分手動調焦和自動調焦兩種。手動調焦時,切割頭上有一個調整焦點位置的旋鈕,通過轉動旋鈕來調整焦點位置。自動調焦時,原設備廠家設有一個調焦程序,通過調整程序內的參數來調整焦點位置。在工作臺上放置一塊厚度為1 mm的Q235碳鋼板板材,分別用不同的焦點位置對板材進行直線切割,切割縫隙最細所對應的焦點位置就是激光的零焦點,根據零焦點能夠確定所有可以設置的正負焦點位置。
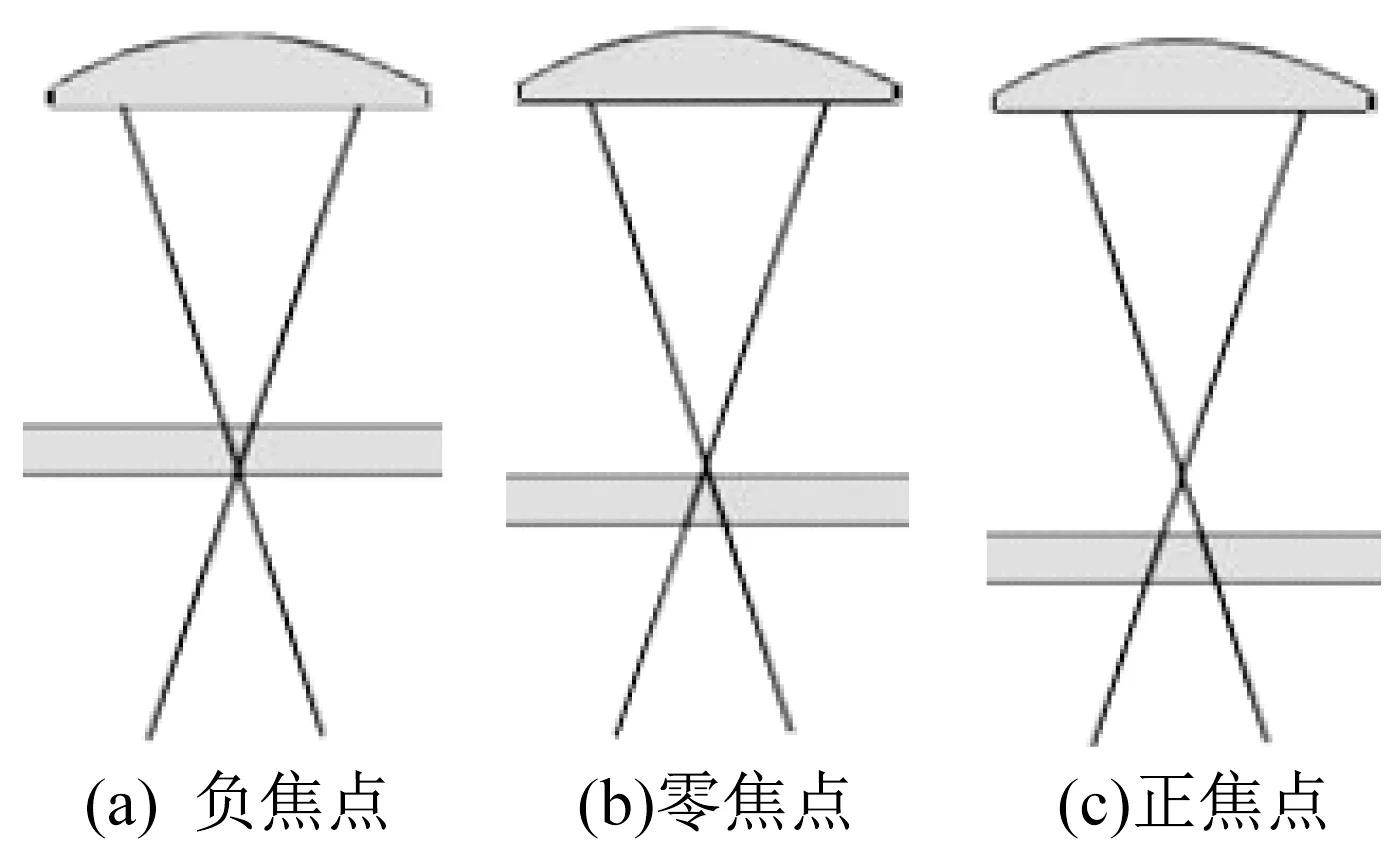
▲圖2 焦點位置
在實際激光切割過程中,可以通過切割質量來判斷所選擇的焦點是否合理。通常而言,在切割不銹鋼板時,采用負焦點;切割厚度小于6 mm的碳鋼板時,采用零焦點;切割厚度不小于6 mm的碳鋼板時,采用正焦點。
筆者在不同焦點位置下對厚度為15 mm的Q235碳鋼板和厚度為8 mm的304不銹鋼板進行切割質量對比試驗,對比試驗結果如圖3所示。
由圖3可見,在切割厚度為15 mm的Q235碳鋼板時,焦點位置在+2 mm處切割斷面效果最佳;在切割厚度為8 mm的304不銹鋼板時,焦點位置在-5 mm處切割斷面效果最佳。因此,在確定切割材料及厚度后,需要進行必要的切割試驗來調整焦點位置,以獲得更好的切割質量。
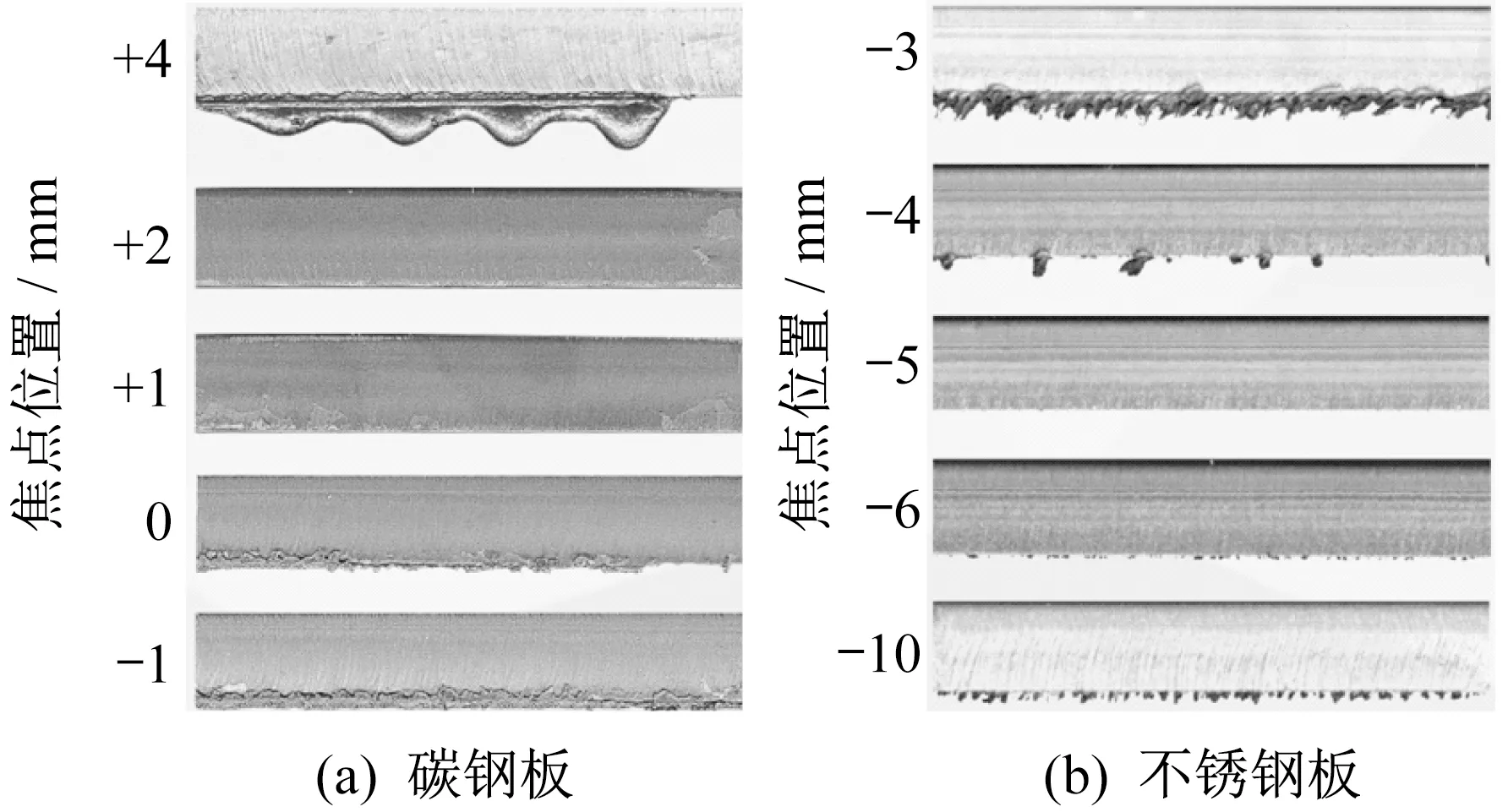
▲圖3 不同焦點位置下切割質量對比試驗結果
5 噴嘴因素分析
5.1 噴嘴孔與激光中心同軸度
噴嘴在制造時自身就有很高的精度要求,必須先保證噴嘴孔與安裝螺紋的同軸度,這樣才能保證噴嘴孔與激光中心的同軸度。
噴嘴孔呈橢圓狀,切割過程中噴嘴自身發生碰撞變形或噴嘴上有熔漬時,會嚴重影響切割質量,表現在切割氣體吹出時,造成出氣量不均勻,導致切割斷面一邊切割效果較好,另一邊產生掛渣現象。切割厚度為3 mm以下的金屬薄板,影響相對較小。在切割厚度為3 mm以上的金屬板材時,可能無法切透,并造成穿孔不穩定,時間不易控制。因此,噴嘴應妥善保管,盡量避免碰傷變形,噴嘴上粘有的熔漬應及時處理。噴嘴孔形狀變化如圖4所示。
當更換新噴嘴后切割質量沒有改善時,應檢查激光光束與噴嘴孔是否同軸。激光中心與噴嘴孔不同軸,噴嘴孔會對切割質量產生影響。應對控制激光光束出光位置的聚焦鏡進行位置微調,確保激光中心與噴嘴孔的同軸度。
噴嘴孔與激光中心的同軸度,以及噴嘴孔有無變形是影響切割質量的重要因素,加工的金屬板材越厚,影響就越大。在實際激光切割時,應做到一日一查,及時調整更換,這樣才能保證得到較高的切割質量。

▲圖4 噴嘴孔形狀變化
5.2 噴嘴孔孔徑
噴嘴孔孔徑對切割質量有關鍵性影響。切割薄板時,噴嘴孔孔徑越小,切割面越細;噴嘴孔孔徑越大,切割面越粗,轉角越容易出現熔漬。切割厚板時,切割功率較高,相對散熱時間較長,相對切割時間也會延長,用小孔徑噴嘴,氣體擴散面積小,使用過程中不穩定,應使用大孔徑噴嘴,使氣體擴散面積增大,氣體流速較慢,這樣使用過程中比較穩定。不同噴嘴孔孔徑對Q235碳鋼板切割質量的影響對比見表3。
由表3可以看出,在切割厚度為3 mm的Q235碳鋼板時,噴嘴孔孔徑選用1.4 mm,切割斷面效果最佳,切割速度快;在切割厚度為4 mm的Q235碳鋼板時,噴嘴孔孔徑選用2.0 mm,切割斷面比較均勻。可見,在實際激光切割時,對于不同厚度的板材需要選擇合適的噴嘴孔孔徑,這樣才可以獲得更高的生產效率和產品合格率。
5.3 噴嘴類型
在實際激光切割中,筆者公司使用的噴嘴分單層直底低噴嘴和雙層高噴嘴兩種。單層直底低噴嘴適用于以氮氣或空氣作為輔助氣體進行的切割,出氣量較大,氣壓要求不低于1 MPa。氣壓過低,切割斷面就會形成掛渣。雙層高噴嘴適用于以氧氣作為輔助氣體進行的切割,氣壓要求在0.3~0.8 MPa之間。氣壓過低,會切割不透。氣壓過高,會使切割斷面粗糙。在實際切割中,應根據不同的輔助氣體及氣壓來選擇噴嘴類型,從而得到良好的切割質量。
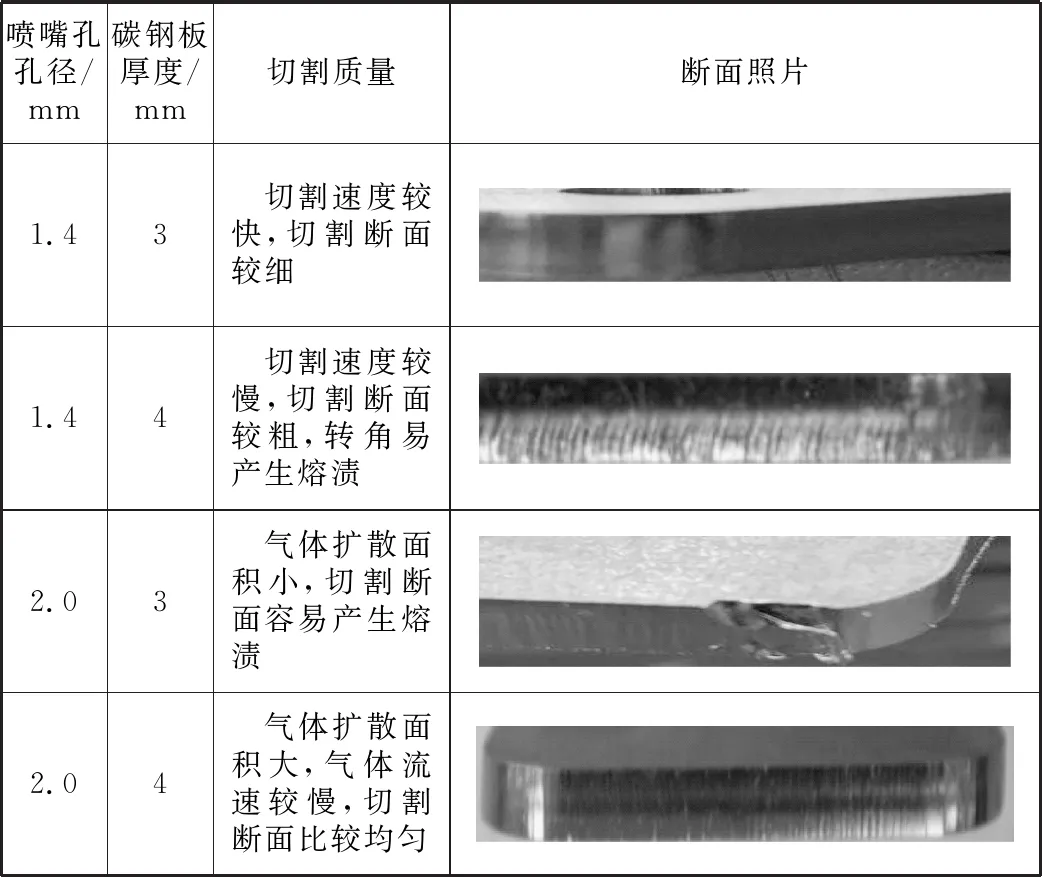
表3 不同噴嘴孔孔徑對Q235碳鋼板切割質量影響對比
在實際激光切割中,要根據材質、厚度及切割輔助氣體,選擇正確類型的噴嘴,調整好噴嘴孔與激光中心的同軸度,這樣既能得到良好的切割質量,又能節約生產成本,提高生產效率。
6 輔助氣體控制
輔助氣體是影響切割質量的因素之一。切割過程中通常用到的輔助氣體可以分為三種:干燥空氣、氧氣、氮氣,應根據所要切割的材質而決定使用哪種輔助氣體。切割碳鋼板時選用氧氣,切割質量最優,成本最低,由氧氣和碳鋼發生氧化反應,起到助燃和吹除熔渣的作用,出氣量及氣壓要求低。切割不銹鋼板時選用純度為99.99%的氮氣,氮氣作為保護氣體使用,激光光束直接將不銹鋼板熔化,高壓氮氣直接吹走熔渣,出氣量及氣壓要求較高,切割斷面光潔美觀。若切割斷面粗糙度要求較為寬松,表面粗糙度Ra可不小于50 μm,則可以直接使用壓縮空氣作為輔助氣體,其目的在于節約成本。
7 結束語
筆者對激光切割金屬板材的關鍵工藝參數進行試驗分析,分析結果表明,在激光切割實際生產過程中,激光輸出功率一般應設置為設備額定功率的90%,切割速度控制在設備最高切割速度的80%~85%,根據板材厚度及材質調整焦點位置,根據不同切割板材及板材厚度合理選用噴嘴類型。在激光切割生產過程中,還應經常觀察噴嘴磨損程度,及時更換新噴嘴,并根據不同切割板材合理選用輔助氣體。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
