基于車螺紋原理卷制螺旋彈簧
2021-01-22 02:58:12趙云
機械工程師 2021年1期
趙云
(內江職業技術學院 智能制造系,四川 內江641000)
0 引言
彈簧是機器和儀表中的重要零件。由于彈簧的結構特點和所用制作彈簧材料的彈性,在工作時可以產生較大的變形,被用于吸收沖擊能、緩和振動和沖擊、測力、儲存能量,以驅動機件等[1]。本文主要分析彈簧的類型、彈簧材料,并參考車削螺紋的原理研究了螺旋彈簧的卷制工藝。
1 彈簧主要類型
彈簧的種類很多,可分為金屬彈簧和非金屬彈簧。常見非金屬彈簧有空氣彈簧、橡膠彈簧。常見的金屬彈簧有圓柱螺旋壓縮彈簧、圓柱螺旋拉伸彈簧、圓柱螺旋扭轉彈簧、圓錐螺旋彈簧、板彈簧、碟形彈簧、平面蝸卷彈簧、環形彈簧等。其中以圓柱螺旋彈簧應用最為廣泛。各種類型常用彈簧的結構與特點如表1、表2所示(其中F為彈簧載荷,T為轉矩)。
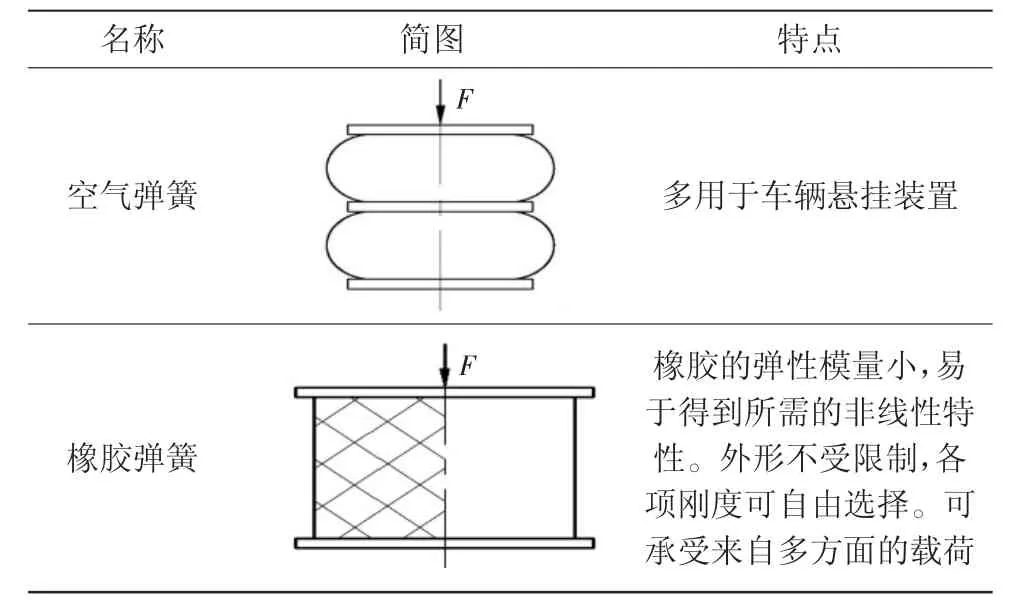
表1 常用非金屬彈簧
2 彈簧材料
由于彈簧主要在交變應力下工作,而且要求在受到較大應力情況下,不產生塑性變形,因此要求彈簧材料具有較高的抗拉強度極限、彈性極限和疲勞極限,不易松弛。同時要求具有高的沖擊韌性,良好的熱處理性能等[1]。

表2 常用金屬彈簧
常用非金屬彈簧材料主要是橡膠、增強塑料等。
常用金屬彈簧材料(其含碳量在0.65%~0.90%范圍內,通過淬火及中溫回火可獲得高的彈性極限):
1)碳素彈簧鋼絲(Ⅰ、Ⅱ、Ⅱa、Ⅲ)。如60鋼、75鋼等,這種鋼的優點是價格便宜,缺點是彈性極限較低、淬透性差,適合于制造尺寸較小、彈簧鋼絲直徑d<12~15 mm的一般用途的彈簧,如螺旋彈簧。
2)合金彈簧鋼絲。以Si、Mn為主要合金元素的彈簧鋼絲,最有代表性的是65Mn和60Si2Mn,這類鋼的市場價格比較低,淬透性明顯優于碳素彈簧鋼,可以制造尺寸較大、鋼絲直徑d≤25 mm的彈簧,如緩沖卷簧等。Si和Mn同時加入的彈簧鋼,比只加入Mn的彈簧鋼性能好得多,在工業中應用最廣;以Cr、V、W為主要合金元素的彈簧鋼絲,最有代表性的是50CrVA。這類鋼的淬透性較好,高溫下性能比較穩定,主要用于制造尺寸大、彈簧鋼絲直徑d≤30 mm、受載大的和工作溫度較高的重要彈簧,如螺旋彈簧、閥門彈簧、扭桿簧等[2]。
3 卷制螺旋彈簧原理
螺旋彈簧有熱成型和冷成型兩種成型方法,大型彈簧(彈簧鋼絲直徑大的)用熱成型制成,然后淬火加中溫回火,一般用途的小型彈簧(彈簧鋼絲直徑d<12~15 mm)用冷成型法卷制成型,卷成后一般不經淬火處理,只進行低溫回火。
冷卷法卷制螺旋彈簧的原理與在普通車床上車螺紋基本相同:即主軸每轉一周以后車刀得到一個等于彈簧節距大小的縱向移動量,也就是裝有車刀的刀架應當移動一個等于螺紋節距的距離。
螺旋彈簧具有結構簡單、制造方便等特點。特性線一般為直線,剛度穩定,如圖1所示,其中F為彈簧載荷,λ為變形量。
4 螺旋彈簧的種類和各部分名稱
螺旋彈簧根據形狀不同,一般有圓柱形、圓錐形和橄欖形3種,如圖2所示,其中:D1為彈簧內徑;D2為彈簧中徑;D3為錐形彈簧大端內徑;D為彈簧外徑;d為彈簧鋼絲直徑;t為彈簧節距(各圈之間的距離)[3]。
5 卷制螺旋彈簧用的芯軸
芯軸是卷制彈簧的主要工具。芯軸的長短根據彈簧長度決定,但應比彈簧長些。芯軸的直徑(比彈簧內徑小)大小非常重要,如果直徑不準確,那么卷出來的彈簧直徑就不符合要求。確定芯軸直徑也是比較復雜的,因為彈簧卷好后直徑會擴大,由于鋼絲彈性不同和直徑不同,彈簧直徑擴大量也不同。根據過去的實踐經驗,芯軸的直徑可用下面經驗公式計算:

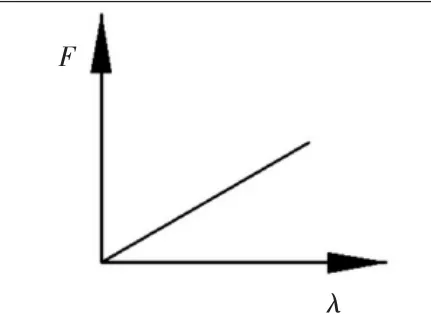
圖1 圓柱螺旋彈簧特性圖
式 中:D0為 芯 軸 直徑;D1為彈簧內徑;d為彈簧鋼絲直徑。
當用中級彈簧鋼絲直徑d<1 mm時,芯軸系數取下差-0.02,d>2.5 mm時取上差+0.02;高級彈簧鋼絲d<2 mm時取下差-0.02,d>3.5 mm時取上差+0.02。除此之外,可以不考慮。
芯軸直徑確定以后,在芯軸一端外圓上鉆一小孔,直徑較彈簧鋼絲稍大,便于插鋼絲之用。
正式卷制彈簧前,需先進行試驗,即先卷制2~3圈后松開,然后測量彈簧擴大后的內徑是否符合要求,并根據測量結果修正芯軸直徑[4]。
6 卷制螺旋彈簧的步驟
6.1 卷制圓柱螺旋彈簧
卷制圓柱螺旋彈簧時可按下列步驟進行:
1)根據彈簧節距t調走刀箱手柄位置和掛輪(與車螺紋相同)。
2)裝上芯軸,將鋼絲插入芯軸外圓端部的小孔中,如圖3所示。另一端夾在刀架上的槽鐵(把墊鐵片磨成槽夾在刀架上)中,如圖4所示。但不能夾得太緊,只要鋼絲能用力拉出來即可。
3)合上開合螺母,開動車床主軸,進行卷制。當彈簧卷到近卡盤時停車,用鋼絲鉗或弓鋸把鋼絲折斷。最后從芯軸上取下彈簧。為了保證兩端的承壓面與軸線垂直,需在砂輪上將兩端面磨平。
用槽鐵夾鋼絲只適用于單件生產。如工件數量較多,就可以采用帶滾珠軸承的夾鋼絲專用夾具,整個夾具裝夾在刀架上,如圖5所示。
在夾具體6上開有2個穿通腰形槽5,裝滾珠軸承1的2根短軸就裝在腰形槽中,背面用壓板螺釘緊固,另有2個滾珠軸承安裝在夾具體下端,滾珠軸承的外圈能自由轉動。滾珠軸承外圈上有圓弧凹槽,彈簧鋼絲可在槽中通過。當鋼絲直徑變化時,可以松開夾具體背面的螺釘和壓板,調整螺釘4就可以使上面2個滾珠軸承上下移動,以改變上下2個滾珠軸承之間的通道大小。

圖2 螺旋彈簧
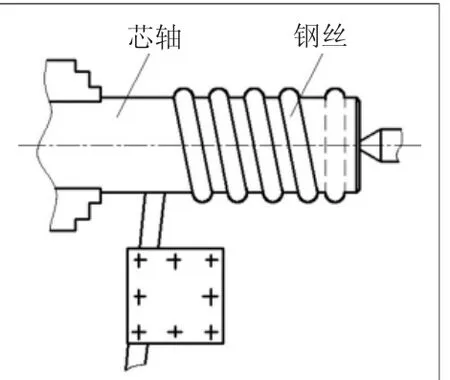
圖3 卷制圓柱螺旋彈簧
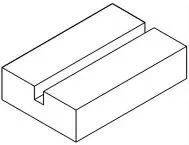
圖4 槽鐵
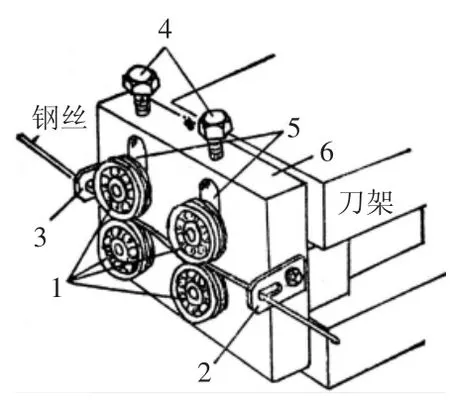
圖5 夾鋼絲專用夾具
在夾具體的側面有2個導向板2和3,可以改變和引導鋼絲的運動方向。但它的槽口容易磨損,所以需采用耐磨的材料制作,或者將材料進行淬火處理。此外,彈簧鋼絲應放在專用的放線架上,如圖6所示。放線架的轉軸應安裝在滾動軸承上,使整圈鋼絲套在放線架上能自由轉動。
6.2 卷制錐形螺旋彈簧卷制錐形螺旋彈簧
時,把圓柱形芯軸調換成錐形芯軸,芯軸外圓上車有圓弧形螺旋槽,卷制的方法與圓柱螺旋彈簧相同,如圖7所示。
6.3 卷制橄欖形螺旋彈簧
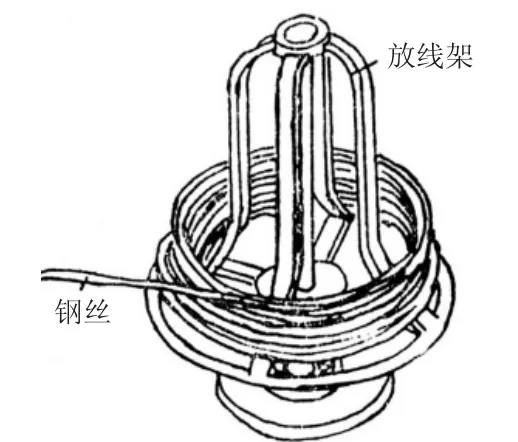
圖6 鋼絲放線架

圖7 卷制錐形螺旋彈簧
卷制橄欖形螺旋彈簧時,要用一根細長芯棒和一套大小不同的墊圈。先把直徑最大的墊圈放在中間,兩邊分別套入直徑逐一減小的墊圈,并用緊圈固定,然后開始卷制,如圖8所示。卷好以后切斷鋼絲,然后松開緊圈,拉出細長芯棒,并拉長彈簧,這時墊圈就從彈簧縫里落下來。
7 結語
除了上述3種螺旋彈簧以外,根據特殊需要還有其他各種形式,如變節距螺旋彈簧、變徑螺旋彈簧等。基于車螺紋原理卷制螺旋彈簧的方法,主要是為小型企業提供借鑒,它不需要專用的設備和很復雜的專用工裝,只要有普通的車床(如C616、C6140A),就可以卷制需要的螺旋彈簧。方法簡單易學,成本低,特別適合單件、小批量生產。
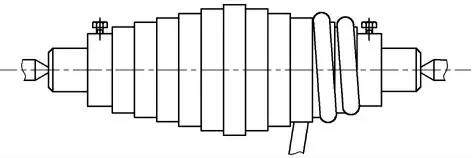
圖8 卷制橄欖形螺旋彈簧
