M310核電機組BOSS焊縫作業輻射防護控制
2021-01-28 08:30:34徐卓群
輻射防護 2020年6期
徐卓群
(福建福清核電有限公司保健物理處,福建 福清 350300)
核電廠放射性系統核級管道為安全屏障一部分,承擔著重要安全功能。與管道相連的支管管座(BOSS頭)長期接觸一回路冷卻劑,由于BOSS頭承擔主管道分支與變徑特殊功能(詳見圖1與圖2),容易沉積高輻射水平粒子,因此其相關檢修工作輻射風險較高;另外其作業點位繁多、檢修空間有限,為檢修工作輻射風險控制帶來難度。輻射風險控制需要精心準備、因地制宜,確保作業人員的輻射安全[1]。通過輻射風險分析、輻射防護最優化實施方案制定、輻射風險交底、現場監督支持等方面控制,汲取歷次BOSS焊縫作業經驗反饋與實踐,持續改進形成較為完善的輻射防護控制體系。

圖1 一種BOSS焊縫實景圖Fig.1 A kind of BOSS weld scene
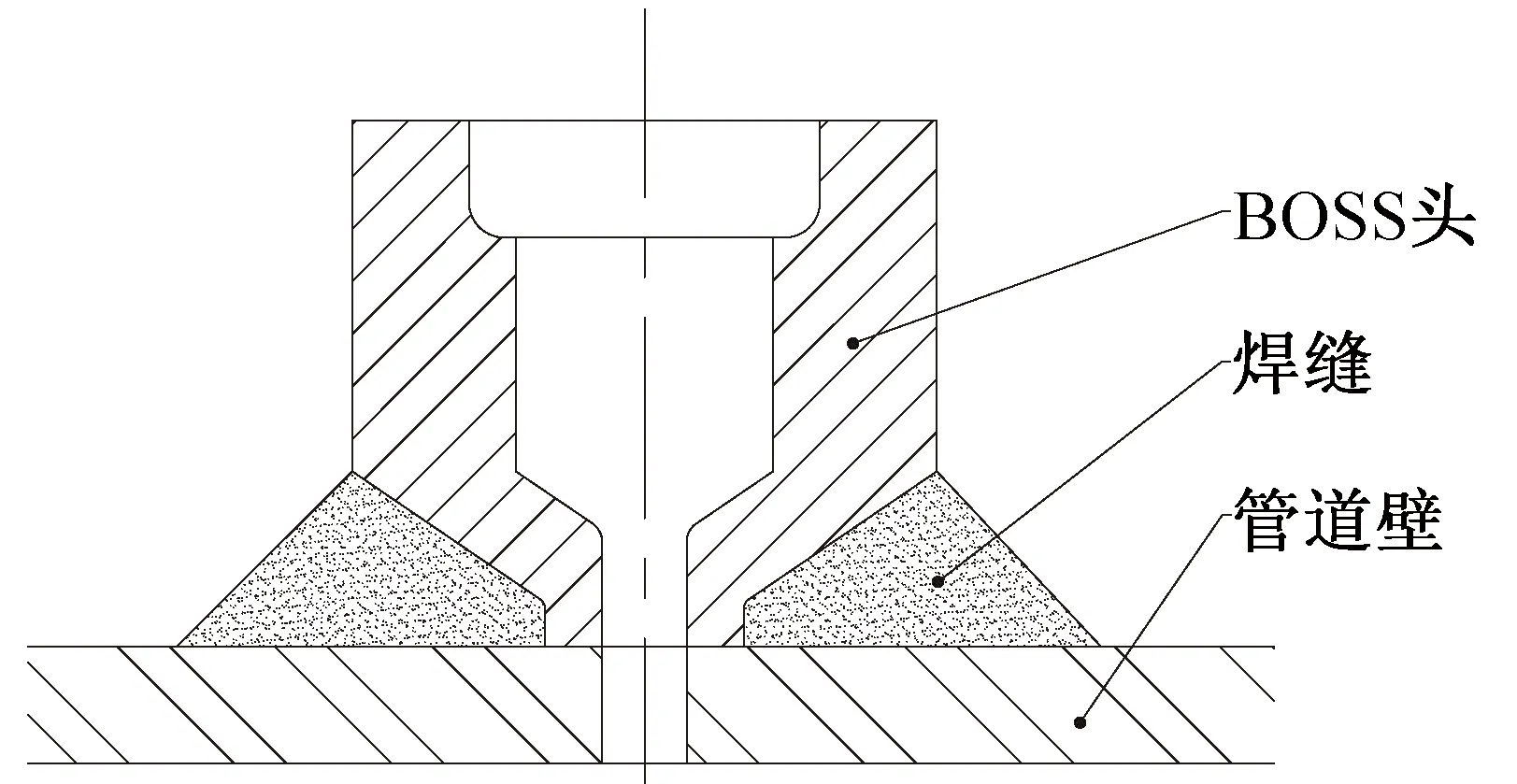
圖2 一種BOSS焊縫結構圖Fig.2 A kind of BOSS weld structure diagram
1 BOSS焊縫作業簡介
核電廠放射性系統核級管道BOSS焊縫作為一回路承壓邊界的一部分,承擔著保證一回路完整性的重要任務。核電廠需利用大修窗口對BOSS焊縫實施射線探傷檢查,根據射線探傷結果制定處理方案,分為切割后回焊與打磨后回焊,其相關作業主要內容如下。
1.1 BOSS焊縫切割作業
(1)對BOSS焊縫及其支管進行切割;
(2)預制同規格BOSS頭進行替換,對BOSS焊縫及支管進行回焊;
(3)回焊后射線探傷檢查。
1.2 BOSS焊縫打磨作業
(1)對BOSS焊縫進行打磨,消除焊縫缺陷;
(2)對BOSS焊縫進行回焊;
(3)回焊后射線探傷檢查。
2 輻射風險分析
核電廠管道內壁沉積的放射性核素主要為Co-58,是壓水堆電廠的主要活化腐蝕產物,因其發射光子能量較高、半衰期較長,是壓水堆電廠的主要劑量貢獻者,對管道表面外照射γ劑量率貢獻約為60%。在進行輻射風險分析時需關注外照射導致的工作人員超劑量限值風險;放射性系統開口伴隨的空氣/人員/地面污染風險。
2.1 BOSS焊縫切割作業輻射風險分析
BOSS焊縫作為一回路的一部分,且BOSS頭承擔主管道分支與變徑特殊功能,容易沉積高輻射水平粒子,因此外照射水平較高,存在工作人員超劑量限值風險[2]。
在機組大修低低水位期間,個別BOSS焊縫所在管線積存較多放射性殘水無法疏排,切割作業時易導致放射性殘水飛濺;若放射性殘水疏排盛接不當將導致溢流,存在人員/地面污染風險。
BOSS焊縫切割作業時,導致放射性粉塵飛揚,沉積在BOSS頭內部的高輻射水平粒子可能一并彌散至空氣中,存在工作人員超劑量限值風險、空氣/人員/地面污染風險。
由于BOSS頭支管與本體的插套處存在間隙,切割下來的廢棄BOSS頭易殘留高輻射水平粒子,需要細致測量與妥善運輸,存在工作人員超劑量限值風險、人員/地面污染風險。
BOSS焊縫切割后回焊時,如有殘水滴流,需使用熱風槍進行烘烤,其放射性殘水受熱后汽化,水中溶解的放射性粒子轉化為松散污染,在強氣流的作用下,造成工作場地內放射性粉塵飛揚懸浮,存在空氣/人員/地面污染風險。
BOSS焊縫支管切割后回焊時,此時為一回路管線封閉焊接,需要解體上下游就近的法蘭或閥門供給焊接保護氣體,氣流通過管道時,易將管道內部部分放射性殘水引出,存在人員/地面污染風險。
2.2 BOSS焊縫打磨作業輻射風險分析
打磨維修的BOSS焊縫不涉及放射性開口,存在由外照射導致的工作人員超劑量限值風險,但是打磨至5 mm后若射線探傷檢查仍有缺陷需繼續打磨至2~3 mm以消除缺陷,其剩余焊口壁很薄,在發現氣孔等缺陷前極有可能導致剩余焊口壁穿孔,其輻射風險等效于BOSS焊縫切割作業相關輻射風險,若出現此情況依據BOSS焊縫切割作業輻射風險進行分析。
3 文件準備
BOSS焊縫維修作業屬高輻射風險作業,需根據其工作內容充分分析每道工序存在的輻射風險,并制定BOSS焊縫作業輻射防護最優化實施方案等輻射防護控制文件。由于BOSS焊縫處理方式不同,其作業輻射風險不同,將BOSS焊縫切割維修設置輻射防護控制點,現場逐條控制并嚴格執行。
3.1 BOSS焊縫切割前輻射防護控制點
(1)作業場地布置,防粉塵擴散措施落實到位并驗收合格,附加防護用品脫除位置布置在低輻射水平區域;
(2)測量作業設備與工作體位輻射水平,記錄并告知工作人員,必要時采取屏蔽措施以降低輻射水平;
(3)工作人員個人累計劑量滿足日劑量控制值要求[3];
(4)檢查作業人員附加防護用品配備是否完善,并強調使用和脫放要求;
(5)強調工作中產生的廢水、廢物的處理與轉運要求。
3.2 BOSS焊縫焊接前輻射防護控制點
(1)確認作業場地清潔、完整;
(2)測量作業設備與工作體位輻射水平,記錄并告知工作人員,必要時采取屏蔽措施以降低輻射水平;
(3)工作人員個人累計劑量滿足日劑量控制值要求;
(4)檢查作業人員附加防護用品配備是否完善,并強調使用和脫放要求。
組織作業人員進行輻射防護技能與管理要求相關培訓,進行輻射安全交底,宣貫輻射防護控制點要求和步驟,學習歷次大修BOSS焊縫相關作業經驗反饋。
要求工作負責人提前落實維修所需的工作器具、附加防護用品、工作場地及相關配套設施、配合人員等,避免因準備不充分造成延工或返工,進而降低人員受照劑量。
4 輻射風險控制
4.1 超劑量限值風險控制
4.1.1轉移輻射源項
M310核電機組反應堆廠房標高5 m內環區域輻射水平較高,其一是因為此區域遍布高輻射水平工藝系統與設備,待處理的BOSS焊縫較多,管道與閥門交錯導致作業空間狹小,工作人員需靠近或接觸高輻射水平管道實施維修,因此需轉移輻射源項以減少工作人員受照劑量,降低工作人員超劑量限值風險。在機組大修期間通過卸料后排水沖洗方式,對BOSS焊縫及周邊設備沉積的高輻射水平粒子進行沖排轉移,以降低工作區域輻射水平。大修期間對三個環路的反應堆冷卻劑系統逆止閥(3RCP121VP/3RCP221VP/3RCP321VP)沖洗前后輻射水平進行了調查,詳見表1,其沖洗效果明顯,可大幅度降低工作區域輻射水平。
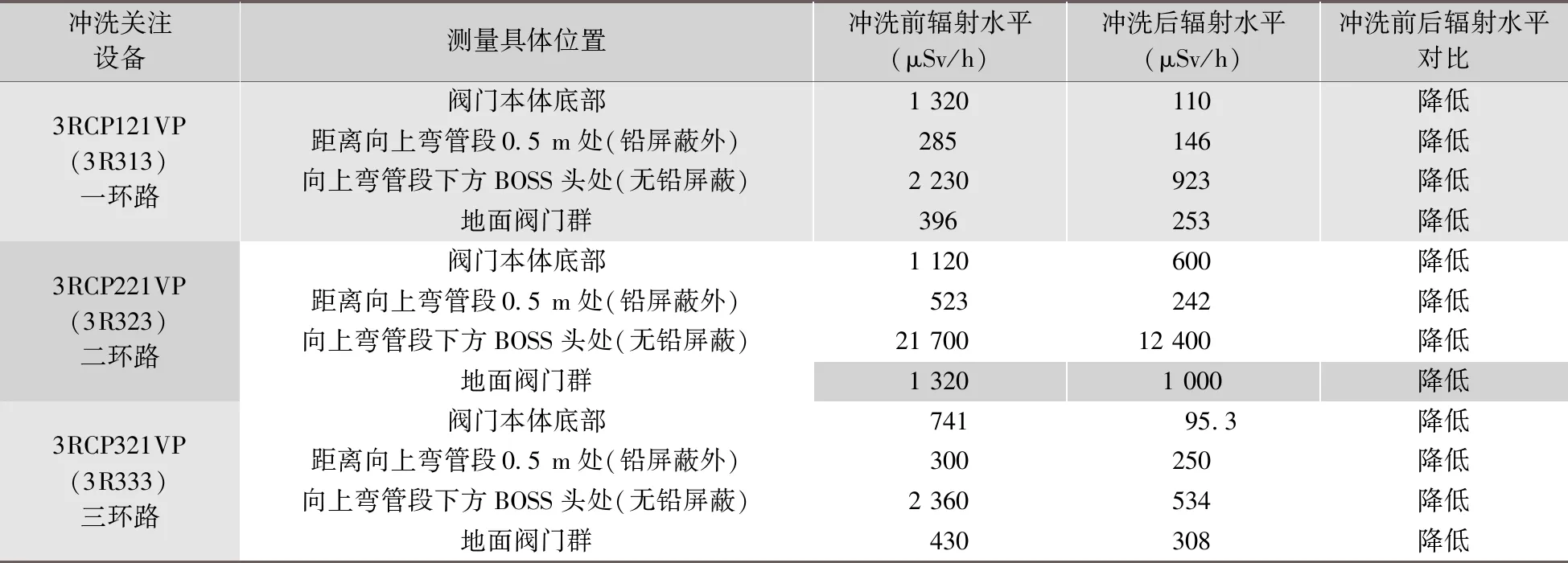
表1 BOSS焊縫沖洗前后輻射水平對比Tab.1 Comparison of radiation levels before and after BOSS weld washing
4.1.2增設屏蔽
M310核電機組反應堆廠房標高5 m內環區域輻射水平較高,其二是因為反應堆廠房樓層之間柵格較多,無法屏蔽來自標高8 m蒸汽發生器與堆芯冷熱段主管道的射線,因此在作業前需對標高8 m柵格地面鋪設鉛屏蔽,以降低標高5 m內環區域的輻射水平。對待維修BOSS焊縫周邊輻射源項進行排查,根據現場輻射源項分布情況制定最優化的鉛屏蔽搭設方案。
4.1.3增大距離
對現場待維修的BOSS焊縫與周邊輻射源項進行排查,繪制輻射水平分布圖,向工作人員進行輻射防護交底,在滿足現場工作實施的前提下,根據工作場所輻射水平分布情況評估最優化的工作體位,以降低工作人員的集體劑量。
4.1.4減少受照時間
處理高輻射水平BOSS焊縫時,安排技能嫻熟的工作人員輪流實施,根據工作位置輻射水平與工作人員日累計劑量限值確定人員最長的允許工作時間,減少工作人員輪換頻次,避免人員頻繁輪換導致工作中斷,以降低維修失誤返工概率,進而降低集體劑量。
4.2 空氣/人員/地面污染風險控制
4.2.1場地布置
放射性系統管道BOSS焊縫切割作業采用無頂負壓工作棚場地,工作人員需使吸風管接近切割的BOSS焊縫,保證放射性粉塵及時被吸附,同時需注意風機出風口的方向,嚴禁在風機排風路徑上布置污染場地或廢物收集點,避免放射性粉塵飛散。無頂負壓工作棚場地較密閉的負壓工作棚場地相比,在控制污染的同時減少工作場地搭拆時間,優化了場地搭拆人員集體劑量,但有如下情況時待切割維修的BOSS焊縫仍采用密閉的負壓工作棚場地:
(1)位于人員經常通過的位置,如走廊、樓梯等附近;
(2)位于相鄰樓層之間柵格附近;
(3)BOSS頭切割后回焊時,管道存在殘水需使用熱風槍烘烤。
放射性系統管道BOSS焊縫切割作業后對場地內金屬粉塵進行清潔,并進行場地完整性核實,保持場地整潔度,可有效降低人員與地面污染風險,同時避免由于粉塵彌散影響焊接質量而造成返工,進而降低集體劑量。
BOSS焊縫打磨作業需由輻射防護人員進行污染普查,保證待打磨維修的BOSS焊縫本體、其所在母管、周邊設備、支架、鋼梁等無松散污染,工作負責人自行布置常規維修工作場地。若放射性系統管道BOSS焊縫剩余焊口壁打磨穿孔,需立即通知輻射防護人員,并按BOSS焊縫切割作業輻射風險進行控制。
4.2.2殘水控制
放射性系統管道BOSS焊縫切割作業時,若其所在母管處于相對較低位置,極易積存放射性殘水,切割作業前需在場地內建立預防性接水措施,并緩慢切割疏水,避免地面污染風險,工作場地外布置備用盛水袋與殘水轉運桶。在放射性管道完全封閉前,建立預防性接水與引流措施,防止上游管線、閥門狀態變化導致跑水。殘水轉運需使用轉運桶,嚴禁單獨使用盛水袋轉運殘水,以免盛水袋破損造成人員與地面污染。
上述存在放射性殘水風險的BOSS焊縫切割作業應盡量安排在每日開工優先實施,若母管存在殘水,能保證足夠的疏水時間。若回焊前殘水無法排空需采用熱風槍烘烤時,需注意如下事項。
(1)將無頂負壓工作棚場地修改為密閉的負壓工作棚場地,保證風機工作正常,工作場地內產生足夠的負壓,且風機的吸風管盡可能接近熱風烘烤的下風向;
(2)熱風烘烤前,對場地內部進行清潔;
(3)熱風烘烤時,對場地周邊場所進行隔離管控,無關人員禁止靠近;
(4)熱風烘烤工作人員穿戴要求:氣面罩/電動送風頭披+紙衣+橡膠手套+塑料鞋套+鉛/鎢衣(如必要);
(5)熱風烘烤后,再次對場地內部進行清潔;
(6)高輻射水平區域,采用人員輪換的方式實施烘烤作業。
切割維修的BOSS焊縫支管回焊時需解體上下游就近的法蘭或閥門填充保護氣體,應提前通知輻射防護人員,制定輻射防護措施并布置工作場地,防止人員與地面污染。
4.2.3人員防護
根據不同作業輻射風險不同及不同作業位置空間制約,靈活搭配附加防護用品,以控制工作人員輻射安全。
放射性工作場地內的作業人員穿戴要求:氣面罩/全面罩+披肩紙帽/電動送風頭罩+紙衣+橡膠手套+塑料鞋套+鉛/鎢衣(如必要)。
由于焊接工作人員需佩戴專用護目面擋,且工作環境溫度較高,所以在污染場地內的焊接作業無法佩戴氣面罩,僅可使用電動送風頭罩或全面罩+披肩紙帽。
狹小空間放射性開口作業需要工作人員長時間在污染場地內臥躺,易導致普通紙衣浸濕破損而造成人員污染,需要根據實際工作體位使用防水紙衣替換普通紙衣。
4.2.4廢物運輸
放射性系統管道BOSS焊縫作業時產生的廢BOSS頭與殘水的運輸控制要求如下:
(1)廢BOSS頭必須經過嚴密包裝后方可運輸,放射性殘水轉運桶不可盛裝過滿并進行封口處理,其包裝外表面松散污染水平小于0.4 Bq/cm2;
(2)若包裝后接觸劑量率大于2 mSv/h,運輸責任人需制定運輸方案,經輻射防護工程師評估同意后方可實施;
(3)放射性殘水轉運桶可使用小推車進行運輸,小推車運輸板需進行包裹以免造成小推車污染;
(4)運輸路線應盡量遠離固定式輻射監測設備;
(5)運輸路線應優先選擇開闊區域通行,上下樓層盡可能選擇電梯。若運輸物項輻射水平較高,使用電梯僅承載放射性物項進行樓層間傳遞,電梯各層停靠位置設置人員值守隔離。
5 現場控制典型案例
5.1 3R245房間余熱排出泵管道高輻射水平BOSS焊縫處理
5.1.1現場情況
3R245房間BOSS焊縫需要進行切割維修,此BOSS頭位于泵體連接的水平管道上,且方向為斜向下45°,通過對此BOSS頭輻射水平進行核實,輻射水平信息如圖3所示,最高接觸劑量率120 mSv/h,工作位置環境劑量率1.7 mSv/h,初步判定此輻射源項能量較低,位于BOSS頭支管管嘴與BOSS頭內凸臺凹槽縫隙內。
5.1.2風險分析控制
(1)超劑量限值風險分析控制
由于高輻射水平粒子在需要返修的BOSS頭內,屏蔽搭設會直接導致BOSS焊縫整體被擋住,無法進行切割。大修低低水位期間此位置無法進行沖洗,且由于支管旁路管道直徑較小,沖洗對轉移BOSS頭內沉積源項效果不大,綜上所述沖洗轉移輻射源項與增設屏蔽降低外照射措施均不可行。因此從縮短作業時間與輻射源項切割轉移角度進行考慮。
(2)空氣/人員/地面污染風險分析控制
此BOSS焊縫位于母管下方,較長的水平母管易殘留放射性殘水,需關注切割后放射性殘水收集。高輻射水平粒子積聚于BOSS頭內,需關注切割期間高輻射水平粒子彌散于工作場地內造成人員污染與超劑量限值風險。同時還需關注切割后廢棄BOSS頭的轉運。

圖3 3R245房間BOSS焊縫輻射水平分布圖Fig.3 Distribution of the radiation level of theBOSS weld in 3R245 room
5.1.3現場實施
現場具體實施步驟與風險控制要點列于表2。

表2 3R245房間BOSS焊縫處理步驟Tab.2 3R245 room BOSS weld treatment steps
切割前后輻射水平對比詳見圖4,輻射水平大幅度降低,為后續焊接工作創造良好的輻射工作環境,此高輻射水平的BOSS焊縫處理工作總集體劑量為0.177 man·mSv。M310核電機組此類高輻射水平BOSS焊縫作業風險分析與現場控制可類比參考。
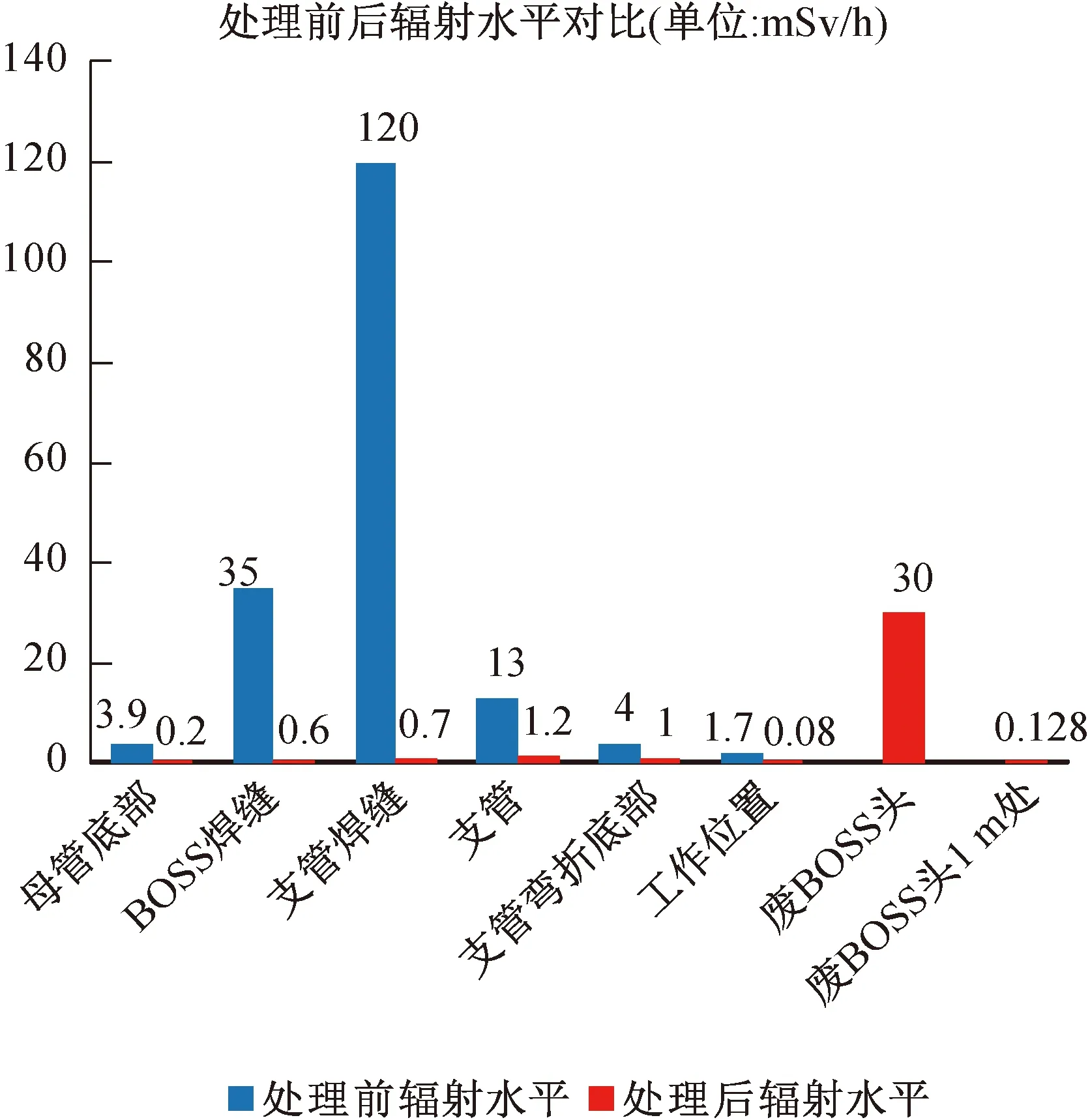
圖4 3R245房間BOSS焊縫處理前后輻射水平對比圖Fig.4 Comparison of radiation levels before and after treatment of BOSS weld in 3R245 room
5.2 3R423房間主管道之間高輻射水平BOSS焊縫處理
5.2.1現場情況
3R423房間同一管道上的兩條BOSS焊縫需要進行切割維修,其位于二環路冷熱段主管道之間,位置靠近3R423房間與3R323房間樓層之間的貫穿柵格板,BOSS焊縫工作體位環境劑量率約為500 μSv/h,BOSS焊縫接觸劑量率約為600 μSv/h。
5.2.2風險分析控制
(1)超劑量限值風險分析控制
此BOSS焊縫接觸劑量率與工作體位環境劑量率相差不大,可以推斷工作區域輻射水平主要由周邊設備管線輻射源項貢獻,即二環路冷段與熱段主管道為主要輻射源項,考慮主管道管徑較大,若實施屏蔽效果不理想且屏蔽代價較大,而3R323房間輻射源項通過屏蔽后,BOSS焊縫工作體位環境劑量率約為270 μSv/h,因此從增大距離角度進行考慮。
(2)空氣/人員/地面污染風險分析控制
此BOSS焊縫所在母管為縱向,不易殘留放射性殘水,主要關注切割期間放射性粉塵彌散而造成空氣/人員/地面污染。
5.2.3現場實施
通過與工作負責人溝通,在滿足維修工作的前提下,在3R323房間使用腳手架搭設懸空場地至3R423,工作人員在3R323房間腳手架場地進行維修,詳見圖5,通過改變其作業位置的方式大幅度降低場地搭拆人員與工作人員受照劑量,其工作位置優化前后輻射水平對比詳見表3,預估降低集體劑量6.8 man·mSv。M310核電機組此類高輻射水平BOSS焊縫作業風險分析與現場控制可類比參考。

圖5 3R423房間BOSS焊縫工作場地優化圖Fig.5 Optimization diagram of BOSS weld work site in 3R423 room

表3 3R423房間BOSS焊縫工作位置優化前后輻射水平對比Tab.3 Comparison of radiation levels before and after optimization of BOSS welding seam working position in 3R423 room
6 經驗反饋與實踐
6.1 點位核實人員齊
BOSS焊縫點位現場核實時,由切割、焊接、保溫、腳手架、射線探傷、核清潔與輻射防護相關人員共同到場核實并做好記錄,現場確定工作場地布置方案,避免場地布置返工而造成集體劑量增加,輻射防護人員測量工作場所輻射水平,記錄BOSS焊縫位置與現場制約條件,在滿足工作人員實施工作的前提下,根據工作場所輻射水平分布情況確定最優化的鉛屏蔽布置、場地布置與工作體位,從而避免人員污染,控制集體劑量。
6.2 焊接場地忌風起
BOSS焊縫焊接作業時,工作場地內的空氣擾動將影響焊接保護氣體填充與焊槍順利起弧,進而影響焊接質量,由于焊接工作較切割工作相比,空氣污染風險較低,可適當關閉負壓工作棚風機,進而減少工作場地內空氣擾動,避免由于焊接質量問題而造成的返修,從而降低集體劑量。
6.3 特殊支管要標記
部分BOSS焊縫連接支管具有取樣等特殊功能,其特殊功能型支管安裝方向需按設計要求執行,因此,在執行此類支管的BOSS焊縫維修時,將支管原始安裝角度進行標記記錄,避免特殊功能型支管回裝出現偏差而導致返修,從而降低集體劑量。
7 結束語
BOSS焊縫作業為國家核安全局重點關注項目,作為近幾年大修重點工作之一,其特殊的功能與布置導致作業點位繁多、作業空間有限,并存在極高的外照射風險和污染風險,應充分重視作業過程的輻射防護。福清核電經過多次大修BOSS焊縫作業輻射防護控制經驗累積,通過作業人員和輻射防護人員的密切配合,在人員劑量控制、放射性污染控制等方面形成較為完善的體系,通過總結反饋與持續改進,使BOSS焊縫作業輻射防護控制水平不斷提高,為M310核電機組BOSS焊縫作業的輻射防護控制提供參考。
猜你喜歡
課堂內外·初中版(科學少年)(2023年10期)2023-12-10 00:43:06
全科護理(2022年10期)2022-12-26 21:19:15
建材發展導向(2021年6期)2021-06-09 05:57:08
國際放射醫學核醫學雜志(2021年10期)2021-02-28 08:41:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年7期)2019-04-25 00:22:18
領導決策信息(2018年26期)2018-10-12 02:18:26
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
都市麗人(2015年5期)2015-03-20 13:33:49